Разработка технологического процесса
Выбор и обоснование типа производства
Назначение и обоснование технологических баз, схем базирования и установки заготовки
Формирование структуры вариантов технологического процесса (альтернативный вариант)
Выбор оптимального технологического процесса на основе технико-экономического анализа вариантов
Выбор оборудования и средств технологического оснащения
Выбор и расчет припусков и операционных размеров
Расчет норм времени и определение разряда работ
СИЛОВОЙ РАСЧЕТ ПРИСПОСОБЛЕНИЯ
МЕРОПРИЯТИЯ ПО ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ В ЦЕХЕ
Исходные технико-экономические данные
Обоснование номенклатуры проектируемого цеха
Расчёт количества рабочих – операторов на участке
Определение потребности в основных материалах
Планирование фонда заработной платы
Технологические расчеты цеха и его технико-экономических
Расчет количества основных рабочих в цехе
Расчёт количества вспомогательных рабочих
Охрана труда, окружающей среды, противопожарные мероприятия и гражданская оборона
Навигация
Технологические расчеты цеха и его технико-экономических
Изготовление детали "кронштейн"
86401
знак
15
таблиц
8
изображений
7. Технологические расчеты цеха и его технико-экономических
показателей
В данной работе объем выпуска деталей в производство в год, 13751 шт.
Годовая трудоемкость изготовления деталей на участке или в цеху определяется исходя из потребности деталей (программы) и штучного времени на изготовление (ремонт) детали или изделия по формуле:
![]()
где ∑tшт. – суммарное штучное время изготовления, мин.;
Nзап. – объем запуска деталей в производства, который определяется по формуле: Nзап. = Nвып. ∙ Кп
Nзап. = 13751 ∙ 1,02 = 14026 шт
Кп – коэффициент потерь на брак и подналадку станка (~ 2…3%).
После определения трудоемкости изготовления деталей необходимо определить действительный годовой фонд работы оборудования и действительный годовой фонд рабочих.
Фд.ст. = Фн ∙ Кр., ч.
где Фн – номинальный годовой фонд работы равный:
Фн = (243 ∙ 8 +8 ∙ 7) = 2000 ч.
243 – число дней в году.
8 – число предпраздничных дней в году.
Эти данные могут быть изменены по решению правительства.
Кр – коэффициент простоев станка на ремонте (3%).
Тогда действительный годовой фонд работы оборудования будет:
Фд.ст. = 2000 ∙ 0,97 = 1940 ч.
Фонд действительный годовой рабочего будет равен:
Фд.р. = Фн ∙ Кп, ч
Фд.р. = 2000 ∙ 0,92 + 1840 ч.
где 0,92 – коэффициент потерь времени рабочего (8%).
7.1 РАСЧЁТ НЕОБХОДИМОГО КОЛИЧЕСТВА ОБОРУДОВАНИЯ
Расчёт производится по формуле :
Ср = ![]() ,шт.
,шт.
где Тг – трудоёмкость изготовления деталей по программе, ч.
m – число смен работы оборудования.
Ср = ![]() =
= ![]() =3,1 (Фрезерная ЧПУ HERMLE C20 )
=3,1 (Фрезерная ЧПУ HERMLE C20 )
Спр = 3 станков.
Ср =![]() =
= ![]() = 2,78 (Фрезерная ЧПУ HERMLE C40)
= 2,78 (Фрезерная ЧПУ HERMLE C40)
Спр = 3 станков.
Ср = ![]() =
= ![]() = 5,73 (Плоскошлифовальная 3Б722)
= 5,73 (Плоскошлифовальная 3Б722)
Спр = 6 станков.
Ср = ![]() =
= ![]() = 7,07 (Токарно-винтарезная CU-500)
= 7,07 (Токарно-винтарезная CU-500)
Спр =7 станков.
Ср = ![]() =
= ![]() = 5,15 (Круглошлифовальная SvaGL)
= 5,15 (Круглошлифовальная SvaGL)
Спр =5 станков.
Расчёт оборудования производится для каждой операции технологического процесса. Расчётное число оборудования округляется до целого и определяется коэффициент загрузки для каждой операции по формуле:
Кз = ![]() ;
;
Кз = ![]() =
= ![]() = 1,03 (Фрезерная ЧПУ HERMLE C20)
= 1,03 (Фрезерная ЧПУ HERMLE C20)
Кз = ![]() =
= ![]() = 0,93 (Фрезерная ЧПУ HERMLE C40)
= 0,93 (Фрезерная ЧПУ HERMLE C40)
Кз = ![]() =
= ![]() = 0,96 (Плоскошлифовальная3Б722)
= 0,96 (Плоскошлифовальная3Б722)
Кз = ![]() =
= ![]() = 1,01 (Токарно-винтарезная CU-500)
= 1,01 (Токарно-винтарезная CU-500)
Кз = ![]() =
= ![]() = 1,03 (Круглошлифовальная SvaGL)
= 1,03 (Круглошлифовальная SvaGL)
Средний коэффициент загрузки оборудования определяется по формуле:
Кз.ср. =  =
= ![]() = 0,99
= 0,99
Кмн = 1,2
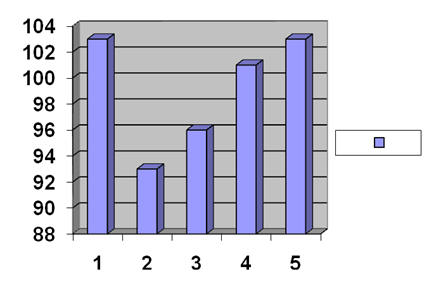
По полученным данным строится график загрузки оборудования.
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
0 комментариев