Технологічний розділ
Розрахунок припусків на обробку
Розробка технологічного процесу
Технічне нормування технологічного процесу
Організаційний розділ
Конструкторський розділ
Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання
Визначення фактичної сили затискання заготовки в пристрої
Технічні вимоги на виготовлення конструкції пристрою
Навигация
Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання
Розробка технологічного процесу виготовлення деталі - "Корпус"
107086
знаков
15
таблиц
8
изображений
4.4 Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання
В ході обробки на заданій (свердлувальній) операції на заготовку діють осьові сили та крутні моменти при обробці кожного отвору відповідно. Їх значення були визначені в п. 4.1.6. при знаходженні режимів обробки.
Необхідна величина сили затискання заготовки в пристрої визначається при вирішенні задачі статики на рівновагу твердого тіла, що знаходиться під дією всіх прикладених до нього сил та моментів.
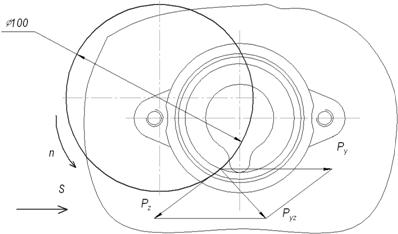
Схему взаємодії сил та моментів складемо для найбільш несприятливого випадку - цекування отвору Æ 30, що знаходиться найдалі від місця прикладення затискної сили. Серед усіх перелічених переходів для цекування крутний момент найбільший. У цьому випадку плече буде найбільшим, а отже момент, який намагатиметься провернути заготовку, також буде найбільшим. Тому шукана сили затискання повинна бути такою, щоб протистояти йому.
Попередньо подамо відомий крутний момент при цекуванні у вигляді добутку сили PZ на половину діаметру оброблюваного отвору (що видно з рисунка):
![]()

Звідси знайдемо силу PZ, яка намагається провернути заготовку відносно центру базуючого отвору:
![]() (Н)
(Н)
Проаналізувавши сили, що діють на заготовку, можна зробити висновок, що осьова сила PО діє в одному напрямку із силою затискання Q і намагається притиснути заготовку до столу, а тангенційна силаPZ намагається провернути заготовку відносно осі базуючого отвору.
Тому момент тертя, що створюється на відповідних поверхнях (між шайбою та поверхнею заготовки - поверхня 1, між установочно поверхнею заготовки та опорами - поверхня 2;) повинен перевищувати максимальний момент різання, який створюється силою PZ на величину коефіцієнта запасу затискання.

Рис. 4.5.1. Схема взаємодії сил та моментів, що діють на заготовку
Момент різання від сили PZ :
![]() (Н∙м),
(Н∙м),
тут ![]() мм (за кресленням) - довжина плеча.
мм (за кресленням) - довжина плеча.
Тоді рівняння взаємодії моментів різання та моментів тертя має вигляд:
![]() , де
, де
![]() - відповідно моменти тертя на першій і другій поверхнях;
- відповідно моменти тертя на першій і другій поверхнях;
![]() - коефіцієнт запасу затискання.
- коефіцієнт запасу затискання.
На поверхні 1 між шайбою та поверхнею заготовки між момент тертя створюється лише силою затискання Q і дорівнює:
![]() ,
,
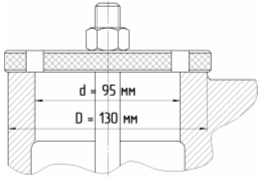
де ![]() - приведений радіус тертя на кільцевій поверхні :
- приведений радіус тертя на кільцевій поверхні :
![]() (мм) [див. рис.]
(мм) [див. рис.]
![]() = 0,16 - коефіцієнт тертя на поверхні 1 між шайбою та поверхнею заготовки;
= 0,16 - коефіцієнт тертя на поверхні 1 між шайбою та поверхнею заготовки;
На поверхні 2 між шайбою та поверхнею заготовки момент тертя створюється силою затискання Q, до якої додається осьова сила PО :
![]() ,
,
![]() (мм)
(мм)
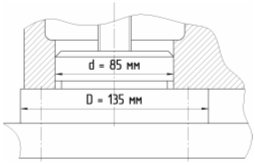
де ![]() = 0,16 - коефіцієнт тертя на поверхні 2 між установочно поверхнею заготовки та опорами;
= 0,16 - коефіцієнт тертя на поверхні 2 між установочно поверхнею заготовки та опорами;
Формула для визначення моменту тертя між шайбою та поверхнею заготовки враховує лише момент тертя в лівій опорі (за рис.), моментом тертя в правій опорі нехтуємо.
Отже загальне рівняння взаємодії моментів різання та моментів тертя матиме вигляд:
![]() ,
,
або
![]()
Тоді необхідна сила затискання:
![]()
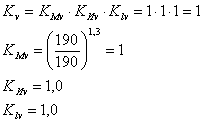
Коефіцієнт запасу затискання розраховується згідно [пр.3, 16] як добуток ряду коефі-цієнтів, що враховують конкретні умови обробки:
![]() , де
, де
![]() - коефіцієнт гарантованого запасу затискання;
- коефіцієнт гарантованого запасу затискання;
![]() - коефіцієнт, що враховує підвищення сил різання в залежності від стану шорсткості поверхонь, що обробляються (при чорновій обробці);
- коефіцієнт, що враховує підвищення сил різання в залежності від стану шорсткості поверхонь, що обробляються (при чорновій обробці);
![]() - коефіцієнт, що характеризує підвищення сил різання в результаті затуплення ріжучого інструменту;
- коефіцієнт, що характеризує підвищення сил різання в результаті затуплення ріжучого інструменту;
![]() - коефіцієнт, що враховує підвищення сил різання при переривчастому різанні (в нашому випадку обробка неперервна);
- коефіцієнт, що враховує підвищення сил різання при переривчастому різанні (в нашому випадку обробка неперервна);
![]() - коефіцієнт, що характеризує нестабільність сили затискання в затискному механізмі з ручним приводом;
- коефіцієнт, що характеризує нестабільність сили затискання в затискному механізмі з ручним приводом;
![]() - коефіцієнт, що характеризує ергономічність ручних затискних механізмів (зручність розташування рукояток та важелів в затискних механізмах з ручним приводом) - в нашому випадку при зручному та малому куті повороту;
- коефіцієнт, що характеризує ергономічність ручних затискних механізмів (зручність розташування рукояток та важелів в затискних механізмах з ручним приводом) - в нашому випадку при зручному та малому куті повороту;
![]() - коефіцієнт, що враховується при наявності крутних моментів - в нашому випадку при встановленні заготовки на опорні пластини.
- коефіцієнт, що враховується при наявності крутних моментів - в нашому випадку при встановленні заготовки на опорні пластини.
Отже загальний коефіцієнт запасу:
![]()
Необхідна сила затискання:
![]() (Н)
(Н)
Похожие работы
... де l – довжина обробки, мм l1 – врізання фрези, мм 4. Проектування спеціального пристрою Конструювання пристосування тісно пов'язане з розробкою технологічного процесу виготовлення даної деталі. У завдання технолога входять: вибір заготовки й технологічних баз; установлення маршруту обробки; уточнення змісту технологічних операцій з розробкою ескізів обробки, що дає уявлення про установку ...
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... гнучких виробничих систем, автоматичних ліній. На цих видах обладнання потрібні параметри якості повинні забезпечуватися за мінімальної участі оператора. ЗАГАЛЬНИЙ РОЗДІЛ 2.1. Короткі відомості про деталь. Технічні вимоги на виготовлення деталі. Деталь «Корпус компресора» входить в у складальну одиницю «Компресор ЕКВО-04». Заводське позначення деталі 37.01.00.23-107. Деталь відноситься до ...
0 комментариев