Технологічний розділ
Розрахунок припусків на обробку
Розробка технологічного процесу
Технічне нормування технологічного процесу
Організаційний розділ
Конструкторський розділ
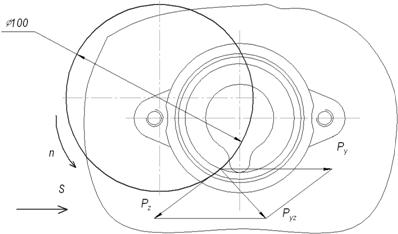
Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання
Визначення фактичної сили затискання заготовки в пристрої
Технічні вимоги на виготовлення конструкції пристрою
Навигация
Організаційний розділ
Розробка технологічного процесу виготовлення деталі - "Корпус"
107086
знаков
15
таблиц
8
изображений
3. Організаційний розділ
Форма організації роботи виробництва
Вибір раціональної форми організації виробництва в цеху проводимо, виходячи з конструктивних й технологічних особливостей заданої деталі, масштабу виробництва і ступеня його спеціалізації. Враховуючи перераховані ознаки, для заданих умов найбільш раціональною формою організації виробництва є - непотокове.
Для обладнання, що використовується, найбільш раціональною буде робота у дві зміни.
Дійсний річний фонд роботи обладнання (в середньому) визначаємо за [табл. 5, с.23, 6]:
![]() = 4015 год
= 4015 год
Уточнення серійності виробництва
До табл. 3.1. зводимо розраховані у попередньому розділі норми основного, штучного та штучно-калькуляційного часу по операціям.
Таблиця 3.1. Норми часу
| № | Операція | Верстат | tо, хв | tшт., хв | tшт.к., хв |
| 010 | фрезерна | 6Н13П | 0,97 | 1,98 | 3,38 |
| 015 | фрезерно-розточувальна | 6Р13Ф3 | 1,73 | 3,48 | 5,48 |
| 020 | фрезерна | 6Н13П | 3,05 | 4,31 | 5,71 |
| 025 | фрезерно-розточувальна | 6Р13Ф3 | 4,7 | 7,04 | 9,04 |
| 030 | свердлильна | 2Р135Ф2 | 3,96 | 7,05 | 8,0 |
| 035 | свердлильна | 2Р135Ф2 | 1,93 | 3,66 | 4,61 |
| 040 | свердлильна | 2Н55 | 1,02 | 3,70 | 4,65 |
Визначимо такт випуску деталей згідно [ф. 2, с.21, 6]:
![]() (шт./хв) , де
(шт./хв) , де
N = 5000 шт./рік - річна програма випуску деталей;
Сумарний штучний час :
 хв.
хв.
Середній штучний час:
![]() (хв)
(хв)
Коефіцієнт серійності визначимо згідно [ф.1, с.20, 6] :
![]()
→ виробництво середньосерійне згідно [табл., с.20, 6].
Визначення необхідної кількості обладнання
Трудоємкість обробки деталі на верстатах даного типорозміру при непотоковому методі організації виробничого процесу визначається за формулою:
 , де
, де
![]() - штучно-калькуляційний час виконання і-ї операції;
- штучно-калькуляційний час виконання і-ї операції;
m - число операцій обробки на верстатах даного типорозміру
6Н13П: ![]() (верстато-годин);
(верстато-годин);
6Р13Ф3: ![]() (верстато-годин);
(верстато-годин);
2Р135Ф2: ![]() (верстато-годин);
(верстато-годин);
2Н55: ![]() (верстато-годин);
(верстато-годин);
Розрахунки зводимо до табл. 3.2.
Таблиця 3.2. Розрахунок потрібної кількості верстатів
| Типорозмір верстату |
| ВР | ВПР | ηЗ, % |
| 6Н13П | 0,15 | 0,193 | 1 | 19,3 |
| 6Р13Ф3 | 0,24 | 0,308 | 1 | 30,8 |
| 2Р135Ф2 | 0,21 | 0,27 | 1 | 27 |
| 2Н55 | 0,08 | 0,103 | 1 | 10,3 |
Розрахункова кількість верстатів визначається діленням сумарної трудоємкості обробки всіх деталей на верстатах даного типорозміру на дійсний фонд роботи обладнання:
![]() , де
, де
Отже, визначену розрахункову кількість верстатів по кожному типорозміру заносимо в табл. 3.2.
Коефіцієнт завантаження обладнання рівний відношенню розрахункової кількості верстатів до прийнятої:
![]()
З даних табл. 3.2. очевидно, зо обладнання значно недозавантажене. Також є недоцільним використання лише одного верстату певного типорозміру. Це свідчить про те, що організація цеху (дільниці) лише для виготовлення заданої деталі є непланомірною. Тому слід довантажити виробництво іншими деталями, або збільшити програму випуску.
Похожие работы
... де l – довжина обробки, мм l1 – врізання фрези, мм 4. Проектування спеціального пристрою Конструювання пристосування тісно пов'язане з розробкою технологічного процесу виготовлення даної деталі. У завдання технолога входять: вибір заготовки й технологічних баз; установлення маршруту обробки; уточнення змісту технологічних операцій з розробкою ескізів обробки, що дає уявлення про установку ...
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... гнучких виробничих систем, автоматичних ліній. На цих видах обладнання потрібні параметри якості повинні забезпечуватися за мінімальної участі оператора. ЗАГАЛЬНИЙ РОЗДІЛ 2.1. Короткі відомості про деталь. Технічні вимоги на виготовлення деталі. Деталь «Корпус компресора» входить в у складальну одиницю «Компресор ЕКВО-04». Заводське позначення деталі 37.01.00.23-107. Деталь відноситься до ...
0 комментариев