Описание служебного назначения детали
Анализ технологичности конструкции детали
Коэффициент точности
Технико-экономическое обоснование выбора заготовки
Выбор вариантов схем базирования заготовки
Разработка маршрута обработки заготовки
Выбор станочных приспособлений, режущего, вспомогательного и мерительного инструмента
Формирование структуры операций
Расчет припусков и размеров заготовки
Нормирование технологических операций
Фрезерную
Навигация
Нормирование технологических операций
Технология изготовления детали типа "Вал"
63316
знаков
31
таблица
17
изображений
8. Нормирование технологических операций
Технически обоснованная норма времени устанавливается с учетом проектируемого технологического процесса, организации труда и квалификации рабочих, соответствующих заданному типу производства и рациональной организации рабочих мест.
Определим нормы времени для каждой технологической операции механической обработки заготовки.
Для серийного производства норма времени на выполнение технологической операции определяется как штучно-калькуляционное время по формуле
ТШК = ТШ + ![]() , (27)
, (27)
где ТШ – штучное время на операцию, мин;
ТПЗ – подготовительно-заключительное время;
nП – размер партии деталей.
Норма штучного времени на операцию в общем случае рассчитывается по формуле
ТШ = ![]() ∙ ТОП ∙ (1 +
∙ ТОП ∙ (1 + ![]() ) (28)
) (28)
где q – число одновременно обрабатываемых заготовок (в нашем случае q = 1);
ТОП - оперативное время;
аобс – время на организационное и техническое обслуживание рабочего места в процентах;
аотл - время на отдых и личные надобности в процентах к оперативному времени.
Оперативное время вычисляется по формуле
ТОП = ТО + ТВ + КТВ, (29)
где ТО – основное (машинное) время;
ТВ – вспомогательное время на выполнение вспомогательных переходов;
КТВ - коэффициент вспомогательного времени, учитывающий тип оборудования и серийность производства.
Основное время определяется по формуле
ТО = ![]() , (30)
, (30)
где toj – время выполнения отдельного технологического перехода.
toj = ![]() i, (31)
i, (31)
где l – длина обрабатываемой поверхности;
lB – длина врезания инструмента;
ln – длина перебега инструмента;
S0 – оборотная подача;
n – частота вращения шпинделя;
i – число проходов, выполняемых на данном переходе.
Вспомогательное время на операцию определяем по формуле
ТВ = ТВУ + ТВСП + ТВИ, (32)
где ТВУ – время на установку и снятие заготовки;
ТВСП – вспомогательное время, связанное с выполнением перехода и операции;
ТВИ – время на контрольные измерения.
Для технологических операций, выполняемых на станках ЧПУ, штучное время определяется по формуле
ТШТ =(Та + ТВ КТВ) (1 + ![]() ), (33)
), (33)
где Та – время автоматической работы по программе;
Тоб – время на обслуживание рабочего места и личные надобности в процентах.
Та = Тоа + Тва, (34)
где Тао – время основной работы по программе;
Тва – время вспомогательной работы по программе;
Тоа = ![]() , (35)
, (35)
где li – длина пути, проходимого инструментом на участке траектории движения;
Sмi – минутная скорость подачи.
Тва = ТХ + ТОСТ, (36)
где ТХ – время автоматической вспомогательной работы на быстрые перемещения;
ТОСТ – время технологических пауз при смене инструмента, проверке размеров и т.п.
В качестве примера определим норму времени для 030 операции, токарной с ЧПУ.
Время автоматической работы определим по формуле
Та = ![]() +
+ ![]() (37)
(37)
Значения toaiи tвaj определяются из таблицы, составленной в соответствии с траекторией движения инструмента (рис. 14).
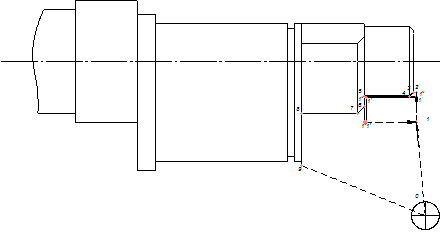
Рисунок 14 - Траектория движения инмтрумента на операции 030
Таблица 16 - Нормы времени на операцию 030 токарную с ЧПУ
| N | Lмм | Sмм/мин | Тоа мин | Твамин |
| 0-1 1-1I 1I-1II 1II-1III 1III-1 1-1IV 1IV-1V 1V-1VI 1VI-1 1-2 2-3 3-4 4-5 5-6 | 165 6.93 14.35 6.93 14.35 7.29 14.88 7.29 14.88 8.5 1 1.58 12.88 3 | 2000 2000 400 480 2000 2000 300 400 2000 2000 187 187 187 312 | - - 0.035 0.0144 - - 0,0496 0,01822 - - 0.0053 0.0084 0.0688 0.0096 | 0.0825 0,00346 - - 0,00717 0,003645 - - 0,00744 0,00425 - - - - |
| 6-7 7-8 8-9 9-0 | 2.83 16 15 178.39 | 312 400 480 2000 | 0.009 0.04 0.03125 - | - - - 0,08919 |
Та = 0.241+0.228=0,469мин
Тв=Тву+Твсп+Твн=0,45+0,55+0,47=1,47 мин
где Тву = 0,45 мин (К.2, стр.36, [5]) – время на установку и снятие заготовки;
Твсп. = 0,04 + 0,03 + 0,15 + 0,04+0.29 = 0,55 мин (К.8, стр.50, [5]) – время, связанное с выполнением переходов;
Тви = 0.3+0.07+0.1= 0.47 мин (К.9, стр.52, [5]) – время на контрольные измерения;
Тоб = 10% (К.10, стр.55, [5]) – время технологического обслуживания и отдыха;
Ктв = 1 (К.1, стр.35, [5]) – поправочный коэффициент на вспомогательное время, зависящий от серийности работ, типа оборудования и трудоёмкости.
Тш = (0,469 + 1,47∙1)∙(1 + ![]() ) = 2,13 мин
) = 2,13 мин
Тпз = 14 мин – (К.11, стр.50, [5]) подготовительно-заключительное время;
nД = 84 – размер партии деталей.
Определим штучно-калькуляционное время:
Тш-к = 2,13 + ![]() = 2,29 мин.
= 2,29 мин.
Расчет и выбор норм времени на операцию с ручным управлением.
Похожие работы





... 100h12 12 6,3 Черновое точение 12 6,3 9 100 9 3,2 Однократное фрезерование 9 3,2 Используя результаты разработки МОП, приведем перечень операций технологического процесса в их технологической последовательности. Представим его виде таблицы: Таблица 4.2 Операционная карта обработки зубчатого колеса № Опе-рации Технологическая операция Элементарная поверхность 005 Токарно- ...

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
... Выбор метода получения заготовки осуществляется на основе литературных данных с учетом заданной серийности производства. На все обрабатываемые поверхности назначается общий припуск, допуск и предельные отклонения. Оформляется чертеж заготовки. 2.1 Заготовки из проката и специальных профилей Для изготовления деталей методами резания и пластической деформации применяют сортовой, специальный ...





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
0 комментариев