Технологічний розділ
Розрахунок припусків на обробку
Розробка технологічного процесу
Технічне нормування технологічного процесу
Організаційний розділ
Конструкторський розділ
Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання
Визначення фактичної сили затискання заготовки в пристрої
Технічні вимоги на виготовлення конструкції пристрою
Навигация
Визначення фактичної сили затискання заготовки в пристрої
Розробка технологічного процесу виготовлення деталі - "Корпус"
107086
знаков
15
таблиц
8
изображений
4.5 Визначення фактичної сили затискання заготовки в пристрої
Згідно [§ ІІІ.2., с.44, 2] в залежності від необхідної сили затискання, визначеної в п. 4.5., і допустимого напруження гвинта на розтяг, знаходимо номінальний зовнішній діаметр різьби гвинта:
 , де
, де
![]() МПа - допустиме напруження на розтяг матеріалу гвинта при змінному навантаженні згідно [§ ІІІ.2., с.44, 2].
МПа - допустиме напруження на розтяг матеріалу гвинта при змінному навантаженні згідно [§ ІІІ.2., с.44, 2].
Отже, номінальний діаметр гвинта:
![]() (мм)
(мм)
Приймаємо за номінальний діаметр гвинта найближчий більший із стандартного ряду:
![]() мм
мм
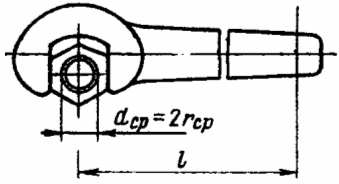
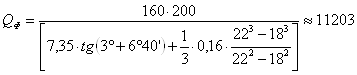
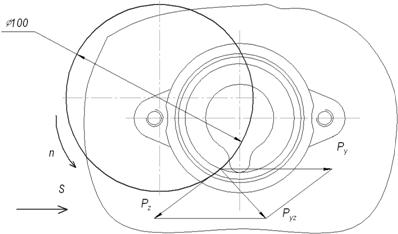
Згідно [§ ІІІ.2., с.43, 2] фактична сила затискання при прикладеній силі Р на ключі різьбового зажиму з гайкою (рис.) обчислюється за формулою:
Р ≈ 160 Н - сила на ключі різьбового зажиму, що прикладається робітником;
l ≈ 14d - відстань від осі гвинта до точки прикладення сили Р, мм; l ≈ 14∙16 ≈ 224 мм;
Приймемо l = 200 мм;
![]() мм - номінальний зовнішній діаметр різьби;
мм - номінальний зовнішній діаметр різьби;
![]() - середній радіус різьби гвинта, мм;
- середній радіус різьби гвинта, мм;
![]() мм; де
мм; де
![]() мм - середній діаметр різьби гвинта за СТ СЭВ 181-75.
мм - середній діаметр різьби гвинта за СТ СЭВ 181-75.
![]() - кут підйому витка різьби;
- кут підйому витка різьби;
![]() - приведений кут тертя в різьбовій парі;
- приведений кут тертя в різьбовій парі;
![]() - коефіцієнт тертя при плоскому контакті двох спряжених деталей (на нижньому торці гайки або гвинта);
- коефіцієнт тертя при плоскому контакті двох спряжених деталей (на нижньому торці гайки або гвинта);
![]() мм - зовнішній діаметр опорного торця гайки;
мм - зовнішній діаметр опорного торця гайки;
![]() мм - внутрішній діаметр опорного торця гайки;
мм - внутрішній діаметр опорного торця гайки;
Фактична сила затискання:
 (Н)
(Н)
Отже, фактична сила затискання достатня для забезпечення надійного затиску заготовки.
4.6 Опис принципу роботи спроектованого пристрою
Розроблене пристосування доцільно використовувати в машинобудуванні в дрібносерійному та одиничному виробництві при обробці заданої деталі типу "Корпус" та подібних їй деталей.
Дане пристосування є одномісним. Воно є досить простим за конструкцією і водночас здатне забезпечити досить значну силу затискання, яка втримує заготовку від провертання під час обробки. Пристосування підвищує продуктивність праці, так як зменшується норма часу на операцію у вигляді допоміжного часу на встановлення деталі, підвищує безпеку свердлувальника на робочому місці та, найголовніше, забезпечує необхідну точність механічної обробки.
Верстатне пристосування для свердління отворів працює наступним чином:
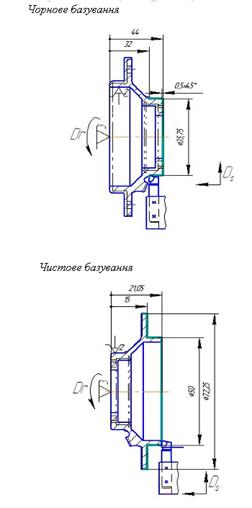
Деталь базується на спеціальний ступінчастий установочний палець 1, що закріплюється на базовій плиті 2 пристрою чотирма гвинтами М8 (5). Діаметр меншої ступіні оброблений точно - ø85f7. З його допомогою забезпечується посадка заготовки діаметром ø85Н7 з гарантованим зазором, і вона, базуючись на короткий палець, позбавляється двох ступенів вільності. До обробки діаметру ø135 другої, більшої ступіні установочного пальця 1 високі вимоги щодо точності не висуваються. В цьому випадку точно обробленою є його плоска поверхня, оскільки на неї встановлюється заготовка своєю обробленою площиною. Разом з опорною пластиною 8 плоска поверхня установочного пальця 1 позбавляє заготовку ще трьох ступенів вільності. Опорна пластина кріпиться до базової плити 2 за допомогою двох гвинтів 6 діаметром М10. Останнього ступеня вільності заготовка позбавляється, спираючись на гладкий циліндричний упор 3, який кріпиться до базової плити 2 гвинтом 5 - М8. Палець 1 має різьбовий отвір, в який після встановлення на плиту заготовки, загвинчується гвинт 4, що забезпечує необхідну силу затискання. Після цього на торець деталі встановлюємо спеціальну швидкозмінну шайбу 4, в якій є відповідні пази для вільного доступу інструмента при обробці отворів М8 на даній операції.
Сам пристрій кріпиться на столі верстату чотирма болтами М12.
Похожие работы
... де l – довжина обробки, мм l1 – врізання фрези, мм 4. Проектування спеціального пристрою Конструювання пристосування тісно пов'язане з розробкою технологічного процесу виготовлення даної деталі. У завдання технолога входять: вибір заготовки й технологічних баз; установлення маршруту обробки; уточнення змісту технологічних операцій з розробкою ескізів обробки, що дає уявлення про установку ...
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... гнучких виробничих систем, автоматичних ліній. На цих видах обладнання потрібні параметри якості повинні забезпечуватися за мінімальної участі оператора. ЗАГАЛЬНИЙ РОЗДІЛ 2.1. Короткі відомості про деталь. Технічні вимоги на виготовлення деталі. Деталь «Корпус компресора» входить в у складальну одиницю «Компресор ЕКВО-04». Заводське позначення деталі 37.01.00.23-107. Деталь відноситься до ...
0 комментариев