Технологічний розділ
Розрахунок припусків на обробку
Розробка технологічного процесу
Технічне нормування технологічного процесу
Організаційний розділ
Конструкторський розділ
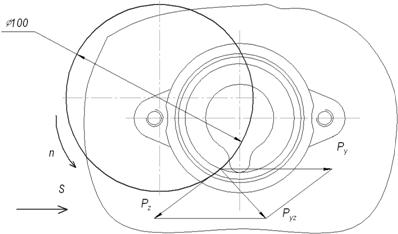
Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання
Визначення фактичної сили затискання заготовки в пристрої
Технічні вимоги на виготовлення конструкції пристрою
Навигация
Технологічний розділ
Розробка технологічного процесу виготовлення деталі - "Корпус"
107086
знаков
15
таблиц
8
изображений
2. Технологічний розділ
2.1 Аналіз технологічності деталі
Деталь виготовляється з сірого чавуну литтям, тому конфігурація зовнішнього контуру і внутрішніх поверхонь не викликає значних труднощів при отриманні заготовки. Однак виливка потребує застосування стержневої формовки для утворення внутрішніх порожнин (для формування внутрішніх отворів застосовується збірні стержні).
Багато поверхонь деталі необроблювані, тобто отримуються литтям.
До внутрішніх оброблюваних поверхонь ø 85Н7 та ø 95Н7, окрім точності обробки самих отворів, ставиться жорсткий доступ щодо їх співвісності. Такі вимоги можуть бути забезпечені обробкою поверхонь з однієї установки. Форма і розташування отворів зручні для обробки з одного боку виливки.
До плоских поверхонь висуваються вимоги щодо їх паралельності, це забезпечується при взаємному їх базуванні. Конструкція деталі допускає обробку площин на прохід, такій обробці нічого не заважає.
Передбачена обробка ряду глухих отворів, що використовуватимуться як кріпильні, тому наскрізними отворами їх замінити не можна.
Дещо складною є обробка отворів, розташованих на зовнішній циліндричні поверхні. Отвори розташовані під різними кутами до площини входу-виходу. Тому така обробка вимагає спеціального поворотного пристрою.
В цілому деталь є досить технологічною, допускає застосування високопродуктивних режимів обробки, оскільки:
- до оброблюваних поверхонь є вільний доступ інструмента;
- жорсткість деталі є достатньою і не обмежує режимів різання;
- базові поверхні мають велику протяжність;
- відсутні оброблювані площини, що розташовані під тупими або гострими кутами;
- в конструкції відсутні внутрішні різьби великого діаметру.
2.2 Вибір виду і форми заготовки
Спосіб лиття для деталі не заданий. Оскільки деталь містить необроблювані поверхні, то за рекомендаціями [п.3, 10] вибір способу лиття проводимо за чотирма ознаками: - точність розмірів і висота шорсткості таких поверхонь, а також матеріал і тип виробництва (середньосерійний) - (табл. 2.2.1.). Спосіб вважається обраним, якщо значення усіх чотирьох ознак в таблиці, характерних для цього способу, відповідають значенням цих ознак, наведеним у кресленні деталі.
Таблиця 2.2.1. Алгоритм вибору основних способів лиття
| Спосіб лиття | Умови вибору основних способів лиття | ||||||
| Економічно рекомендована товщина стінки, мм | Найменший діаметр отвору, що проливається, мм | Найменший радіус скруглення, мм | Точність розмірів, в квалітетах | Висота шорсткості по Ra, мкм | Матеріал заготовки | Тип виробництва заготовок | |
| Під тиском | 2…4 | 1 | 0,5 | 10…14 | 2,5…0,32 | Кольорові сплави | с/с, б/с, масовий |
| В кокіль | 5…12 | 5 | 3 | 12…16 | 20…2,5 | Кольорові сплави, чавун | с/с, б/с, масовий |
| По виплавлюваним моделям | 2…7 | 3 | 5 | 12…14 | 10…1,25 | Сталь, кольорові сплави | д/с, с/с, б/с, масовий |
| В оболонкові форми | 4…9 | 6 | 5 | 11…14 | 20…2,5 | Кольорові сплави, сталь, чавун | с/с, б/с |
| В піщані форми | 5…15 | 8 | 5 | 14…17 | 80…10 | Будь-який | одиничний, д/с, с/с |
| Відцентрове | 5…20 | - | - | 12…16 | 40…5 | Чавун, сталь, бронза | с/с, б/с, масовий |
За наведеними чотирма основними ознаками для деталі за заданим кресленням відповідає лиття у піщано-глинисті форми. Такий же спосіб рекомендовано згідно [табл.4.2., 11].
Згідно [п.14, 10] оцінимо вибраний спосіб лиття за запропонованими економічними оціночними показниками.
Таблиця 2.2.2. Показники порівняння основних способів лиття (чим менше число, тим кращий показник: 1 - найкращий; 5 – найгірший)
| Спосіб лиття | Продук-тивність | Вихід годного (якість лиття) | Вартість оснастки | Тривалість засвоєння технології лиття | Ріст економічності із ростом серійності | Сума балів |
| Під тиском | 1 | 1 | 5 | 5 | 1 | 13 |
| В кокіль | 2 | 5 | 4 | 2 | 2 | 15 |
| По виплавлюваним моделям | 5 | 2 | 2 | 3 | 5 | 17 |
| В оболонкові форми | 3 | 4 | 3 | 4 | 4 | 18 |
| В піщані форми | 4 | 3 | 1 | 1 | 3 | 12 |
За показниками табл. 2.2.2. обраний спосіб лиття є найбільш економічно вигідним.

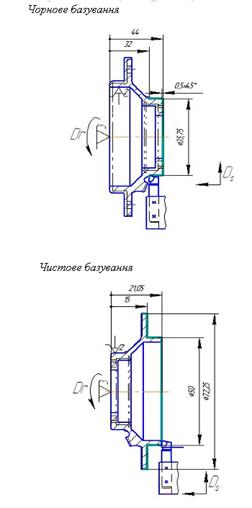
Зобразимо форму майбутньої заготовки, встановимо розміри, що визначають її. Серед них виділимо виконавчі розміри (ті, за якими ведеться розрахунок припусків) і позначимо їх великими буквами латинського алфавіту (A, B, C …).
Решта розмірів не мають відношення до оброблюваних поверхонь. За ними не ведеться розрахунок припусків (розміри для довідок, розміри необроблюваних поверхонь, кутові розміри...).
Розрахунок виливки для заданої деталі будемо проводити згідно [3].
Таблиця 2.3.1. Параметри відливки згідно ГОСТ 26645-85
| Спосіб лиття | в піщано-глинисті форми | |||||||||||
| Клас розмірної точності виливок | 9 | |||||||||||
| Степінь точності поверхні виливок | 15 | |||||||||||
| Ряд припусків на механічну обробку | 8 | |||||||||||
| Степінь жолоблення елементів виливок | 7 | |||||||||||
| Допуск нерівностей поверхні виливки, мм | 1,2 | |||||||||||
| Допуск форми і розташування поверхонь виливки, мм (Тфрп. отл. ) | 1,6 | |||||||||||
| Допуск маси виливки = 12%Gотл., кг | 0,052 | |||||||||||
| Мінімальний ливарний припуск на сторону, мм | 1 | |||||||||||
| Клас точності маси | 10 | |||||||||||
| Виконавчий розмір | Допуск розміру деталі, мм (Тр.д.) | Допуск розміру виливки, мм (Тр.отл.) | Допуск форми і розташування поверхонь деталі, мм Тфрп. д. = 0,25Тр.д. | Вид обробки за співвідношенням Тр.д./Тр.отл. | Вид обробки за співвідношенням Тфрп. д/ Тфрп. отл. | Результуючий вид обробки | Загальний допуск, мм Тобщ. | Припуск на сторону, мм (Прст.) | Середній розмір деталі, мм | Кінцевий розмір виливки, мм | ||
| A | Ø 95H7 (+0,035) | 0,035 | 2,2 | 0,00875 | Тонка | Тонка | Тонка | 3,2 | 3,1 | 95,0175 | 88,82 | |
| B | Ø 85H7 (+0,035) | 0,035 | 2,2 | 0,00875 | Тонка | Тонка | Тонка | 3,2 | 3,1 | 85,0175 | 78,82 | |
| C | 130 IT14/2 ± 0,500 | 1,0 | 2,4 | 0,25 | Напівчистова | Чистова | Чистова | 3,2 | 3,0 | 130 | 136 | |
Похожие работы
... де l – довжина обробки, мм l1 – врізання фрези, мм 4. Проектування спеціального пристрою Конструювання пристосування тісно пов'язане з розробкою технологічного процесу виготовлення даної деталі. У завдання технолога входять: вибір заготовки й технологічних баз; установлення маршруту обробки; уточнення змісту технологічних операцій з розробкою ескізів обробки, що дає уявлення про установку ...
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... гнучких виробничих систем, автоматичних ліній. На цих видах обладнання потрібні параметри якості повинні забезпечуватися за мінімальної участі оператора. ЗАГАЛЬНИЙ РОЗДІЛ 2.1. Короткі відомості про деталь. Технічні вимоги на виготовлення деталі. Деталь «Корпус компресора» входить в у складальну одиницю «Компресор ЕКВО-04». Заводське позначення деталі 37.01.00.23-107. Деталь відноситься до ...
0 комментариев