Технологічний розділ
Розрахунок припусків на обробку
Розробка технологічного процесу
Технічне нормування технологічного процесу
Організаційний розділ
Конструкторський розділ
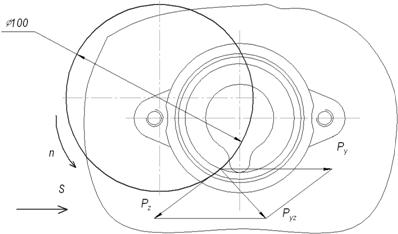
Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання
Визначення фактичної сили затискання заготовки в пристрої
Технічні вимоги на виготовлення конструкції пристрою
Навигация
Технічне нормування технологічного процесу
Розробка технологічного процесу виготовлення деталі - "Корпус"
107086
знаков
15
таблиц
8
изображений
2.7 Технічне нормування технологічного процесу
Операція 010: чорнове фрезерування
Основний час при чорновому фрезеруванні, виходячи з визначених попередньо значень:
![]() (хв)
(хв)
Допоміжний час
Допоміжний час визначається (згідно [п. ІІІ, с.15, 10]) за формулою:
![]() , де
, де
![]() хв - допоміжний час на встановлення (та зняття) деталі у тисках; згідно [карти 9, с. 43, поз. 6, 10]: установочна поверхня - необроблена, встановлення без вивірки, вага деталі до 30 кг;
хв - допоміжний час на встановлення (та зняття) деталі у тисках; згідно [карти 9, с. 43, поз. 6, 10]: установочна поверхня - необроблена, встановлення без вивірки, вага деталі до 30 кг;
![]() (хв) - допоміжний час пов’язаний з операцією: для фрезерування площини з фрезою, установленою на розмір, група верстату - ІІІ, вимірюваний розмір більше 100 мм (довжина столу до 1800 мм); визначається за [картою 31., с. 108, поз. 2, 10].
(хв) - допоміжний час пов’язаний з операцією: для фрезерування площини з фрезою, установленою на розмір, група верстату - ІІІ, вимірюваний розмір більше 100 мм (довжина столу до 1800 мм); визначається за [картою 31., с. 108, поз. 2, 10].
![]() - допоміжний час на вимірювання штангенциркулем оброблюваного розміру: визначається за [картою 86., арк. 8, с. 192, поз. 181, 10], контролюємо кожну 10-ту деталь в партії:
- допоміжний час на вимірювання штангенциркулем оброблюваного розміру: визначається за [картою 86., арк. 8, с. 192, поз. 181, 10], контролюємо кожну 10-ту деталь в партії:
![]() (хв);
(хв);
Сумарний допоміжний час рівний:
![]() (хв);
(хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (IIІ група верстатів):
Час на обслуговування робочого місця складе:
![]() оперативного часу [карта 19., с. 110, 10]
оперативного часу [карта 19., с. 110, 10]
Час на відпочинок і особисті потреби складе:
![]() оперативного часу [карта 88., с. 203, 10]
оперативного часу [карта 88., с. 203, 10]
Отже:
![]()
Норма штучного часу складає:
![]() (хв);
(хв);
Підготовчо-заключний час
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А), часу на додаткові прийоми (Тп.з.Б), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В).
Підготовчо-заключний час визначається за [картою 32., с. 110, 10] для вертикально-фрезерних верстатів. Для обробки в універсальному пристрої (тиски) без ділильної головки, при кількості встановлюваних фрез 1-2:
Тп.з.А = 18 хв
В даному випадку на додаткові прийоми час не витрачається, тому
Тп.з.Б = 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В = 10 хв
Таким чином:
Тп.з.= Тп.з.А+ Тп.з.Б+ Тп.з.В =18 + 0 + 10 = 28 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
![]() (хв)
(хв)
Операція 015: Фрезерно-розточувальна (чорнова)
Сумарний основний час роботи верстата на операції, визначений раніше:
![]() (хв)
(хв)
Визначення машинно-допоміжного часу:
Згідно [п. 2.2.6.2., с.105, 4] тривалість машинно-допоміжного часу автоматичної роботи верстата розраховується за формулою:
![]() , де
, де
![]() - загальний машинно-допоміжний час на автоматичну зміну позицій інструмента:
- загальний машинно-допоміжний час на автоматичну зміну позицій інструмента:
![]() , тут
, тут
![]() = 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата);
= 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата);
k - загальна кількість змін інструмента;
![]() - загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів:
- загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів:
![]() , де
, де
LXXj – довжина j-ї ділянки холостого ходу інструмента;
SXXj – подача (швидкість) холостих ходів за паспортом верстата = 4800 мм/хв
Тривалість машинно-допоміжного часу за наближеними розрахунками : ![]() (хв)
(хв)
Допоміжний час
Для верстатів з ЧПК допоміжний час визначається (згідно [п.1.1.1.1., с.8, 4]) за формулою:
![]() , де
, де
![]() хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основні елементи пристрою - площина і призма, вага деталі до 30 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основні елементи пристрою - площина і призма, вага деталі до 30 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
![]() (хв)
(хв)
- допоміжний час пов’язаний з операцією, який не ввійшов до УП за [картою 1.11., с. 57, поз. 1,4,6, 4], група верстатів - фрезерна:
· 0,6 хв - час для того, щоб встановити задане взаємне положення деталі та інструмента по координатах X, Y, Z та у разі необхідності зробити підналадку;
· 0,2 хв - час для того, щоб встановити перевірити прихід деталі або інструмента в задану точку після обробки;
· 0,04 хв - час для того, щоб встановити та зняти щиток від забризкування емульсією.
![]() - допоміжний час на контрольні вимірювання включає в себе час на два контролювання отворів гладким двостороннім калібром пробкою та визначення їх відхилень від геометричної форми індикатором часового типу , а також вимірювання штангенциркулем ШЦ-I-150-0,1 фрезерованого розміру, визначається за [картою 86., арк. 4, с. 188, поз. 73, 10], [картою 86., арк. 8, с. 192, поз. 187, 10] й за [картою 86., арк. 8, с. 192, поз. 181, 10] - (ОТК - 10%):
- допоміжний час на контрольні вимірювання включає в себе час на два контролювання отворів гладким двостороннім калібром пробкою та визначення їх відхилень від геометричної форми індикатором часового типу , а також вимірювання штангенциркулем ШЦ-I-150-0,1 фрезерованого розміру, визначається за [картою 86., арк. 4, с. 188, поз. 73, 10], [картою 86., арк. 8, с. 192, поз. 187, 10] й за [картою 86., арк. 8, с. 192, поз. 181, 10] - (ОТК - 10%):
![]() (хв);
(хв);
Сумарний допоміжний час рівний:
![]() (хв);
(хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (IIІ група верстатів):
Час на обслуговування робочого місця складе:
![]() оперативного часу [карта 32., с. 110, 10]
оперативного часу [карта 32., с. 110, 10]
Час на відпочинок і особисті потреби складе:
![]() оперативного часу [карта 88., с. 203, 10]
оперативного часу [карта 88., с. 203, 10]
Отже: ![]()
Норма штучного часу:
Для верстатів з ЧПК до норми штучного часу включається також машинно-допоміжний час при роботі верстата за програмою ТМД, який включає час на підведення/відведення деталі/інструмента від початкових точок в зону обробки, зміну величини напряму подачі, час технологічних пауз тощо:
![]() (хв);
(хв);
Підготовчо-заключний час
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А), часу на додаткові прийоми (Тп.з.Б), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В).
Підготовчо-заключний час визначається за [картою 32., с. 110, 10] для вертикально-фрезерних верстатів. Група верстатів ІІІ. Для обробки в спеціальному пристрої, при кількості встановлюваних інструментів > 2:
Тп.з.А = 30 хв
В даному випадку на додаткові прийоми час не витрачається, тому
Тп.з.Б = 0
Час на отримання і здання інструментів працівником для ІІІ групи верстатів складає:
Тп.з.В = 10 хв
Таким чином: Тп.з.= Тп.з.А + Тп.з.Б + Тп.з.В = 30 + 0 + 10 = 40 (хв)
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії:
![]() (хв)
(хв)
Операція 020: напівчистове і чистове фрезерування
Сумарний основний час на операції, визначений раніше:
![]() (хв)
(хв)
Допоміжний час
Допоміжний час визначається (згідно [п. ІІІ, с.15, 10]) за формулою:
![]() , де
, де
![]() хв - допоміжний час на встановлення (та зняття) деталі у тисках; згідно [карти 9, с. 43, поз. 1, 10]: установочна поверхня - оброблена, встановлення без вивірки, вага деталі до 30 кг;
хв - допоміжний час на встановлення (та зняття) деталі у тисках; згідно [карти 9, с. 43, поз. 1, 10]: установочна поверхня - оброблена, встановлення без вивірки, вага деталі до 30 кг;
![]() (хв) - допоміжний час пов’язаний з операцією:
(хв) - допоміжний час пов’язаний з операцією:
- для фрезерування площини зі фрезою, встановленою на розмір, група верстату - ІІІ, вимірюваний розмір більше 100 мм (довжина столу до 1800 мм); визначається за [картою 31., с. 108, поз. 2, 10] = 0,22 хв;
- для зміни числа обертів шпинделя та подачі (відповідно по 0,08 хв) за [картою 31., с. 108, поз. 15,16, 10]
![]() - допоміжний час на вимірювання штангенциркулем оброблюваного розміру: визначається за [картою 86., арк. 8, с. 192, поз. 181, 10], контролюємо кожну 10-ту деталь в партії:
- допоміжний час на вимірювання штангенциркулем оброблюваного розміру: визначається за [картою 86., арк. 8, с. 192, поз. 181, 10], контролюємо кожну 10-ту деталь в партії:
![]() (хв);
(хв);
Сумарний допоміжний час рівний:
![]() (хв);
(хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (IIІ група верстатів):
Час на обслуговування робочого місця складе:
![]() оперативного часу [карта 19., с. 110, 10]
оперативного часу [карта 19., с. 110, 10]
Час на відпочинок і особисті потреби складе:
![]() оперативного часу [карта 88., с. 203, 10]
оперативного часу [карта 88., с. 203, 10]
Отже:
![]()
Норма штучного часу складає:
![]() (хв);
(хв);
Підготовчо-заключний час
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А), часу на додаткові прийоми (Тп.з.Б), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В).
Підготовчо-заключний час визначається за [картою 32., с. 110, 10] для вертикально-фрезерних верстатів. Для обробки в універсальному пристрої (тиски) без ділильної головки, при кількості встановлюваних фрез 1-2:
Тп.з.А = 18 хв
В даному випадку на додаткові прийоми час не витрачається, тому
Тп.з.Б = 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В = 10 хв
Таким чином:
Тп.з.= Тп.з.А + Тп.з.Б + Тп.з.В =18 + 0 + 10 = 28 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
![]() (хв)
(хв)
Операція 025: Фрезерно-розточувальна (чистова і напівчистова)
Основний час роботи верстата на операції, визначений раніше:
![]() (хв)
(хв)
Визначення машинно-допоміжного часу:
Згідно [п. 2.2.6.2., с.105, 4] тривалість машинно-допоміжного часу автоматичної роботи верстата розраховується за формулою:
![]() , де
, де
![]() - загальний машинно-допоміжний час на автоматичну зміну позицій інструмента:
- загальний машинно-допоміжний час на автоматичну зміну позицій інструмента:
![]() , тут
, тут
![]() = 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата);
= 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата);
k - загальна кількість змін інструмента;
![]() - загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів:
- загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів:
![]() , де
, де
LXXj – довжина j-ї ділянки холостого ходу інструмента;
SXXj – подача (швидкість) холостих ходів за паспортом верстата = 4800 мм/хв
Тривалість машинно-допоміжного часу за наближеними розрахунками:
![]() (хв)
(хв)
Допоміжний час:
Для верстатів з ЧПК допоміжний час визначається (згідно [п.1.1.1.1., с.8, 4]) за формулою:
![]() , де
, де
![]() хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основні елементи пристрою - площина і призма, вага деталі до 30 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основні елементи пристрою - площина і призма, вага деталі до 30 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
![]() (хв) - допоміжний час пов’язаний з операцією, який не ввійшов до УП за [картою 1.11., с. 57, поз. 1,4,6, 4], група верстатів - фрезерна:
(хв) - допоміжний час пов’язаний з операцією, який не ввійшов до УП за [картою 1.11., с. 57, поз. 1,4,6, 4], група верстатів - фрезерна:
· 0,6 хв - час для того, щоб встановити задане взаємне положення деталі та інструмента по координатах X, Y, Z та у разі необхідності зробити підналадку;
· 0,2 хв - час для того, щоб встановити перевірити прихід деталі або інструмента в задану точку після обробки;
· 0,04 хв - час для того, щоб встановити та зняти щиток від забризкування емульсією.
![]() - допоміжний час на контрольні вимірювання включає в себе час на два контролювання отворів гладким двостороннім калібром пробкою та визначення їх відхилень від геометричної форми індикатором часового типу , а також вимірювання штангенциркулем ШЦ-I-150-0,1 фрезерованого розміру, визначається за [картою 86., арк. 4, с. 188, поз. 73, 10], [картою 86., арк. 8, с. 192, поз. 187, 10] й за [картою 86., арк. 8, с. 192, поз. 181, 10], - (ОТК - 10%):
- допоміжний час на контрольні вимірювання включає в себе час на два контролювання отворів гладким двостороннім калібром пробкою та визначення їх відхилень від геометричної форми індикатором часового типу , а також вимірювання штангенциркулем ШЦ-I-150-0,1 фрезерованого розміру, визначається за [картою 86., арк. 4, с. 188, поз. 73, 10], [картою 86., арк. 8, с. 192, поз. 187, 10] й за [картою 86., арк. 8, с. 192, поз. 181, 10], - (ОТК - 10%):
![]() (хв);
(хв);
Сумарний допоміжний час рівний:
![]() (хв);
(хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (IIІ група верстатів):
Час на обслуговування робочого місця складе:
![]() оперативного часу [карта 32., с. 110, 10]
оперативного часу [карта 32., с. 110, 10]
Час на відпочинок і особисті потреби складе:
![]() оперативного часу [карта 88., с. 203, 10]
оперативного часу [карта 88., с. 203, 10]
Отже:
![]()
Норма штучного часу:
Для верстатів з ЧПК до норми штучного часу включається також машинно-допоміжний час при роботі верстата за програмою ТМД, який включає час на підведення/відведення деталі/інструмента від початкових точок в зону обробки, зміну величини напряму подачі, час технологічних пауз тощо:
![]() (хв);
(хв);
Підготовчо-заключний час:
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А), часу на додаткові прийоми (Тп.з.Б), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В).
Підготовчо-заключний час визначається за [картою 32., с. 110, 10] для вертикально-фрезерних верстатів. Група верстатів ІІІ. Для обробки в спеціальному пристрої, при кількості встановлюваних інструментів > 2:
Тп.з.А = 30 хв
В даному випадку на додаткові прийоми час не витрачається, тому
Тп.з.Б = 0
Час на отримання і здання інструментів працівником для ІІІ групи верстатів складає:
Тп.з.В = 10 хв
Таким чином:
Тп.з.= Тп.з.А + Тп.з.Б + Тп.з.В = 30 + 0 + 10 = 40 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
![]() (хв)
(хв)
Операція 030: Свердлувальна
Основний технологічний час на операцію, визначений раніше:
![]() (хв)
(хв)
Визначення машинно-допоміжного часу:
Згідно [п. 2.2.6.2., с.105, 4] тривалість машинно-допоміжного часу автоматичної роботи верстата розраховується за формулою:
![]() , де
, де
![]() - загальний машинно-допоміжний час на автоматичну зміну позицій інструмента:
- загальний машинно-допоміжний час на автоматичну зміну позицій інструмента:
![]() , тут
, тут
![]() = 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата);
= 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата);
k - загальна кількість змін інструмента;
![]() - загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів;
- загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів;
![]() , де
, де
LXXj – довжина j-ї ділянки холостого ходу інструмента;
SXXj – подача (швидкість) холостих ходів за паспортом верстата = 4000 мм/хв
За наближеними розрахунками: ![]() (хв)
(хв)
Допоміжний час:
Для верстатів з ЧПК допоміжний час визначається (згідно [п.1.1.1.1., с.8, 4]) за формулою:
![]() , де
, де
![]() хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основний елемент пристрою - площина, вага деталі до 30 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основний елемент пристрою - площина, вага деталі до 30 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
![]() (хв)
(хв)
- допоміжний час пов’язаний з операцією, який не ввійшов до УП за [картою 1.11., с. 57, поз. 1,4,6, 4], група верстатів - фрезерна:
· 0,2 хв - час для того, щоб встановити задане взаємне положення деталі та інструмента по координатах X, Y, Z та у разі необхідності зробити підналадку;
· 0,12 хв - час для того, щоб встановити перевірити прихід деталі або інструмента в задану точку після обробки;
· 0,03 хв - час для того, щоб встановити та зняти щиток від забризкування емульсією.
![]() - допоміжний час на вимірювання: контролюємо вибірково кожну 10-ту деталь в партії; допоміжний час витрачається на контроль 7-и відстаней штангенциркулями ШЦ І 125-0,1 та ШЦ І 300-0,05, 4-х отворів індикаторним нутроміром, діаметрів 12-и отворів гладкими калібрами пробками; 4-х різьбових отворів різьбовими калібрами; визначається за [картою 86., 10] :
- допоміжний час на вимірювання: контролюємо вибірково кожну 10-ту деталь в партії; допоміжний час витрачається на контроль 7-и відстаней штангенциркулями ШЦ І 125-0,1 та ШЦ І 300-0,05, 4-х отворів індикаторним нутроміром, діаметрів 12-и отворів гладкими калібрами пробками; 4-х різьбових отворів різьбовими калібрами; визначається за [картою 86., 10] :
![]() (хв);
(хв);
Сумарний допоміжний час рівний:
![]() (хв);
(хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (IIІ група верстатів):
Час на обслуговування робочого місця складе:
![]() оперативного часу [карта 28., с. 100, 10]
оперативного часу [карта 28., с. 100, 10]
Час на відпочинок і особисті потреби складе:
![]() оперативного часу [карта 88., с. 203, 10]
оперативного часу [карта 88., с. 203, 10]
Отже: ![]()
Норма штучного часу:
Для верстатів з ЧПК до норми штучного часу включається також машинно-допоміжний час при роботі верстата за програмою ТМД, який включає час на підведення/відведення деталі/інструмента від початкових точок в зону обробки, зміну величини напряму подачі, час технологічних пауз тощо:
![]() (хв);
(хв);
Підготовчо-заключний час:
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А), часу на додаткові прийоми (Тп.з.Б), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В).
Підготовчо-заключний час визначається за [картою 28., с. 100, 10]. Для обробки в універсальному пристрої, при кількості встановлюваних інструментів до 6:
Тп.з.А = 13 хв
Час на додаткові прийоми час не витрачається, тому
Тп.з.Б = 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В = 6 хв
Таким чином:
Тп.з.= Тп.з.А + Тп.з.Б + Тп.з.В = 13 + 0 + 6 = 19 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
![]() (хв)
(хв)
Операція 035: Свердлувальна
Основний технологічний час на операцію, визначений раніше:
![]() (хв)
(хв)
Визначення машинно-допоміжного часу:
Згідно [п. 2.2.6.2., с.105, 4] тривалість машинно-допоміжного часу автоматичної роботи верстата розраховується за формулою:
![]() , де
, де
![]() - загальний машинно-допоміжний час на автоматичну зміну позицій інструмента:
- загальний машинно-допоміжний час на автоматичну зміну позицій інструмента:
![]() , тут
, тут
![]() = 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата);
= 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата);
k - загальна кількість змін інструмента;
![]() - загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів;
- загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів;
![]() , де
, де
LXXj – довжина j-ї ділянки холостого ходу інструмента;
SXXj – подача (швидкість) холостих ходів за паспортом верстата = 4000 мм/хв.
За наближеними розрахунками: ![]() (хв)
(хв)
Допоміжний час:
Для верстатів з ЧПК допоміжний час визначається (згідно [п.1.1.1.1., с.8, 4]) за формулою:
![]() , де
, де
![]() хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основний елемент пристрою - площина, вага деталі до 20 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основний елемент пристрою - площина, вага деталі до 20 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
![]() (хв) - допоміжний час пов’язаний з операцією, який не ввійшов до УП за [картою 1.11., с. 57, поз. 1,4,6, 4], група верстатів - фрезерна:
(хв) - допоміжний час пов’язаний з операцією, який не ввійшов до УП за [картою 1.11., с. 57, поз. 1,4,6, 4], група верстатів - фрезерна:
· 0,2 хв - час для того, щоб встановити задане взаємне положення деталі та інструмента по координатах X, Y, Z та у разі необхідності зробити підналадку;
· 0,12 хв - час для того, щоб встановити перевірити прихід деталі або інструмента в задану точку після обробки;
· 0,03 хв - час для того, щоб встановити та зняти щиток від забризкування емульсією.
![]() - допоміжний час на вимірювання: контролюємо вибірково кожну 10-ту деталь в партії; допоміжний час витрачається на контроль відстані штангенциркулем ШЦ І 125-0,1, та 6 різьбових отворів різьбовими калібрами-пробками; визначається за [картою 86., 10]:
- допоміжний час на вимірювання: контролюємо вибірково кожну 10-ту деталь в партії; допоміжний час витрачається на контроль відстані штангенциркулем ШЦ І 125-0,1, та 6 різьбових отворів різьбовими калібрами-пробками; визначається за [картою 86., 10]:
![]() (хв);
(хв);
Сумарний допоміжний час рівний:
![]() (хв);
(хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування:
Час на обслуговування робочого місця складе:
![]() оперативного часу [карта 28., с. 100, 10]
оперативного часу [карта 28., с. 100, 10]
Час на відпочинок і особисті потреби складе:
![]() оперативного часу [карта 88., с. 203, 10]
оперативного часу [карта 88., с. 203, 10]
Отже: ![]()
Норма штучного часу :
Для верстатів з ЧПК до норми штучного часу включається також машинно-допоміжний час при роботі верстата за програмою ТМД, який включає час на підведення/відведення деталі/інструмента від початкових точок в зону обробки, зміну величини напряму подачі, час технологічних пауз тощо:
![]() (хв);
(хв);
Підготовчо-заключний час:
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А), часу на додаткові прийоми (Тп.з.Б), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В).
Підготовчо-заключний час визначається за [картою 28., с. 100, 10]. Для обробки в універсальному пристрої, при кількості встановлюваних інструментів до 6:
Тп.з.А = 13 хв
Час на додаткові прийоми час не витрачається, тому
Тп.з.Б = 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В = 6 хв
Таким чином:
Тп.з.= Тп.з.А + Тп.з.Б + Тп.з.В = 13 + 0 + 6 = 19 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
![]() (хв)
(хв)
Операція 040: Свердлувальна
Основний час, визначений раніше:
![]() (хв)
(хв)
Допоміжний час:
Допоміжний час визначається (згідно [п. ІІІ, с.15, 10]) за формулою:
![]() , де
, де
![]() хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; згідно [карти 9, с. 54, поз. 6, 10]: установочна поверхня - оброблена, встановлення без вивірки, вага деталі до 20 кг; основний елемент пристрою площина, установочна площина - вертикальна; пристрій закритий (кондуктор).
хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; згідно [карти 9, с. 54, поз. 6, 10]: установочна поверхня - оброблена, встановлення без вивірки, вага деталі до 20 кг; основний елемент пристрою площина, установочна площина - вертикальна; пристрій закритий (кондуктор).
![]() - допоміжний час пов’язаний з операцією, визначається за [картою 29., с. 108-109, 10]: група верстату - ІІ (найбільший діаметр просверлюваних отворів до 50 мм), довжина горизонтального переміщення інструменту для обробки наступного отвору до 200 мм. Його складові :
- допоміжний час пов’язаний з операцією, визначається за [картою 29., с. 108-109, 10]: група верстату - ІІ (найбільший діаметр просверлюваних отворів до 50 мм), довжина горизонтального переміщення інструменту для обробки наступного отвору до 200 мм. Його складові :
· 0,12 хв - час на свердління по кондуктору, [поз. 3];
· 0,02 хв - час на ввімкнення/вимкнення обертів шпинделя, [поз. 10];
· 0,09 хв - час на зміну числа обертів шпинделя або величини подачі [поз. 13];
· 0,09 хв - час на встановлення та зняття інструменту у швидкозмінному патроні з вимкненням обертів шпинделя, [поз. 18];
· 0,09 хв - час на поворот деталі з пристроєм на кут з фіксацією, [поз. 3];
Враховуючи структуру операції: кількість змін інструменту, числа обертів шпинделя та подачі, поворотів деталі у пристрої, допоміжний час, пов’язаний з операцією, дорівнюватиме:
![]() (хв);
(хв);
![]() - допоміжний час на вимірювання штангенциркулем 9 розмірів: визначається за [картою 86., арк. 8, с. 192, поз. 181, 10], контролюємо кожну 10-ту деталь в партії:
- допоміжний час на вимірювання штангенциркулем 9 розмірів: визначається за [картою 86., арк. 8, с. 192, поз. 181, 10], контролюємо кожну 10-ту деталь в партії:
![]() (хв);
(хв);
Сумарний допоміжний час рівний:
![]() (хв);
(хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (II група верстатів):
Час на обслуговування робочого місця складе:
![]() оперативного часу [карта 19., с. 110, 10]
оперативного часу [карта 19., с. 110, 10]
Час на відпочинок і особисті потреби складе:
![]() оперативного часу [карта 88., с. 203, 10]
оперативного часу [карта 88., с. 203, 10]
Отже:
![]()
Норма штучного часу складає:
![]() (хв);
(хв);
Підготовчо-заключний час:
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А), часу на додаткові прийоми (Тп.з.Б), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В).
Підготовчо-заключний час визначається за [картою 28., с. 100, 10]. Для обробки в універсальному пристрої, при кількості встановлюваних інструментів до 6:
Тп.з.А = 13 хв
Час на додаткові прийоми час не витрачається, тому
Тп.з.Б = 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В = 6 хв
Таким чином:
Тп.з.= Тп.з.А+ Тп.з.Б+ Тп.з.В = 13 + 0 + 6 = 19 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
![]() (хв)
(хв)
Похожие работы
... де l – довжина обробки, мм l1 – врізання фрези, мм 4. Проектування спеціального пристрою Конструювання пристосування тісно пов'язане з розробкою технологічного процесу виготовлення даної деталі. У завдання технолога входять: вибір заготовки й технологічних баз; установлення маршруту обробки; уточнення змісту технологічних операцій з розробкою ескізів обробки, що дає уявлення про установку ...
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...
... IT14/2 1,25 0,3 115,6 IT14/2 Æ105/Æ70h7 Заготовка 13,2 Точити IT14/2 Rz80 1,0 12,2IT14/2 Точити IT14/2 Rz40 0,3 11,9IT14/2 Шліфувати IT14/2 1,25 0,3 11,6IT14/2 2.3 Розробка технологічного процесу 2.3.1 Маршрутно-операційний опис технологічного процесу Таблиця 6 Хід технологічного процесу ...
... гнучких виробничих систем, автоматичних ліній. На цих видах обладнання потрібні параметри якості повинні забезпечуватися за мінімальної участі оператора. ЗАГАЛЬНИЙ РОЗДІЛ 2.1. Короткі відомості про деталь. Технічні вимоги на виготовлення деталі. Деталь «Корпус компресора» входить в у складальну одиницю «Компресор ЕКВО-04». Заводське позначення деталі 37.01.00.23-107. Деталь відноситься до ...
0 комментариев