Разработка технологического процесса
Выбор и обоснование типа производства
Назначение и обоснование технологических баз, схем базирования и установки заготовки
Формирование структуры вариантов технологического процесса (альтернативный вариант)
Выбор оптимального технологического процесса на основе технико-экономического анализа вариантов
Выбор оборудования и средств технологического оснащения
Выбор и расчет припусков и операционных размеров
Расчет норм времени и определение разряда работ
СИЛОВОЙ РАСЧЕТ ПРИСПОСОБЛЕНИЯ
МЕРОПРИЯТИЯ ПО ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ В ЦЕХЕ
Исходные технико-экономические данные
Обоснование номенклатуры проектируемого цеха
Расчёт количества рабочих – операторов на участке
Определение потребности в основных материалах
Планирование фонда заработной платы
Технологические расчеты цеха и его технико-экономических
Расчет количества основных рабочих в цехе
Расчёт количества вспомогательных рабочих
Охрана труда, окружающей среды, противопожарные мероприятия и гражданская оборона
Навигация
Разработка технологического процесса
Изготовление детали "кронштейн"
86401
знак
15
таблиц
8
изображений
1. Разработка технологического процесса
1.1. Служебное назначение и техническая характеристика детали
Кронштейн по своим конструктивным признакам относится к классу сложнопрофильных деталей. Кронштейн представляет собой корпусное Т-образное тело малых габаритов с тремя отверстиями Ø14 мм, выемками для облегчения массы детали, пазами шириной 14,6 и 36 мм для размещения элементов других деталей в сборке, тремя отверстиями Ø1,5 мм для контровки гаек в сборке. Форма детали образована сочетанием простых поверхностей (плоских, цилиндрических) и сложных поверхностей (контур детали, выемки, сопряжения).
Кронштейн 74.01.4201.749 устанавливается на раме 74.01.4201.700 и служит для крепления тяги привода створок передней опоры шасси.
Рабочая среда – атмосфера, рабочее давление - атмосферное, tº=60…+60ºC.Деталь подвержена вибрационным нагрузкам.
Сопряжения поверхностей детали необходимы для предотвращения образования усталостных трещин, так как деталь работает в условиях знакопеременных нагрузок.
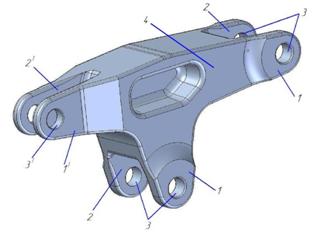
Кронштейн устанавливается в раму по поверхностям 1' (27h12 мм), 2' (14,6Н9 мм), 3' (Ø14H8 мм) (рисунок 2). Эти поверхности являются основными конструкторскими базами. Также конструкторскими базами являются поверхности 1 (56h12 мм), 2 (36H9 мм), 3 (Ø14H8 мм). По ним происходит соединение кронштейна с тягами в сборке. К этим поверхностям предъявляются повышенные требования как по точности выполнения размеров и точности взаимного расположения (неперпендикулярность поверхностей 3 и 3' относительно поверхностей 1 и 1' не более 0,05), так и качеству поверхности (Ra1,6 для поверхностей 1, 2, 3, 1', 2', 3'). В то же время эти поверхности просты и достаточно протяженны. Это позволяет использовать их в качестве технологических баз на завершающей стадии обработки.
Рабочими поверхностями изделия являются внешние и внутренние плоские поверхности 1, 1', 2, 2' и внутренние цилиндрические поверхности 3, 3' .
Неуказанные предельные отклонения допусков: отверстий Н14, валов h14, остальные ± ![]() .
.
Материалом детали является – конструкционная легированная сталь 30ХГСА ГОСТ 4543-71. Сталь 30ХГСА используется при изготовлении различных улучшаемых деталей: валов, осей, зубчатых колес, фланцев, корпусов обшивки, лопаток компрессорных машин, работающих при температуре до 200° С, рычагов, толкателей, ответственных сварных конструкций, работающих при знакопеременных нагрузках, крепежных деталей, работающих при низких температурах.
Химический состав в % материала 30ХГСА
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0,28 – 0,34 | 0,9 – 1,2 | 0,8 – 1,1 | до 0,3 | до 0.025 | до 0.025 | 0,8 – 1,1 | до 0,3 |
Коэффициент обрабатываемости материала по отношению к Ст.45 составляет 0,85, что говорит о хорошей обрабатываемости резанием.
Рекомендуемые виды термообработки для стали 30ХГСА:
· Закалка 860-880 °С, масло. Отпуск 200-250 °С, воздух;
· Закалка 880 °С, масло Отпуск 540 °С, вода или масло;
В нашем случае применяется 2-й вариант. Данный вид термообработки используется для снятия внутренних напряжений и для обеспечения требуемого качества поверхностного слоя. Термообработка осуществляется после заготовительной операции, так как материал с такой твердостью хорошо обрабатывается режущим инструментом. Проведение же термообработки после чернового этапа приведёт к короблению детали и необходимости введения дополнительной операции по восстановлению баз. Также предварительную термическую обработку проводят для предотвращения перерезания волокон материала при использовании поковки в качестве заготовки.
Требуемое покрытие – оксидная плёнка для защиты от коррозии.
Термообработка проводится по технологии цеха №003.
Механические свойства в зависимости от термообработки
| Термообработка | sT, МПа | sв, МПа | d5, % | y, % | HRC э |
| Закалка 860-880 °С, масло. Отпуск 200-250 °С, воздух. | 1270 | 1470 | 7 | 40 | 43-51 |
| Закалка 880 °С, масло Отпуск 540 °С, вода или масло. | 830 | 1080 | 10 | 45 | 36-41 |
1.2. Постановка задачи на проектирование
Исходя из своего служебного назначения, кронштейн должен представлять собой изделие высокой надежности. Наиболее уязвимым его звеном, с точки зрения прочности и долговечности работы, является система поворота передней опоры шасси.
С целью обеспечения повышенной надежности работы, организации высокопроизводительного процесса обработки наиболее ответственных деталей кронштейна необходимо решить следующие задачи:
1. на основе критического анализа существующего технологического
процесса разработать более эффективный процесс изготовления
вышеназванных деталей;
2. предусмотреть возможность широкого использования
высокопроизводительного оборудования, режущего инструмента и
технологической оснастки;
3. разработать проект механического цеха по изготовлению деталей
кронштейнов;
4. наметить мероприятия по охране окружающей среды и безопасности
жизнедеятельности работников цеха;
5. определить технико-экономические показатели работы цеха.
1.3. Анализ технологичности конструкции детали. Разработка технологического чертежа
Деталь «Кронштейн» удовлетворяет следующим требованиям технологичности:
• возможность использования рациональных заготовок,
• достаточная жесткость детали,
• возможность применения унифицированных инструментов при обработке детали,
• большинство поверхностей детали доступны для обработки и контроля (инструментальная доступность),
• базовые поверхности обеспечивают простоту и надежность закрепления детали в приспособлении.
Удовлетворение вышеперечисленным требованиям увеличивает технологичность детали.
К факторам, снижающим технологичность детали, относятся:
• наличие сложнопрофильных поверхностей, которые усложняют процесс обработки и затрудняют их контроль,
• отверстия под углом к поверхности.
В целом деталь можно считать технологичной.
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
0 комментариев