Технологічний розділ
Розрахунок припусків на обробку
Розробка технологічного процесу
Технічне нормування технологічного процесу
Організаційний розділ
Конструкторський розділ
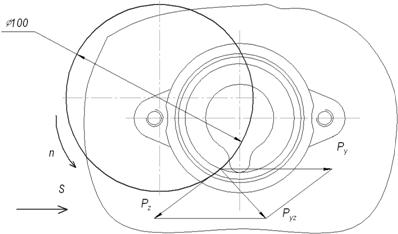
Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання
Визначення фактичної сили затискання заготовки в пристрої
Технічні вимоги на виготовлення конструкції пристрою
Навигация
Технічні вимоги на виготовлення конструкції пристрою
Розробка технологічного процесу виготовлення деталі - "Корпус"
107086
знаков
15
таблиц
8
изображений
4.7 Технічні вимоги на виготовлення конструкції пристрою
Конструкція пристрою повинна перш за все забезпечити необхідну точність обробки заготовки на заданій операції. Через це до неї висуваються наступні технічні вимоги:
- матеріал деталей пристрою повинен бути вибраний згідно відповідних рекомендацій в залежності від службового призначення деталі, способу її отримання, складності та ін.;
- повинна бути забезпечена достатня твердість складових елементів пристрою, що є наслідком правильного вибору термічної обробки;
- відповідні розміри елементів пристрою згідно креслень повинні забезпечити точність встановлення заготовки;
- похибки виготовлення елементів пристрою не повинні перевищувати встановлені допустимі значення, які встановлені для уникнення неточностей взаємного розташування оброблюваних і базових поверхонь заготовки, спотворення форми поверхонь, похибки оброблюваних розмірів тощо;
- шорсткості установочних поверхонь елементів пристрою повинна бути значно меншою за шорсткість відповідних поверхонь встановлюваної деталі;
- для отримання заданої точності обробки деталей спроектований пристрій повинен бути достатньо жорстким;
- повинен бути забезпечений вільний доступ різального інструмента до усіх оброблюваних поверхонь;
Через різноманітність конструктивних особливостей деталей пристроїв матеріал і термічну обробку призначають з урахуванням наступних вимог:
o недопустимі різкі зміни форми деталей;
o деталі не повинні мати гострих кутів, виступів, тонкостінних кінців, надрізів;
o різкі переходи деталей повинні бути заокруглені;
o перерізи деталей повинні бути, по можливості, симетричними і не мати значної різниці у масі;
o при складній формі деталей, по можливості, призначати тільки місцеві зони високої твердості.
Конкретні технічні вимоги для кожної деталі пристрою формулюємо окремо, керуючись наведеними вище принципами, і зазначаємо на відповідних їм кресленнях. (Згідно [8] та відповідних стандартів).
Література
1. Анурьев В.И. – Справочник конструктора-машиностроителя: В 3 т. Т.1. – 8-е изд., перераб. и доп. Под. ред. И.Н. Жестковой. – М.: Машиностроение, 2001. – 920 с.
2. Белоусов А.П. - Проектирование станочных приспособлений. - Изд. 2-е, перераб. и доп. - Учеб. пособие для техникумов. М., "Высш. школа", 1974. - 264 с.
3. ГОСТ 26645-85. - Оливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку.
4. Кирилович В.А., Мельничук П.П., Яновський В.А. - Нормування часу та режимів різання для токарних верстатів з ЧПК: Навчальний посібник для студентів машинобудівних спеціальностей / Під заг. ред. В.А. Кириловича. - Житомир: ЖІТІ, 2001. - 600 с.
5. Корсаков В.С. - Основы конструирования приспособлений: Учебник для вузов. - 2-е изд., перераб. и доп. - М: Машиностроение, 1983. - 277 с.
6. Курсовое проектирование по технологии машиностроения./Под ред. А.Ф. Горбацевича. – Минск, Высш. шк., 1975. – 288 с.
7. Мельничук П.П., Боровик А.І., Лінчевський П.А., Петраков Ю.В. – Технологія машинобудування: Підручник. – Житомир: ЖДТУ, 2005. – 882 с.
8. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство.- Изд. 2-е, М: Машиностроение, 1974. – 426 с.
9. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть І. Токарные, карусельные, токарно-револьверные, алмазно-расточные, сверлильные, строгальные, долбежные и фрезерные станки. Изд. 2-е, М: Машиностроение, 1974. – 406 с.
10. Петров П.В. – Расчет оливки и оценка способа литья. - Методические указания для выполнения практической работы по дисциплине "Технология приборостроения". – Новосибирск, ИИОТ СГГА, 2005.
11. Проектирование и производство заготовок в машиностроении: Учеб. Пособие / П.А. Руденко, Ю.А. Харламов, В.М. Плескач; под общ. ред. В.М. Плескача. – К.: Выща шк., 1991. – 247 с.
12. Справочник по чугунному литью./Под ред. д-ра техн. наук Н.Г. Гришовича. – 3-е изд., перераб. и доп. – Л.: Машиностроение, 1978. – 758 с.
13. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – Т1 - 656 с., Т2 - 496 с.
14. Станочные приспособления: Справочник. В 2-х т. / Ред. совет: Б.Н. Вардашкин (пред.) и др. - М.: Машиностроение, 1984. - Т.1 / Под ред. Б.Н. Вардашкина, А.А. Шатилова, 1984. - 592 с.
15. Станочные приспособления: Справочник. В 2-х т. / Ред. совет: Б.Н. Вардашкин (пред.) и др. - М.: Машиностроение, 1984. - Т.2 / Под ред. Б.Н. Вардашкина, В.В. Данилевского, 1984. -656 с.
16. Яновський В.А., Сніцар В.Г. - Технологічна оснастка: Практичні заняття. Навчально-методичний посібник. - Житомир: ЖДТУ, 2005. - 118 с.
Похожие работы
... де l – довжина обробки, мм l1 – врізання фрези, мм 4. Проектування спеціального пристрою Конструювання пристосування тісно пов'язане з розробкою технологічного процесу виготовлення даної деталі. У завдання технолога входять: вибір заготовки й технологічних баз; установлення маршруту обробки; уточнення змісту технологічних операцій з розробкою ескізів обробки, що дає уявлення про установку ...
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... гнучких виробничих систем, автоматичних ліній. На цих видах обладнання потрібні параметри якості повинні забезпечуватися за мінімальної участі оператора. ЗАГАЛЬНИЙ РОЗДІЛ 2.1. Короткі відомості про деталь. Технічні вимоги на виготовлення деталі. Деталь «Корпус компресора» входить в у складальну одиницю «Компресор ЕКВО-04». Заводське позначення деталі 37.01.00.23-107. Деталь відноситься до ...
0 комментариев