Технологічний розділ
Розрахунок припусків на обробку
Розробка технологічного процесу
Технічне нормування технологічного процесу
Організаційний розділ
Конструкторський розділ
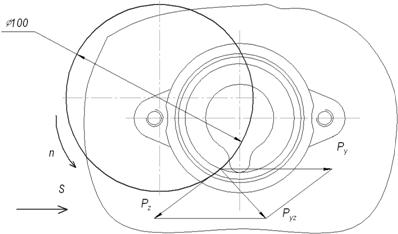
Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання
Визначення фактичної сили затискання заготовки в пристрої
Технічні вимоги на виготовлення конструкції пристрою
Навигация
Розробка технологічного процесу
Розробка технологічного процесу виготовлення деталі - "Корпус"
107086
знаков
15
таблиц
8
изображений
2.4 Розробка технологічного процесу
Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту.
2.5 Вибір металорізального обладнання
Вихідними даними для вибору металорізального устаткування є:
- метод обробки відповідних поверхонь або їх поєднання;
- точність та шорсткість поверхонь;
- припуски на обробку;
- обсяг і тип виробництва.
На основі цих даних вибираємо верстати для технологічного процесу, що проектується, згідно з рекомендаціями [с. 50, 6], їх характеристики наведемо нижче в табл. 2.5.1.
Таблиця 2.5.1. Технічні характеристики металорізального обладнання
| № опер. | Назва операції | Обладнання | Характеристики верстату | |
| 010, 020 | фрезерна | вертикально-фрезерний верстат 6Н13П | - робоча поверхня столу, мм: | 400 × 1600 |
| - число швидкостей шпинделя: | 18 | |||
| - межі частот обертання шпинделя, об/хв; | 30 – 1500 | |||
| - число подач столу: | 18 | |||
| - межі подач столу, мм/хв: | 7,8 - 1180 | |||
| - потужність приводу головного руху, кВт | 10 | |||
| - габарити, мм: | 2475×2170×2250 | |||
| - маса, кг: | 4250 | |||
| 15, 25 | фрезерно- розточна | вертикально-фрезерний верстат з ЧПК 6Р13Ф3 | - робоча поверхня столу, мм: | 400 × 1600 |
| - число швидкостей шпинделя: | 18 | |||
| - межі частот обертання шпинделя, об/хв; | 40 – 2000 | |||
| - регулювання подач: | безступінчасте | |||
| - межі подач столу, мм/хв: | 3 – 4800 | |||
| - швидкість прискореного руху роб. органів, мм/хв: | 4800 | |||
| - потужність приводу головного руху, кВт | 7,5 | |||
| - габарити, мм: | 2595×3200×2965 | |||
| - маса, кг: | 4450 | |||
| 30, 35 | свердлувальна | вертикально-свердлильний верстат з ЧПК 2Р135Ф2 | - робоча поверхня столу, мм: | 400 × 710 |
| - найбільший діаметр обробки, мм | 35 | |||
| - число швидкостей шпинделя: | 12 | |||
| - межі частот обертання шпинделя, об/хв; | 31,5 – 1400 | |||
| - межі подач, мм/хв: | 10 – 500 | |||
| - число подач: | 18 | |||
| - швидкість прискореного ходу столу, мм/хв: | 4000 | |||
| - потужність приводу головного руху, кВт | 4 | |||
| - габарити, мм: | 2500×1800×2700 | |||
| - маса, кг: | 4700 | |||
| 40 | свердлувальна | радіально-свердлильний верстат 2Н55 | - найбільший діаметр обробки, мм | 50 |
| - число швидкостей шпинделя: | 21 | |||
| - межі частот обертання шпинделя, об/хв; | 20 – 2000 | |||
| - межі подач, мм/об: | 0,056 – 2,5 | |||
| - число подач: | 12 | |||
| - потужність приводу головного руху, кВт | 4,5 | |||
| - габарити, мм: | 2625×968×3265 | |||
| - маса, кг: | 4100 | |||
2.6 Розрахунок режимів різання
Операція 010: чорнове фрезерування поверхні шириною 220 мм та довжиною 318 мм
Вихідні дані:
матеріал: СЧ20, HB 230, ![]() МПа;
МПа;
шорсткість поверхні після обробки : Rz = 40 мкм;
обробка без охолодження згідно [табл. 39, с. 288, 13]
верстат: 6Н13П;
потужність двигуна головного руху – 10 кВт;
діапазон частоти обертання шпинделя – 31,5...1500 об/хв;
регулювання – ступінчасте.
інструмент: [табл. 94, с. 187, 13]
фреза торцева ø 250 , матеріал твердосплавних пластин – ВК6, кількість зубів z =24, ширина B = 47 мм (ГОСТ 9473-80), головний кут в плані φ = 60º.
Глибина різання:
Призначаємо глибину різання рівною припуску на обробку (згідно розрахованих раніше значень):
t = 1,8 мм
Подача:
Приймаємо подачу на зуб фрези sz в межах 0,14...0,24 мм/зуб за [табл. 33, с. 283, 13] в залежності від потужності верстата (5-10 кВт), оброблюваного та оброблюючого матеріалів.
Враховуючи примітку до [табл. 33, с. 283, 13], оскільки ширина фрезерування більша 30 мм, зменшуємо табличне значення подачі на 30%:
sz = 0,098...0,168 мм/зуб
Приймемо подачу sz ≈ 0,1 мм/зуб
Подача на оберт складе:
![]() (мм/об)
(мм/об)
Швидкість різання (колова швидкість фрези):
![]()
В цій формулі:
D = 250 мм – діаметр фрези;
B = 47 мм – ширина фрези
z = 24 – кількість зубів інструменту
Значення коефіцієнта СV та показників степеню в цій формулі визначаємо за [табл. 39, с. 288, 13] в залежності від типу фрези, виду операції, матеріалу ріжучої частини:
СV= 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32
Т = 240 хв – період стійкості фрези за [табл. 40, с. 290, 13].
Загальний поправочний коефіцієнт на швидкість різання:
![]()
В цій формулі:
За [табл. 1, с. 261, 13] поправочний коефіцієнт, що враховує вплив фізико-механічних властивостей оброблюваного матеріалу на швидкість різання для сірого чавуну:
![]() ,
,
де ![]() - показник степені, що визначається за [табл. 2, с. 262, 13]
- показник степені, що визначається за [табл. 2, с. 262, 13]
Поправочний коефіцієнт, що враховує вплив стану поверхні заготовки на швидкість різання за [табл. 5, с. 263, 13]: ![]() ;
;
Поправочний коефіцієнт, що враховує вплив інструментального матеріалу на швидкість різання за [табл. 6, с. 263, 13]: ![]()
Отже, розрахункова швидкість різання:
![]() (м/хв)
(м/хв)
Розрахункова частота обертання ріжучого інструменту:
![]() (об/хв)
(об/хв)
Розрахункова хвилинна подача:
![]() (мм/хв)
(мм/хв)
Узгодимо за паспортними даними верстата отримані результати і остаточно приймемо:
Фактична частота обертання:
![]() (об/хв)
(об/хв)
Фактична хвилинна подача:
![]() (мм/хв)
(мм/хв)
Уточнимо значення швидкості та подачі на зуб:
![]() (м/хв)
(м/хв)
![]() (мм/зуб)
(мм/зуб)
Сила різання:
Головна складова сили різання (при фрезеруванні - колова сила):
![]()
Значення коефіцієнта Ср та показників степеню в цій формулі визначаємо за [табл. 41, с. 291, 13] в залежності від типу фрези, оброблюваного і оброблюючого матеріалів:
Ср = 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0.
Поправочний коефіцієнт на якість оброблюваного матеріалу знаходимо в [табл. 9, с. 264, 13]:
![]()
Отже, колова сила:
![]() (Н)
(Н)
Величини решти складових сили різання визначаємо із їх співвідношення з головною складовою – коловою силою за [табл. 42, с. 292, 13]:
Горизонтальна сила (сила подачі):
![]() (Н)
(Н)
Вертикальна сила:
![]() (Н)
(Н)
Радіальна сила:
![]() (Н)
(Н)
Осьова сила:
![]() (Н)
(Н)
Крутний момент на шпинделі:
![]() (Н∙м)
(Н∙м)
Ефективна потужність різання:
![]() (кВт)
(кВт)
Основний технологічний час підраховується за формулою згідно [п. ІІ , с. 190, 9]:
![]() (хв), тут
(хв), тут
L – довжина шляху, що проходить інструмент в напрямку подачі;
l – довжина оброблюваної поверхні (за кресленням) = 318 мм;
l1– величина на врізання і перебіг інструменту, що визначається за [дод. 4, арк. 6, с. 378, 9] в залежності від типу фрези (торцьова), схеми її установки (симетрична) й ширини фрезерування (за кресленням = 220 мм);
sхв– хвилинна подача фрези, визначена раніше;
і– число проходів.
Операція 015: Фрезерно-розточувальна (чорнова)
Вихідні дані:
матеріал: СЧ20, HB 230, ![]() МПа;
МПа;
шорсткість поверхні після обробки : Rz = 40 мкм;
обробка без охолодження згідно [табл. 39, с. 288, 13]
верстат: 6Р13Ф3;
потужність двигуна головного руху – 7,5 кВт;
діапазон частоти обертання шпинделя – 40...2000 об/хв;
діапазон подач за координатами X, Y, Z – 3...4800 мм/хв;
число ступеней регулювання частоти обертання – 18
ФРЕЗРУВАННЯ
Розрахунок режимів різання проводимо аналогічно операції 010.
інструмент: [табл. 94, с. 187, 13]
фреза торцева ø 160 , матеріал твердосплавних пластин – ВК6, кількість зубів z =16, ширина B = 46 мм (ГОСТ 9473-80)
Глибина різання:
Рівна припуску на обробку: t = 1,8 мм
Подача:
За [табл. 33, с. 283, 13] з урахуванням поправки на ширину фрезерування:
sz ≈ 0,1 мм/зуб
Подача на оберт складе:
![]() (мм/об)
(мм/об)
Швидкість різання:
![]() , де
, де
D = 160 мм – діаметр фрези;
B = 46 мм – ширина фрези
z = 16 – кількість зубів інструменту
Значення коефіцієнта СV та показників степеню в цій формулі визначаємо за [табл. 39, с. 288, 13]:
СV= 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32
Т = 190 хв – період стійкості фрези за [табл. 40, с. 290, 13].
Загальний поправочний коефіцієнт на швидкість різання:
![]()
В цій формулі:
За [табл. 1, с. 261, 13]: ![]() ,
,
За[табл. 5, с. 263, 13]: ![]() ;
;
З [табл. 6, с. 263, 13]: ![]() .
.
Отже, розрахункова швидкість різання:
![]() (м/хв)
(м/хв)
Розрахункова частота обертання ріжучого інструменту:
![]() (об/хв)
(об/хв)
Хвилинна подача:
![]() (мм/хв)
(мм/хв)
Узгодимо за паспортними даними верстата і остаточно приймемо фактичну частоту обертання:
![]() (об/хв)
(об/хв)
Тоді фактична хвилинна подача:
![]() (мм/хв)
(мм/хв)
Уточнимо значення швидкості різання:
![]() (м/хв)
(м/хв)
Сила різання:
Головна складова сили різання:
![]()
Значення коефіцієнта Ср та показників степеню в цій формулі визначаємо за [табл. 41, с. 291, 13]:
Ср = 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0.
Поправочний коефіцієнт на якість оброблюваного матеріалу знаходимо в [табл. 9, с. 264, 13]:
![]()
Отже, колова сила:
![]() (Н)
(Н)
За [табл. 42, с. 292, 13]:
Горизонтальна сила (сила подачі):
![]() (Н)
(Н)
Вертикальна сила:
![]() (Н)
(Н)
Радіальна сила:
![]() (Н)
(Н)
Осьова сила:
![]() (Н)
(Н)
Крутний момент на шпинделі:
![]() (Н∙м)
(Н∙м)
Ефективна потужність різання:
![]() (кВт)
(кВт)
Основний технологічний час згідно [п. ІІ , с. 190, 9] та [п. 2.2.6., с. 104, 4]:
![]() (хв)
(хв)
РОЗТОЧУВАННЯ
Вибір глибини різання:
Враховуючи раніше визначені припуски на обробку та рекомендації [карти 2.2., с.174, 4] визначаємо глибину різання для поверхонь 1 та 2:
- чистове розточування t3 = 0,4 мм
- напівчистове розточування t2 = 1,1 мм
- для чорнового розточування t1 = (6,2/2 -1,1 - 0,4) = 1,6 мм
Різальний інструмент:
Для обробки поверхонь 1 і 2 вибираємо розточувальні різці з пластинами з твердого сплаву за ГОСТ 9795-84 типу 4, виконання 1 (керуючись заводським техпроцесом), позначення різця - 2142-0444 (лівий, з кутом врізання 10º).
Геометричні параметри різця:
- переріз різця: h×b = 16×16 мм;
- довжина різця L = 63 мм;
- довжина пластина l = 12 мм;
- тип пластин за ГОСТ 25396-82 : 07;
- головний кут в плані: φ = 60º,
- допоміжний: φ1 = 35º.
Вибір матеріалу твердосплавних пластин проводимо відповідно до рекомендацій додатку [Д. 2.1., с.444, 4].
Для чорнової обробки деталі (СЧ20) приймається твердий сплав ВК6, Решту геометричних параметрів різця вибираємо за [Д. 2.7., с.450, 4] :
Для чорнової обробки:
- α = 6º - задній кут;
- γ = 8º - передній кут;
- f = 0,4 мм - ширина фаски різальної кромки;
- ρ = 0,02 мм - радіус округлення різальної кромки;
- rв = 0,8 мм - радіус вершини різця.
Нормативний період стійкості за [Д. 2.10., с.459, 4]: Т = 30 хв.
Вибір подач
Для чорнового розточування за [табл. 12, с.267, 13] при заданому перерізі різця та глибині різання рекомендується подача S = 0,2...0,3 мм/об.
Приймаємо подачу S = 0,22 мм/об.
Швидкості різання
Визначатимемо їх за формулами теорії різання, згідно [п. 3, с.265, 13]:
![]()
Значення коефіцієнтів в цій формулі знаходимо за [табл. 17, с.266, 13]:
![]()
Швидкісний коефіцієнт:
![]() ,
,
В цій формулі:
За [табл. 1, с. 261, 13]: ![]() ,
,
За [табл. 5, с. 263, 13]: ![]() ;
;
За [табл. 6, с. 263, 13]:![]() ;
;
Отже, загальний швидкісний коефіцієнт:
![]() ;
;
При внутрішній обробці (розточуванні) згідно рекомендацій за [табл. 17, с. 270, 13] на швидкість різання додатково водиться поправочний коефіцієнт 0,9:
Таким чином швидкість різання:
![]() (м/хв);
(м/хв);
Розрахункова частота обертання шпинделя визначається за наступною формулою: ![]() , розраховане значення уточнюємо за паспортом верстата:
, розраховане значення уточнюємо за паспортом верстата:
Поверхня 1 (ø95 Н7): ![]() (об/хв);
(об/хв); ![]() об/хв;
об/хв;
Поверхня 2 (ø85 Н7): ![]() (об/хв);
(об/хв); ![]() об/хв;
об/хв;
Уточнюємо значення швидкості різання:
![]()
Поверхня 1 (ø95 Н7): ![]() (м/хв)
(м/хв)
Поверхня 2 (ø85 Н7): ![]() (м/хв)
(м/хв)
Сила різання:
Величини тангенційної PZ, радіальної PYі осьової PX складових сили різання при розточуванні визначаються за формулою:
![]()
За [табл. 22, с. 274, 13] знаходимо коефіцієнти для визначення складових сили різання:
![]() ;
;
![]() ;
;
![]() .
.
Поправочний коефіцієнт на силу різання являє собою добуток наступних коефіцієнтів:
![]()
За [табл.9, с.264 і табл.23, с.275, 13] визначаються поправочні коефіцієнти для складових сили різання в залежності від:
- механічних властивостей матеріалу, що оброблюється –
![]() ;
;
Поправочні коефіцієнти що враховують вплив геометричних параметрів:
- головного кута в плані - КРφХ = 1,11; КРφУ =0,77; КРφZ = 0,94;
- переднього кута - КРγХ = КРγУ = КРγZ =1,0;
- кута нахилу різальної кромки - КРλХ = 0,8; КРλУ = 1,3; КРλZ = 1,0;
Тоді:
![]() ;
;
![]() ;
;
![]() .
.
Складові сили різання:
![]() (Н);
(Н);
![]() (Н);
(Н);
![]() (Н);
(Н);
Потужність різання розраховують за формулою:
![]() ,
,
Поверхня 1 (ø95 Н7): ![]() (кВт);
(кВт);
Поверхня 2 (ø85 Н7): ![]() (кВт);
(кВт);
Визначення основного часу:
Основний технологічний час на перехід, підраховується за формулою згідно [р. ІІ , с. 55, 92]:
![]() ,
,
Поверхня 1 (ø95 Н7): ![]() (хв);
(хв);
Поверхня 2 (ø85 Н7): ![]() (хв);
(хв);
Сумарний основний час на операції:
![]() (хв)
(хв)
Операція 020: напівчистове і чистове фрезерування поверхні шириною 220 мм та довжиною 318 мм
Вихідні дані:
матеріал: СЧ20, HB 230, ![]() МПа;
МПа;
шорсткість поверхні після обробки : Rа = 2,5 мкм;
обробка без охолодження згідно [табл. 39, с. 288, 13]
верстат: 6Н13П;
потужність двигуна головного руху – 10 кВт;
діапазон частоти обертання шпинделя – 31,5...1500 об/хв;
регулювання– ступінчасте.
інструмент: [табл. 94, с. 187, 13]
- фреза торцева ø 250 , матеріал твердосплавних пластин – ВК6, кількість зубів z =24, ширина B = 47 мм (ГОСТ 9473-80); - напівчистове обробка
- фреза торцева ø 250 , матеріал твердосплавних пластин - ВК3М, кількість зубів z = 24, ширина B = 47 мм (ГОСТ 9473-80); - чистова обробка
Глибина різання:
Призначаємо глибину різання рівною припуску на обробку:
t = 0,8 мм - для напівчистової;
t = 0,4 мм - для чистової;
Подача:
Для напівчистової обробки приймаємо подачу на зуб фрези sz за [табл. 33, с. 283, 13] з урахуванням поправки на ширину фрезерування:
sz ≈ 0,07 мм/зуб;
Подача на оберт складе: ![]() (мм/об)
(мм/об)
Для чистової обробки приймаємо подачу на оберт s за [табл. 37, с. 285, 13]:
s = 0,6 мм/об
Подача на зуб складе:
![]() (мм/зуб)
(мм/зуб)
Швидкість різання:
![]()
Значення коефіцієнта СV та показників степеню в цій формулі визначаємо за [табл. 39, с. 286, 13:
СV= 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32
Т = 240 хв – період стійкості фрези за [табл. 40, с. 290, 13].
Загальний поправочний коефіцієнт на швидкість різання:
![]() , де
, де
За [табл. 1, с. 261, 13]: ![]() ,
,
За [табл. 5, с. 263, 13]: ![]() ;
;
За [табл. 6, с. 263, 13]: ![]() .
.
Отже, розрахункова швидкість різання:
![]() (м/хв)
(м/хв)
- при напівчистовому фрезеруванні;
![]() (м/хв)
(м/хв)
- при чистовому фрезеруванні;
Розрахункова частота обертання ріжучого інструменту:
![]() (об/хв) - при напівчистовому фрезеруванні;
(об/хв) - при напівчистовому фрезеруванні;
![]() (об/хв) - при чистовому фрезеруванні;
(об/хв) - при чистовому фрезеруванні;
Розрахункова хвилинна подача:
![]() (мм/хв) - при напівчистовій обробці;
(мм/хв) - при напівчистовій обробці;
![]() (мм/хв) - при чистовій обробці;
(мм/хв) - при чистовій обробці;
Узгодимо за паспортними даними верстата, приймемо фактичну частоту обертання і хвилинну подачу:
![]() (об/хв);
(об/хв); ![]() (мм/хв) - при напівчистовій обробці;
(мм/хв) - при напівчистовій обробці;
![]() (об/хв);
(об/хв); ![]() (мм/хв) - при чистовій обробці;
(мм/хв) - при чистовій обробці;
Уточнимо значення швидкості та подачі на зуб:
![]() (м/хв) - при напівчистовій обробці;
(м/хв) - при напівчистовій обробці;
![]() (м/хв) - при чистовій обробці;
(м/хв) - при чистовій обробці;
![]() (мм/зуб) - при напівчистовій обробці;
(мм/зуб) - при напівчистовій обробці;
![]() (мм/зуб) - при чистовій обробці;
(мм/зуб) - при чистовій обробці;
Сила різання:
Головна складова сили різання:
![]()
Значення коефіцієнта Ср та показників степеню в цій формулі визначаємо за [табл. 41, с. 291, 13]:
Ср = 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0.
За [табл. 9, с. 264, 13]: ![]()
Отже, колова сила:
![]() (Н) - при напівчистовій обробці;
(Н) - при напівчистовій обробці;
![]() (Н) - при чистовій обробці;
(Н) - при чистовій обробці;
За [табл. 42, с. 292, 13]:
Горизонтальна сила (сила подачі):
![]() (Н) - при напівчистовій обробці;
(Н) - при напівчистовій обробці;
![]() (Н) - при чистовій обробці;
(Н) - при чистовій обробці;
Вертикальна сила:
![]() (Н) - при напівчистовій обробці;
(Н) - при напівчистовій обробці;
![]() (Н) - при чистовій обробці;
(Н) - при чистовій обробці;
Радіальна сила:
![]() (Н) - при напівчистовій обробці;
(Н) - при напівчистовій обробці;
![]() (Н) - при чистовій обробці;
(Н) - при чистовій обробці;
Осьова сила:
![]() (Н) - при напівчистовій обробці;
(Н) - при напівчистовій обробці;
![]() (Н) - при чистовій обробці;
(Н) - при чистовій обробці;
Крутний момент на шпинделі:
![]() (Н∙м) - при напівчистовій обробці;
(Н∙м) - при напівчистовій обробці;
![]() (Н∙м) - при чистовій обробці;
(Н∙м) - при чистовій обробці;
Ефективна потужність різання:
![]() (кВт) - при напівчистовій обробці;
(кВт) - при напівчистовій обробці;
![]() (кВт) - при чистовій обробці;
(кВт) - при чистовій обробці;
Основний технологічний час згідно [п. ІІ , с. 190, 9]:
![]() ,
,
![]() (хв) - для напівчистової обробки;
(хв) - для напівчистової обробки;
![]() (хв) - для чистової обробки;
(хв) - для чистової обробки;
Сумарний основний час на операції:
![]() (хв)
(хв)
Операція 025: Фрезерно-розточувальна (чистова і напівчистова)
Вихідні дані:
матеріал: СЧ20, HB 230, ![]() МПа;
МПа;
обробка без охолодження згідно [табл. 39, с. 288, 13]
верстат: 6Р13Ф3;
потужність двигуна головного руху – 7,5 кВт;
діапазон частоти обертання шпинделя – 40...2000 об/хв;
діапазон подач за координатами X, Y, Z – 3...4800 мм/хв;
число ступеней регулювання частоти обертання - 18
Розрахунок режимів різання проводимо аналогічно операції 015.
ФРЕЗЕРУВАННЯ
Інструмент: [табл. 94, с. 187, 13]
- фреза торцева ø 160 , матеріал твердосплавних пластин – ВК3М, кількість зубів z =16, ширина B = 46 мм (ГОСТ 9473-80); - для чистової обробки;
- фреза торцева ø 160 , матеріал твердосплавних пластин – ВК6, кількість зубів z =16, ширина B = 46 мм (ГОСТ 9473-80); - для напівчистової обробки;
Глибина різання:
Призначаємо глибину різання рівною припуску на обробку:
t = 0,4 мм - для чистової обробки;
t = 0,8 мм - для напівчистової обробки.
Подача:
Для напівчистової обробки приймаємо подачу на зуб фрези sz за [табл. 33, с. 283, 13], враховуючи поправку на ширину фрезерування:
sz ≈ 0,07 мм/зуб
Подача на оберт складе:
![]() (мм/об)
(мм/об)
Для чистового фрезерування приймаємо подачу на оберт фрези s за [табл. 37, с. 285, 13]:
s = 0,6 мм/об
Тоді подача на зуб:
![]() (мм/об)
(мм/об)
Швидкість різання:
![]()
Значення коефіцієнта СV та показників степеню в цій формулі визначаємо за [табл. 39, с. 286, 13]:
СV= 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32
Т = 190 хв – період стійкості фрези за [табл. 40, с. 290, 13].
Загальний поправочний коефіцієнт на швидкість різання:
![]()
Отже, розрахункова швидкість різання:
![]() (м/хв) - при напівчистовій обробці;
(м/хв) - при напівчистовій обробці;
![]() (м/хв) - - при чистовій обробці;
(м/хв) - - при чистовій обробці;
Розрахункова частота обертання ріжучого інструменту:
![]() (об/хв) - при напівчистовій обробці;
(об/хв) - при напівчистовій обробці;
![]() (об/хв) - при чистовій обробці;
(об/хв) - при чистовій обробці;
Узгодимо за паспортними даними верстата і остаточно приймемо фактичну частоту обертання:
![]() (об/хв) - при напівчистовій обробці;
(об/хв) - при напівчистовій обробці;
![]() (об/хв) - при чистовій обробці;
(об/хв) - при чистовій обробці;
Фактична хвилинна подача:
![]() (мм/хв) - при напівчистовій обробці;
(мм/хв) - при напівчистовій обробці;
![]() (мм/хв) - при чистовій обробці;
(мм/хв) - при чистовій обробці;
Уточнимо значення швидкості різання:
![]() (м/хв) - при напівчистовій обробці;
(м/хв) - при напівчистовій обробці;
![]() (м/хв) - при чистовій обробці;
(м/хв) - при чистовій обробці;
Сила різання: Головна складова (при фрезеруванні - колова сила):
![]()
Значення коефіцієнта Ср та показників степеню в цій формулі визначаємо за [табл. 41, с. 291, 13]:
Ср = 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0.
Поправочний коефіцієнт на якість оброблюваного матеріалу знаходимо в [табл. 9, с. 264, 13]:
![]()
Отже, колова сила:
![]() (Н) - при напівчистовій обробці;
(Н) - при напівчистовій обробці;
![]() (Н) - при чистовій обробці;
(Н) - при чистовій обробці;
Величини решти складових сили різання визначаємо за [табл. 42, с. 292, 13]:
Горизонтальна сила (сила подачі):
![]() (Н) - при напівчистовій обробці;
(Н) - при напівчистовій обробці;
![]() (Н) - при чистовій обробці;
(Н) - при чистовій обробці;
Вертикальна сила:
![]() (Н) - при напівчистовій обробці;
(Н) - при напівчистовій обробці;
![]() (Н) - при чистовій обробці;
(Н) - при чистовій обробці;
Радіальна сила:
![]() (Н) - при напівчистовій обробці;
(Н) - при напівчистовій обробці;
![]() (Н) - при чистовій обробці;
(Н) - при чистовій обробці;
Осьова сила:
![]() (Н) - при напівчистовій обробці;
(Н) - при напівчистовій обробці;
![]() (Н) - при чистовій обробці;
(Н) - при чистовій обробці;
Крутний момент на шпинделі:
![]() (Н∙м) - при напівчистовій обробці;
(Н∙м) - при напівчистовій обробці;
![]() (Н∙м) - при чистовій обробці;
(Н∙м) - при чистовій обробці;
Ефективна потужність різання:
![]() (кВт) - при напівчистовій обробці;
(кВт) - при напівчистовій обробці;
![]() (кВт) - при чистовій обробці;
(кВт) - при чистовій обробці;
Основний технологічний час на перехід згідно [п. ІІ , с. 190, 9] та [п. 2.2.6., с. 104, 4]:
![]() , де
, де
![]() (хв) - при напівчистовій обробці
(хв) - при напівчистовій обробці
![]() (хв) - при чистовій обробці
(хв) - при чистовій обробці
РОЗТОЧУВАННЯ
Глибина різання:
Враховуючи раніше визначені припуски на обробку та рекомендації [карти 2.2., с.174, 4] визначаємо глибину різання для поверхонь 1 та 2 складе:
- чистове розточування t3 = 0,4 мм
- напівчистове розточування t2 = 1,1 мм
Інструмент:
Для обробки поверхонь 1 і 2 вибираємо розточувальні різці з пластинами з твердого сплаву за ГОСТ 9795-84 типу 4, виконання 1, позначення різця - 2142-0444 (лівий, з кутом врізання 10º).
Геометричні параметри різця:
- переріз різця: h×b = 16×16 мм;
- довжина різця L = 63 мм;
- довжина пластина l = 12 мм;
- тип пластин за ГОСТ 25396-82 : 07;
- головний кут в плані: φ = 60º,
- допоміжний: φ1 = 35º.
Вибір матеріалу твердосплавних пластин проводимо відповідно до рекомендацій додатку [Д. 2.1., с.444, 4].
Для чорнової та напівчистової обробки деталі (СЧ20) приймається твердий сплав ВК6, Решту геометричних параметрів різця вибираємо за [Д. 2.7., с.450, 4] :
Для напівчистової обробки:
- α = 6º - задній кут;
- γ = 8º - передній кут;
- f = 0,4 мм - ширина фаски різальної кромки;
- ρ = 0,02 мм - радіус округлення різальної кромки;
- rв = 0,8 мм - радіус вершини різця.
Для чистової обробки (форма передньої поверхні - без фаски):
- α = 8º - задній кут;
- γ = 12º - передній кут;
- ρ = 0,02 мм - радіус округлення різальної кромки;
- rв = 0,6 мм - радіус вершини різця.
Нормативний період стійкості за [Д. 2.10., с.459, 4] - Т = 30 хв.
Вибір подач:
Для напівчистової обробки: за [табл. 12, с.267, 13] : S = 0,18 мм/об.
Для чистового розточування отворів за [табл. 19, с.271, 4]: s = 0,05 мм/об
Швидкості різання:
Визначатимемо їх за формулами теорії різання, згідно [п. 3, с.265, 13]:
![]()
Значення коефіцієнтів в цій формулі знаходимо за [табл. 17, с.266, 13]:
![]()
Швидкісний коефіцієнт: ![]() ,
,
- для чистової обробки: ![]() ;
;
- для напівчистової обробки: ![]() ;
;
При внутрішній обробці (розточуванні) згідно рекомендацій за [табл. 17, с. 270, 13] на швидкість різання додатково водиться поправочний коефіцієнт 0,9:
Таким чином, розрахункова швидкість різання:
- для напівчистового розточування:
![]() (м/хв);
(м/хв);
- для чистового розточування
![]() (м/хв);
(м/хв);
Частота обертання шпинделя визначається за наступною формулою: ![]() , розраховані значення уточнюємо за паспортом верстата:
, розраховані значення уточнюємо за паспортом верстата:
Поверхня 1 (ø95 Н7):
- для напівчистової обробки: ![]() (об/хв);
(об/хв); ![]() об/хв;
об/хв;
- для чистової обробки: ![]() (об/хв);
(об/хв); ![]() об/хв;
об/хв;
Поверхня 2 (ø85 Н7):
- для напівчистової обробки: ![]() (об/хв);
(об/хв); ![]() об/хв;
об/хв;
- для чистової обробки: ![]() (об/хв);
(об/хв); ![]() об/хв;
об/хв;
Уточнимо швидкість різання:
![]() :
:
Поверхня 1 (ø95 Н7):
для напівчистової обробки: ![]() (м/хв)
(м/хв)
- для чистової обробки: ![]() (м/хв)
(м/хв)
Поверхня 2 (ø85 Н7):
- для напівчистової обробки: ![]() (м/хв)
(м/хв)
- для чистової обробки: ![]() (м/хв)
(м/хв)
Сила різання
Величини тангенційної PZ, радіальної PYі осьової PX складових сили різання при розточуванні визначаються за формулою:
![]()
За [табл. 22, с. 274, 13] знаходимо коефіцієнти для визначення складових сили різання:
![]() ;
;
![]() ;
;
![]() .
.
Поправочний коефіцієнт на силу різання являє собою добуток наступних коефіцієнтів:
![]()
За [табл.9, с.264 і табл.23, с.275, 13] визначаються поправочні коефіцієнти для складових сили різання в залежності від:
- механічних властивостей матеріалу, що оброблюється –
![]() ;
;
Поправочні коефіцієнти що враховують вплив геометричних параметрів:
головного кута в плані - КРφХ = 1,11; КРφУ =0,77; КРφZ = 0,94;
- переднього кута - КРγХ = КРγУ = КРγZ =1,0;
- кута нахилу різальної кромки - КРλХ = 0,8; КРλУ = 1,3; КРλZ = 1,0;
Тоді:
![]() ;
;
![]() ;
;
![]() .
.
Складові сили різання:
- при напівчистовій обробці: ![]() (Н);
(Н);
![]() (Н);
(Н);
![]() (Н);
(Н);
- при чистовій обробці: ![]() (Н);
(Н);
![]() (Н);
(Н);
![]() (Н);
(Н);
Потужність різання: ![]() ,
,
Поверхня 1 (ø95 Н7):
- напівчистове розточування: ![]() (кВт);
(кВт);
- чистове розточування: ![]() (кВт);
(кВт);
Поверхня 2 (ø85 Н7):
- напівчистове розточування: ![]() (кВт);
(кВт);
- чистове розточування: ![]() (кВт);
(кВт);
Визначення основного часу:
Основний технологічний час на перехід за формулою згідно [р. ІІ , с. 55, 92]:
![]() ,
,
Поверхня 1 (ø95 Н7):
![]() (хв) - напівчистова обробка;
(хв) - напівчистова обробка;
![]() (хв) - чистова обробка;
(хв) - чистова обробка;
Поверхня 2 (ø85 Н7):
![]() (хв) - напівчистова обробка;
(хв) - напівчистова обробка;
![]() (хв) - чистова обробка;
(хв) - чистова обробка;
Сумарний основний час роботи верстата на операції:
![]() (хв)
(хв)
Операція 030: Свердлувальна
Вихідні дані:
матеріал: СЧ20, HB 230, ![]() МПа
МПа
верстат: 2Р135Ф2
межі частот обертання - 31..1400 об/хв;
потужність головного приводу - 4 кВт;
регулювання – ступінчасте.
СВЕРДЛУВАННЯ
Інструмент:
1) отвори ø 6,7 : свердло ø 6,7 - 0054 ГОСТ 10903-77
2) отвори ø 18 : свердло ø 18 - 0061 ГОСТ 10903-77
3) отвори ø 12 : свердло ø 12 - 0039 ГОСТ 10903-77
4) отвори ø 30 : цековка ø 30 - 2350-0728 ГОСТ 26258-87
Глибина різання:
Для свердління призначаємо глибину різання рівною половині діаметру свердла:
1) отвори ø 6,7 : t = 3,35 мм;
2) отвори ø 18 : t = 9 мм;
3) отвори ø 12 : t = 6 мм;
Для цекування отворів ø 30:
4) ![]() (мм);
(мм);
Подача:
Приймаємо подачу за [табл. 25, с. 277, 13] в залежності від діаметру свердла та оброблюваного матеріалу (СЧ20), причому для отворів в яких надалі нарізатиметься різь рекомендовано ввести поправочний коефіцієнт 0,5, тобто зменшити задану в таблиці подачу вдвічі згідно [прим. 2, табл. 25, с. 277, 13]:
1) отвори ø 6,7 : S = 0,2 мм/об;
2) отвори ø 18 : S = 0,42 мм/об;
3) отвори ø 12 : S = 0,32 мм/об;
4) отвори ø 30 : S = 0,32 мм/об;
Швидкість різання:
Згідно [с. 276, 13] для свердління швидкість різання визначається за формулою:
![]() ,
,
для цекування за формулою:
![]()
В цій формулі Т - період стійкості інструменту, що визначається в залежності від його діаметру та виду оброблюваного і оброблюючого матеріалу за [табл. 30, с. 280, 13]:
1) отвори ø 6,7 : Т = 35 хв;
2) отвори ø 18 : Т = 60 хв;
3) отвори ø 12 : Т = 60 хв;
4) отвори ø 30 : Т = 75 хв;
Значення коефіцієнтів та показників степеню з формули для визначення швидкості різання визначаємо за [табл. 28, с. 279, 13] для свердління:
отвори ø 6,7 та ø 10,2 : ![]() ;
;
отвори ø 18 і ø 12: ![]() ;
;
для цекування за [табл. 29, с. 280, 13]:
отвори ø 30: ![]() .
.
Поправочний коефіцієнт на швидкість різання:
![]() ,
,
За [табл. 1, с. 261, 13]:![]() ,
,
За [табл. 6, с. 263, 13]: для свердління: ![]() ;
;
За [табл. 31, с. 280, 13]: ![]()
Отже, загальний швидкісний коефіцієнт:
![]() ;
;
Тоді швидкість різання:
1) отвори ø 6,7 : ![]() (м/хв);
(м/хв);
2) отвори ø 18 : ![]() (м/хв);
(м/хв);
3) отвори ø 12 : ![]() (м/хв);
(м/хв);
4) отвори ø 30 : ![]() (м/хв);
(м/хв);
Розрахункова частота обертання визначається за формулою:![]() , а потім знайдене значення уточнюється за паспортом верстата:
, а потім знайдене значення уточнюється за паспортом верстата:
1) отвори ø 6,7 : ![]() (об/хв);
(об/хв); ![]() об/хв
об/хв
2) отвори ø 18 : ![]() (об/хв);
(об/хв); ![]() об/хв
об/хв
3) отвори ø 12 : ![]() (об/хв);
(об/хв); ![]() об/хв
об/хв
4) отвори ø 30 : ![]() (об/хв);
(об/хв); ![]() об/хв
об/хв
Розрахункові значення хвилинних подач визначаємо за формулою ![]() , отримані значення уточнюємо за паспортом верстата:
, отримані значення уточнюємо за паспортом верстата:
1) отвори ø 6,7 : ![]() (мм/хв);
(мм/хв); ![]() (мм/хв);
(мм/хв);
2) отвори ø 18 : ![]() (мм/хв);
(мм/хв); ![]() (мм/хв);
(мм/хв);
3) отвори ø 12 : ![]() (мм/хв);
(мм/хв); ![]() (мм/хв);
(мм/хв);
4) отвори ø 30 : ![]() (мм/хв);
(мм/хв); ![]() (мм/хв);
(мм/хв);
Визначимо фактичні значення швидкості різання:
![]()
1) отвори ø 6,7 : ![]() (м/хв)
(м/хв)
2) отвори ø 18 : ![]() (м/хв)
(м/хв)
3) отвори ø 12 : ![]() (м/хв)
(м/хв)
4) отвори ø 30 : ![]() (м/хв)
(м/хв)
Уточнимо фактичну подачу на оберт:
![]()
1) отвори ø 6,7 : ![]() (мм/об)
(мм/об)
2) отвори ø 18 : ![]() (мм/об)
(мм/об)
3) отвори ø 12 : ![]() (мм/об)
(мм/об)
4) отвори ø 30 : ![]() (мм/об).
(мм/об).
Крутний момент та осьова сила:
при свердлінні:
![]() ,
, ![]() ;
;
при цекуванні:
![]() ,
, ![]() ;
;
За [табл. 9, с. 264, 13]:
![]() ;
;
За [табл. 32, с. 281, 13] знаходимо значення коефіцієнтів:
при свердлінні:
![]() - для знаходження крутного моменту;
- для знаходження крутного моменту;
![]() - для знаходження осьової сили різання;
- для знаходження осьової сили різання;
при цекуванні:
![]() - для знаходження крутного моменту;
- для знаходження крутного моменту;
![]() - для знаходження осьової сили різання;
- для знаходження осьової сили різання;
1) отвори ø 6,7 : ![]() (Н∙м);
(Н∙м);
![]() (Н);
(Н);
2) отвори ø 18 : ![]() (Н∙м);
(Н∙м);
![]() (Н);
(Н);
3) отвори ø 12 : ![]() (Н∙м);
(Н∙м);
![]() (Н);
(Н);
4) отвори ø 30 : ![]() (Н∙м);
(Н∙м);
![]() (Н);
(Н);
Основний час по переходам:
Основний технологічний час згідно [п. ІІ , с. 88, 9]:
![]() ,
,
1) отвори ø 6,7 : i = 4, l = 20 мм, l1 = 4 мм; ![]() (хв);
(хв);
2) отвори ø 18 : i = 6, l = 35 мм, l1 = 8 мм; ![]() (хв);
(хв);
3) отвори ø 12 : i = 2, l = 35 мм, l1 = 6 мм; ![]() (хв);
(хв);
4) отвори ø 30 : i = 6, l = 16 мм, l1 = 1 мм; ![]() (хв);
(хв);
НАРІЗАННЯ РІЗІ
Інструмент: мітчик 2640-0083 ГОСТ 3266-81
Крок: Р = 1,25 мм;
Швидкість різання:
Згідно [с. 297, 13] для нарізання різьби мітчиками швидкість різання визначається за формулою:
![]() ,
,
В цій формулі S=Р - кроку різьби; період стійкості інструменту (Т ), а також відповідні коефіцієнти визначаємо за [табл. 49, с. 296, 13]:
![]() , Т = 90 хв.
, Т = 90 хв.
Загальний поправочний коефіцієнт на швидкість різання:
![]() ,
,
(Складові загального поправочного коефіцієнту визначаємо за [табл. 50, с. 298, 13]:
![]() ;
; ![]() ;
; ![]() )
)
Тоді швидкість різання:
![]() (м/хв);
(м/хв);
Частота обертання:
Розрахункова частота обертання визначається за формулою: ![]() , потім уточнюємо її значення за паспортом верстата:
, потім уточнюємо її значення за паспортом верстата:
![]() (об/хв);
(об/хв); ![]() об/хв
об/хв
Крутний момент:
![]() ,
,
Коефіцієнти та показники степенів в цій формулі визначимо за [табл. 51, с. 298, 13] та за [табл. 50, с. 298, 13]:
![]() , отож:
, отож:
![]() (Н∙м);
(Н∙м);
Потужність різання:
![]() (кВт);
(кВт);
При нарізанні на верстатах машинними мітчиками число обертів при вигвинчуванні мітчика з отвору визначаємо за [картою 84, с. 149, 9]:
![]() (об/хв);
(об/хв); ![]() об/хв;
об/хв;
Основний технологічний час на перехід, згідно [п. ІІ , с. 88, 9]:
![]() ,
,
![]() (хв);
(хв);
ЦЕНТРУВАННЯ
Інструмент: свердло ø 16 ГОСТ 10903-77 ;
Подача на оберт: S = 0,2 мм/об.
Частота обертання : ![]() об/хв;
об/хв;
Основний час на перехід згідно [п. ІІ , с. 88, 9]:
![]() (хв);
(хв);
L= 2 мм – довжина шляху, що проходить інструмент в напрямку подачі; Рівна l1 – величині на врізання і перебіг інструменту, що визначається за [дод. 4, арк. 3, с. 375, 9].
Основний технологічний час на операцію визначається:
![]() (хв)
(хв)
Операція 035: Свердлувальна
Вихідні дані:
матеріал: СЧ20, HB 230, ![]() МПа
МПа
верстат: 2Р135Ф2
межі частот обертання - 31..1400 об/хв;
потужність головного приводу - 4 кВт;
регулювання – ступінчасте.
Розрахунок режимів різання будемо вести аналогічно операції 030.
СВЕРДЛУВАННЯ
Інструмент:
свердло ø 10,2 - 0050 ГОСТ 10903-77
Глибина різання:
Для свердління призначаємо глибину різання рівною половині діаметру свердла:
t = 5,1 мм;
Подача:
Приймаємо подачу за [табл. 25, с. 277, 13]:
S =0,16( мм/об).
Швидкість різання:
Згідно [с. 276, 13] для свердління швидкість різання визначається за формулою:
![]() ,
,
В цій формулі Т - період стійкості інструменту, що визначається за [табл. 30, с. 280, 13]: Т = 35 хв;
Значення коефіцієнтів та показників степеню з формули для визначення швидкості різання визначаємо за [табл. 28, с. 279, 13] для свердління:
![]() ;
;
Поправочний коефіцієнт на швидкість різання:
![]() :
:
За [табл. 1, с. 261, 13]: ![]() ,
,
За [табл. 6, с. 263, 13]: ![]() ;
;
За [табл. 31, с. 280, 13]: ![]() .
.
Отже, загальний швидкісний коефіцієнт:
![]() ;
;
Тоді розрахункова швидкість різання:
![]() (м/хв);
(м/хв);
Розрахункова частота обертання обчислюється за формулою ![]() , отримане значення уточнюється за паспортом верстата:
, отримане значення уточнюється за паспортом верстата:
![]() (об/хв);
(об/хв); ![]() об/хв
об/хв
Розрахункове значення хвилинної подачі визначаємо за формулою ![]() , отримане значення уточнюємо за паспортом верстата:
, отримане значення уточнюємо за паспортом верстата:
![]() (мм/хв);
(мм/хв); ![]() (мм/хв);
(мм/хв);
Уточнюємо значення швидкості різання:
![]() (м/хв);
(м/хв);
Уточнимо значення подачі на оберт:
![]() (мм/об)
(мм/об)
Крутний момент та осьова сила:
![]() ,
, ![]() ;
;
Коефіцієнт, що враховує фактичні умови обробки
![]()
За [табл. 32, с. 281, 13] знаходимо значення коефіцієнтів:
![]() - для знаходження крутного моменту;
- для знаходження крутного моменту;
![]() - для знаходження осьової сили різання;
- для знаходження осьової сили різання;
![]() (Н∙м);
(Н∙м); ![]() (Н);
(Н);
Потужність різання:
![]() (кВт);
(кВт);
Визначення основного часу:
Основний технологічний час на перехід згідно [п. ІІ , с. 88, 9]:
![]() ,
,
отвори ø 10,2 : i = 6, l = 25 мм, l1 = 6 мм; ![]() (хв);
(хв);
НАРІЗАННЯ РІЗІ:
інструмент: мітчик 2640-0153 ГОСТ 1604-71;
Крок різьби М12-7Н: Р = 1,5 мм;
Швидкість різання згідно [с. 297, 13]:
![]() ,
,
В цій формулі S=Р - кроку різьби; період стійкості інструменту (Т ), а також відповідні коефіцієнти визначаємо за [табл. 49, с. 296, 13]:
![]() , Т = 90 хв.
, Т = 90 хв.
Загальний поправочний коефіцієнт на швидкість різання:
![]() ,
,
(Складові загального поправочного коефіцієнту визначаємо за [табл. 50, с. 298, 13]:
![]() ;
; ![]() ;
; ![]() )
)
Тоді швидкість різання:
![]() (м/хв);
(м/хв);
Частота обертання:
Розрахункова частота обертання обчислюється за формулою ![]() , отримане значення уточнюється за паспортом верстата:
, отримане значення уточнюється за паспортом верстата:
![]() (об/хв);
(об/хв); ![]() об/хв
об/хв
Уточнимо швидкість різання:
![]() (м/хв);
(м/хв);
Крутний момент:
![]() ,
,
Коефіцієнти та показники степенів в цій формулі визначимо за [табл. 51, с. 298, 13] та за [табл. 50, с. 298, 13]:
![]()
![]() (Н∙м);
(Н∙м);
Потужність різання:
![]() :
: ![]() (кВт);
(кВт);
При нарізанні на верстатах машинними мітчиками число обертів при вигвинчуванні мітчика з отвору визначаємо за [картою 84, с. 149, 9]:
![]() (об/хв);
(об/хв); ![]() об/хв;
об/хв;
Визначення основного часу:
Основний технологічний час на перехід згідно [п. ІІ , с. 88, 9]:
![]() ,
,
i = 6, l = 16 мм, l1 = 3 мм: ![]() (хв);
(хв);
ЦЕНТРУВАННЯ
Інструмент: свердло ø 15 - 0050 ГОСТ 10903-77
Подача на оберт: S = 0,2 мм/об.
Частота обертання : ![]() об/хв;
об/хв;
Швидкість:
![]() (м/хв);
(м/хв);
Основний технологічний час на перехід згідно [п. ІІ , с. 88, 9]:
![]() (хв);
(хв);
Основний технологічний час на операцію визначається:
![]() (хв)
(хв)
Операція 040: Свердлувальна
Вихідні дані:
матеріал: СЧ20, HB 230, ![]() МПа
МПа
верстат: 2Н55
межі частот обертання - 20..2000 об/хв;
потужність головного приводу - 4 кВт;
регулювання – ступінчасте.
Інструмент:
1) отвори ø 4,2 : свердло ø 4,2 2300-0029 ГОСТ 886-77;
2) отвори ø 5 : свердло ø 5 2300-7001 ГОСТ 886-77;
3) отвори ø 8,6 : свердло ø 8,6 2300-7001 ГОСТ 886-77;
Глибина різання:
Для свердління призначаємо глибину різання рівною діаметру свердла:
1) отвори ø 4,2 : t = 2,1 мм;
2) отвори ø 5 : t = 2,5 мм;
3) отвори ø 8,6 : t = 4,3 мм;
Подача:
Приймаємо подачу за [табл. 25, с. 277, 13]:
1) отвори ø 4,2 : SТ = 0,5∙0,18=0,09 (мм);
2) отвори ø 5 : SТ = 0,12 мм;
3) отвори ø 8,6 : SТ = 0,5∙0,30= 0,15(мм);
Коректуємо вибрані подачі за паспортом верстата:
1) отвори ø 4,2 : S = 0,08 мм;
2) отвори ø 5 : S = 0,112 мм;
3) отвори ø 8,6 : S = 0,16 мм;
Швидкість різання згідно [с. 276, 13]:
![]() ,
,
В цій формулі Т - період стійкості інструменту, що визначається за [табл. 30, с. 280, 13]:
1) отвори ø 4,2 : Т = 20 хв;
2) отвори ø 5 : Т = 20 хв;
3) отвори ø 8,6 : Т = 35 хв;
Значення коефіцієнтів та показників степеню визначаємо за [табл. 28, с. 279, 13]:
![]() ;
;
Поправочний коефіцієнт на швидкість різання:
![]() , де
, де
За [табл. 1, с. 261, 13] :
![]() ,
,
За [табл. 6, с. 263, 13]: ![]() ;
;
За [табл. 31, с. 280, 13]:
1) отвори ø 4,2 : ![]() ;
;
2) отвори ø 5 : ![]() ;
;
3) отвори ø 8,6 : ![]() ;
;
Отже, загальний швидкісний коефіцієнт:
1) отвори ø 4,2 : ![]() ;
;
2) отвори ø 5 : ![]() ;
;
3) отвори ø 8,6 : ![]() ;
;
Тоді розрахункова швидкість різання:
1) отвори ø 4,2 : ![]() (м/хв);
(м/хв);
2) отвори ø 5 : ![]() (м/хв);
(м/хв);
3) отвори ø 8,6 : ![]() (м/хв);
(м/хв);
Згідно рекомендацій приміток до [табл. 28, с. 279, 13], знайдені значення швидкості слід помножити на коефіцієнт ![]() , що враховує одинарну заточку свердел, отже розрахункова швидкість різання матиме значення:
, що враховує одинарну заточку свердел, отже розрахункова швидкість різання матиме значення:
1) отвори ø 4,2 : ![]() (м/хв);
(м/хв);
2) отвори ø 5 : ![]() (м/хв);
(м/хв);
3) отвори ø 8,6 : ![]() (м/хв);
(м/хв);
Частота обертання:
Розрахункова частота обертання визначається за формулою:
![]()
1) отвори ø 4,2 : ![]() (об/хв);
(об/хв);
2) отвори ø 5 : ![]() (об/хв);
(об/хв);
3) отвори ø 8,6 : ![]() (об/хв);
(об/хв);
Скоректуємо розраховані значення за паспортом верстата і остаточно приймемо:
1) отвори ø 4,2 : ![]() (об/хв);
(об/хв);
2) отвори ø 5 : ![]() (об/хв);
(об/хв);
3) отвори ø 8,6 : ![]() (об/хв);
(об/хв);
Уточнимо швидкість різання:
![]()
1) отвори ø 4,2 : ![]() (об/хв);
(об/хв);
2) отвори ø 5 : ![]() (об/хв);
(об/хв);
3) отвори ø 8,6 : ![]() (об/хв);
(об/хв);
Крутний момент та осьова сила:
![]() ,
, ![]() ;
;
За [табл. 9, с. 264, 13]: ![]() ;
;
За [табл. 32, с. 281, 13] знаходимо значення коефіцієнтів:
![]() - для знаходження крутного моменту;
- для знаходження крутного моменту;
![]() - для знаходження осьової сили різання;
- для знаходження осьової сили різання;
1) отвори ø 4,2 : ![]() (Н∙м);
(Н∙м);
![]() (Н);
(Н);
2) отвори ø 5 : ![]() (Н∙м);
(Н∙м);
![]() (Н);
(Н);
3) отвори ø 8,6 : ![]() (Н∙м);
(Н∙м);
![]() (Н);
(Н);
Потужність різання: ![]()
1) отвори ø 4,2 : ![]() (кВт);
(кВт);
2) отвори ø 5 : ![]() (кВт);
(кВт);
3) отвори ø 8,6 : ![]() (кВт);
(кВт);
Визначення основного часу:
Згідно [п. ІІ , с. 88, 9]:
![]() ,
,
1) отвори ø 4,2 : i = 4, l = 16 мм, l1 = 2,5 мм; ![]() (хв);
(хв);
2) отвори ø 5 : i = 2, l = 5 мм, l1 = 2,5 мм; ![]() (хв);
(хв);
3) отвори ø 8,6 : i = 2, l = 10 мм, l1 = 4 мм; ![]() (хв);
(хв);
ЗАСВЕРДЛЮВАННЯ
Інструмент: свердло ø 9 2300 - 7005 ГОСТ 886-77
Подача на оберт: S = 0,2 мм/об.
Частота обертання : ![]() об/хв;
об/хв;
Швидкість: ![]() (м/хв);
(м/хв);
Основний технологічний час на перехід згідно [п. ІІ , с. 88, 9]:
![]() (хв);
(хв);
Основний технологічний час на операцію :
![]() (хв)
(хв)
Режими різання оброблюваних поверхонь
| Перехід | t, мм | Sz, мм/зуб | SoН, мм/об | SoФ, мм/об | SхвН, мм/об | SхвФ, мм/об | VР, м/хв | VФ, м/хв | nР, хв-1 | nФ, хв-1 | l, мм | l1, мм | і | Тo, хв |
| Фрезерувати площину 318×220 начорно | 1,8 | 0,1 | 2,4 | 2,5 | 425 | 400 | 139 | 126 | 177 | 160 | 318 | 70 | 1 | 0,97 |
| Фрезерувати площину 266×130 начорно | 1,8 | 0,1 | 1,6 | 1,6 | 440 | 400 | 138 | 126 | 275 | 250 | 266 | 38 | 1 | 0,76 |
| Розточити отвір Æ95 начорно | 1,6 | - | 0,22 | 0,22 | 80 | 88 | 105 | 116 | 363 | 400 | 45 | 2,5 | 1 | 0,54 |
| Розточити отвір Æ85 начорно | 1,6 | - | 0,22 | 0,22 | 90 | 88 | 105 | 103 | 408 | 400 | 35 | 2,5 | 1 | 0,43 |
| Фрезерувати площину 318×220 напівчисто | 0,8 | 0,07 | 1,68 | 1,59 | 477 | 500 | 223 | 247 | 284 | 315 | 318 | 70 | 1 | 0,78 |
| Фрезерувати площину 318×220 начисто | 0,4 | 0,025 | 0,6 | 0,5 | 271 | 250 | 355 | 393 | 452 | 500 | 318 | 250 | 1 | 2,27 |
| Фрезерувати площину 266×130 напівчисто | 0,8 | 0,07 | 1,12 | 1,12 | 492 | 448 | 221 | 200 | 439 | 400 | 266 | 38 | 1 | 0,68 |
| Фрезерувати площину 266×130 начисто | 0,4 | 0,038 | 0,6 | 0,6 | 362 | 378 | 303 | 316 | 603 | 630 | 266 | 160 | 1 | 1,13 |
| Розточити отвір Æ95 напівчисто | 1,1 | - | 0,18 | 0,18 | 88 | 90 | 145 | 148 | 491 | 500 | 45 | 2,5 | 1 | 0,53 |
| Розточити отвір Æ85 напівчисто | 1,1 | - | 0,18 | 0,18 | 99 | 90 | 145 | 132 | 548 | 500 | 35 | 2,5 | 1 | 0,42 |
| Розточити отвір Æ95 начисто | 0,4 | - | 0,05 | 0,05 | 42 | 40 | 253 | 239 | 848 | 800 | 45 | 2,5 | 1 | 1,19 |
| Розточити отвір Æ85 начисто | 0,4 | - | 0,05 | 0,05 | 47 | 50 | 253 | 267 | 948 | 1000 | 35 | 2,5 | 1 | 0,75 |
| Центрувати 4 отвори Æ 6,7 до Æ10 | - | - | 0,2 | 0,2 | 100 | 100 | - | 15,7 | - | 500 | 2 | - | 4 | 0,08 |
| Центрувати 6 отворів Æ18 і 2 отвори Æ12 до Æ13 | - | - | 0,2 | 0,2 | 100 | 100 | - | 20,4 | - | 500 | 2 | - | 8 | 0,16 |
| Свердлити 4 отвори Æ 6,7 | 3,35 | - | 0,2 | 0,18 | 278 | 250 | 29,2 | 29,4 | 1388 | 1400 | 20 | 4 | 4 | 0,38 |
| Свердлити 6 отворів Æ 18 | 9 | - | 0,42 | 0,45 | 173 | 160 | 23,3 | 20,1 | 412 | 355 | 35 | 8 | 6 | 1,61 |
| Свердлити 2 отвори Æ 12 | 6 | - | 0,32 | 0,28 | 200 | 200 | 23,5 | 26,7 | 624 | 710 | 35 | 6 | 2 | 0,41 |
| Цекувати 6 отворів Æ 30 | 6 | - | 0,32 | 0,35 | 121 | 125 | 32,8 | 33,4 | 348 | 355 | 16 | 1 | 6 | 0,90 |
| Нарізати різь М8-7Н в 4 отворах | - | - | 1,25 | 1,25 | 548 | 625 | 11 | 12,56 | 438 | 500 | 16 | 3 | 4 | 0,42 |
| Центрувати 6 отворів Æ 10,2 до Æ12,5 | - | - | 0,2 | 0,2 | 100 | 100 | - | 20 | - | 500 | 2 | - | 6 | 0,12 |
| Свердлити 6 отворів Æ 10,2 | 5,1 | - | 0,16 | 0,18 | 180 | 180 | 36 | 32 | 1124 | 1000 | 25 | 6 | 6 | 1,03 |
| Нарізати різь М12-7Н в 6 отворах | - | - | 1,5 | 1,5 | 398 | 400 | 10 | 9,4 | 265 | 250 | 16 | 3 | 6 | 0,78 |
| Центрувати 4 отвори Æ 4,2 до Æ 4,5 | - | - | 0,1 | 0,1 | 50 | 50 | - | 7 | - | 500 | 2 | - | 4 | 0,16 |
| Центрувати 2 отвори Æ 8,6 до Æ 9 | - | - | 0,1 | 0,1 | 50 | 50 | - | 14,1 | - | 500 | 2 | - | 2 | 0,08 |
| Свердлити 4 отвори Æ 4,2 | 2,1 | - | 0,09 | 0,08 | 194 | 160 | 27,9 | 26,4 | 2156 | 2000 | 16 | 2,5 | 4 | 0,46 |
| Свердлити 2 отвори Æ 5 | 2,5 | - | 0,12 | 0,112 | 225 | 179 | 29,5 | 25,1 | 1878 | 1600 | 5 | 2,5 | 2 | 0,08 |
| Свердлити 2 отвори Æ 8,6 | 4,3 | - | 0,15 | 0,16 | 143 | 160 | 25,9 | 27 | 959 | 1000 | 15 | 4 | 2 | 0,24 |
Похожие работы
... де l – довжина обробки, мм l1 – врізання фрези, мм 4. Проектування спеціального пристрою Конструювання пристосування тісно пов'язане з розробкою технологічного процесу виготовлення даної деталі. У завдання технолога входять: вибір заготовки й технологічних баз; установлення маршруту обробки; уточнення змісту технологічних операцій з розробкою ескізів обробки, що дає уявлення про установку ...
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... гнучких виробничих систем, автоматичних ліній. На цих видах обладнання потрібні параметри якості повинні забезпечуватися за мінімальної участі оператора. ЗАГАЛЬНИЙ РОЗДІЛ 2.1. Короткі відомості про деталь. Технічні вимоги на виготовлення деталі. Деталь «Корпус компресора» входить в у складальну одиницю «Компресор ЕКВО-04». Заводське позначення деталі 37.01.00.23-107. Деталь відноситься до ...
0 комментариев