Технологічний розділ
Розрахунок припусків на обробку
Розробка технологічного процесу
Технічне нормування технологічного процесу
Організаційний розділ
Конструкторський розділ
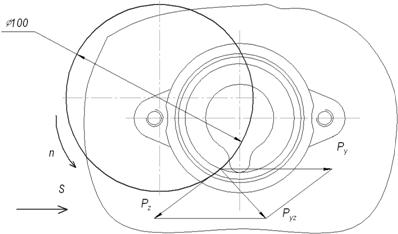
Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання
Визначення фактичної сили затискання заготовки в пристрої
Технічні вимоги на виготовлення конструкції пристрою
Навигация
Конструкторський розділ
Розробка технологічного процесу виготовлення деталі - "Корпус"
107086
знаков
15
таблиц
8
изображений
4. Конструкторський розділ
4.1 Обґрунтування необхідності проектування спеціального пристрою для однієї з операцій
Виходячи з наведеного технологічного процесу, можна зробити висновок, що для обробки заданої деталі необхідні як універсальні, так і спеціальні пристрої. Зокрема найбільш доцільним є застосування спеціальних пристроїв на усіх трьох свердлильних операціях (030, 035, 040). Це обумовлено перш за все конфігурацією деталі та розташуванням оброблюваних отворів.
В нашому випадку проектуватимемо пристосування для свердлувальної операції 030. Нескладний за своєю сутністю пристрій для цієї операції забезпечуватиме задану точність базування деталі, просте затискання і разом з тим його використання підвищить ефективність обробки, дозволить відмовитись від складних операцій розмітки. Конструкція пристосування буде досить простою та типовою, тому кінцева вартість його виготовлення буде у значній мірі перекриватися економічним ефектом від скорочення допоміжного та машинного часу, оскільки дозволить обробити необхідну кількість отворів (яка є досить значною) з однієї установки з потрібною точністю міжосьових відстаней, що надалі буде підтверджено відповідними розрахунками.
4.2 Розробка теоретичної схеми базування та затискання на заданій операції
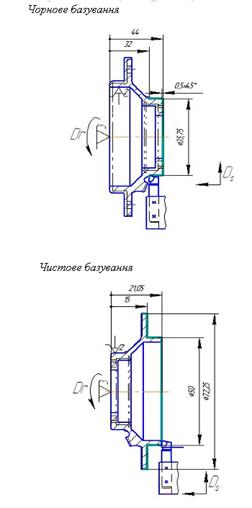
З урахуванням технічних вимог на виготовлення деталі, а також можливості їх реалізації в конструкції пристрою, розробимо теоретичну схему її базування на заданій операції.
Розроблена схема позбавляє заготовку шести ступенів вільності, тобто забезпечує повне її базування. В цьому випадку для базування використовується комплект технологічних баз (установочної, направляючої та опорної):
Установочною базою є площина A, яка несе на собі три опорні точки (1, 2, 3) і позбавляє заготовку трьох ступенів вільності (переміщення вздовж однієї з координатних осей та обертання навколо двох інших).
Напрямною базою є поверхня отвору B, яка містить дві опорні точки (4, 5) і позбавляє тіло двох ступенів вільності (переміщення вздовж однієї з координатних осей та обертання навколо іншої).
Опорна база в даному випадку - це поверхня торця деталі C, яка містить на собі одну опорну точку (6) і позбавляє заготовку одного ступеня вільності (переміщення вздовж однієї з координатних осей).

Рис. 4.2.1. Теоретична схема базування та затискання деталі
4.3 Розрахунок похибок базування, затискання та встановлення заготовки в пристрої. Перевірка умови забезпечення необхідної точності. Висновки
Похибка базування
Для розрахунку похибок базування відповідних розмірів, позначимо їх великими літерами латинського алфавіту A, B, C, D, E та F, вказуючи відповідні допуски на кожен розмір.

Похибка базування ![]() - це різниця граничних відстаней вимірювальної бази відносно встановленого на заданий розмір деталі різального інструмента. Виникає, коли опорна установочна база не суміщена з вимірювальною. Визначаємо похибки базування відповідних розмірів, користуючись [дод. 2, 16].
- це різниця граничних відстаней вимірювальної бази відносно встановленого на заданий розмір деталі різального інструмента. Виникає, коли опорна установочна база не суміщена з вимірювальною. Визначаємо похибки базування відповідних розмірів, користуючись [дод. 2, 16].
Похибка базування для розмірів А та В однакова і визначається за формулою:
![]() , де
, де
![]() - допуск розміру отвору ø85Н7. За ГОСТ 25347-85 граничні відхилення для поля допуску Н7: ø85
- допуск розміру отвору ø85Н7. За ГОСТ 25347-85 граничні відхилення для поля допуску Н7: ø85![]() , тоді:
, тоді:
![]() (мм);
(мм);
![]() - допуск розміру пальця ø85g7. За ГОСТ 25347-85 граничні відхилення для поля допуску g7: ø85
- допуск розміру пальця ø85g7. За ГОСТ 25347-85 граничні відхилення для поля допуску g7: ø85![]() , тоді:
, тоді:
![]() (мм);
(мм);

![]() (мм) - мінімальний зазор посадки ø85Н7/g7;
(мм) - мінімальний зазор посадки ø85Н7/g7;
![]() = 0,02 мм - ексцентриситет зовнішньої поверхні заготовки відносно отвору.
= 0,02 мм - ексцентриситет зовнішньої поверхні заготовки відносно отвору.
Отже,
![]() (мм)
(мм)
Для розмірів С, D та F положення вимірювальної бази може змінюватися у межах допуску на розмір В, тому похибка базування обчислюється так:
![]() (мм)
(мм)
Для розміру Е положення вимірювальної бази може змінюватися у межах допуску на розмір D, тому похибка базування обчислюється так:
![]() (мм).
(мм).
Похибка затискання
Похибка затискання ![]() являє собою різницю найбільшої і найменшої проекцій зміщення вимірювальної бази на напрям виконуваного розміру при прикладенні до заготовки сили затискання.
являє собою різницю найбільшої і найменшої проекцій зміщення вимірювальної бази на напрям виконуваного розміру при прикладенні до заготовки сили затискання.
В даному випадку похибка затискання рівна нулю (![]() ), оскільки прикладена затискна сила перпендикулярна до усіх витримуваних розмірів.
), оскільки прикладена затискна сила перпендикулярна до усіх витримуваних розмірів.
Похибка положення заготовки в пристрої
Похибка положення заготовки ![]() , яка викликається неточністю пристрою, визначається похибками при виготовленні і складанні його установочних елементів
, яка викликається неточністю пристрою, визначається похибками при виготовленні і складанні його установочних елементів ![]() , їх зносом
, їх зносом ![]() та помилками встановлення пристрою на верстаті
та помилками встановлення пристрою на верстаті ![]() .
.
Складова ![]() характеризує неточність положення встановлювальних елементів пристрою. Згідно [§ 2, с.19, 5] при використанні одного пристосування (як в нашому випадку) це - систематична постійна похибка, яка ліквідується налагодженням верстата, тому
характеризує неточність положення встановлювальних елементів пристрою. Згідно [§ 2, с.19, 5] при використанні одного пристосування (як в нашому випадку) це - систематична постійна похибка, яка ліквідується налагодженням верстата, тому ![]() .
.
Складову ![]() приймемо рівною
приймемо рівною ![]() мм - похибка зносу установочних елементів, яка є функцією часу та залежить від програми випуску. конструкції та розмірів деталі, матеріалу і маси деталі, стану технологічних баз деталі, умов її встановлення і зняття.
мм - похибка зносу установочних елементів, яка є функцією часу та залежить від програми випуску. конструкції та розмірів деталі, матеріалу і маси деталі, стану технологічних баз деталі, умов її встановлення і зняття.
Складова ![]() виражає похибку встановлення пристосування на столі верстата, обумовлену зміщенням корпусу пристосування на столі верстата. Згідно [§ 2, с.21, 5] приймемо
виражає похибку встановлення пристосування на столі верстата, обумовлену зміщенням корпусу пристосування на столі верстата. Згідно [§ 2, с.21, 5] приймемо ![]() мм.
мм.
![]() та
та ![]() вважаються випадковими величинами,
вважаються випадковими величинами, ![]() - постійною.
- постійною.
При використанні пристроїв в серійному виробництві (як в нашому випадку) згідно [§ 2, с.22, 5] похибка положення заготовки визначається:
![]() , де
, де
t = 3 - коефіцієнт, що визначає долю можливого браку, %;
![]() = 1/3 - коефіцієнт для кривої рівної ймовірності;
= 1/3 - коефіцієнт для кривої рівної ймовірності;
![]() = 1/9 - коефіцієнт для кривої Гауса;
= 1/9 - коефіцієнт для кривої Гауса;
Отже, з урахуванням вище наведених коефіцієнтів, похибка положення визначатиметься:
![]() (мм);
(мм);
Похибка встановлення
Так як ![]() ,
, ![]() ,
, ![]() являють собою поля розсіювання випадкових величин, що підкоряються закону нормального розподілу, то похибка встановлення
являють собою поля розсіювання випадкових величин, що підкоряються закону нормального розподілу, то похибка встановлення ![]() як сумарне поле розсіювання виконуваного розміру визначають за формулою:
як сумарне поле розсіювання виконуваного розміру визначають за формулою:
![]()
Визначимо похибку встановлення для кожного розміру :
![]() (мм);
(мм);
![]() (мм);
(мм);
![]() (мм).
(мм).
Перевірка умови забезпечення необхідної точності обробки. Висновок
Точність обробки забезпечиться лише у тому випадку, якщо похибка базування буде меншою за допуск на відповідний розмір.
Допуски на розміри задані за кресленням:
![]() мм;
мм;
![]() мм;
мм;
![]() мм (допуск не вказано, отже визначаємо його за 14-м квалітетом)
мм (допуск не вказано, отже визначаємо його за 14-м квалітетом)
Порівнюючи знайдені значення похибок встановлення, можна зробити висновок, що для кожного розміру їх значення менше за відповідний допуск. Це свідчить про те, що прийнята конструкція пристрою є задовільною і є доцільним розробляти її далі.
Похожие работы
... де l – довжина обробки, мм l1 – врізання фрези, мм 4. Проектування спеціального пристрою Конструювання пристосування тісно пов'язане з розробкою технологічного процесу виготовлення даної деталі. У завдання технолога входять: вибір заготовки й технологічних баз; установлення маршруту обробки; уточнення змісту технологічних операцій з розробкою ескізів обробки, що дає уявлення про установку ...
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... гнучких виробничих систем, автоматичних ліній. На цих видах обладнання потрібні параметри якості повинні забезпечуватися за мінімальної участі оператора. ЗАГАЛЬНИЙ РОЗДІЛ 2.1. Короткі відомості про деталь. Технічні вимоги на виготовлення деталі. Деталь «Корпус компресора» входить в у складальну одиницю «Компресор ЕКВО-04». Заводське позначення деталі 37.01.00.23-107. Деталь відноситься до ...
0 комментариев