Описание служебного назначения детали
Анализ технологичности конструкции детали
Коэффициент точности
Технико-экономическое обоснование выбора заготовки
Выбор вариантов схем базирования заготовки
Разработка маршрута обработки заготовки
Выбор станочных приспособлений, режущего, вспомогательного и мерительного инструмента
Формирование структуры операций
Расчет припусков и размеров заготовки
Нормирование технологических операций
Фрезерную
Навигация
Выбор вариантов схем базирования заготовки
Технология изготовления детали типа "Вал"
63316
знаков
31
таблица
17
изображений
6.2 Выбор вариантов схем базирования заготовки
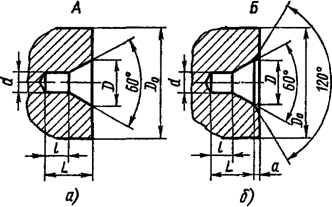
На первой фрезерно-центровальной операции базируем заготовку по наружным поверхностям диаметром 33 и 34 мм, выбрав ее в качестве черновой базы, для одновременной обработки торцов и сверления центровых отверстий.
Данная схема базирования лишает заготовку 5 степеней свободы - перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Наружная цилиндрическая поверхность является двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец является опорной базой и лишает заготовку 1 степени подвижности. Наружная цилиндрическая поверхность является черновой базой и используется на черновых операциях. Такая схема реализуется при установке заготовки в тисках с призматическими губками.
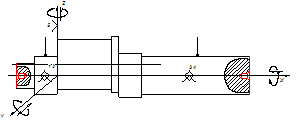
Рисунок 5 - Схема базирования заготовки 015 операции
На 020 токарной с ЧПУ операции базируемся по центровым отверстиям, выбрав ее в качестве чистовой базы и торцу для обработки базовой поверхности для черновой и чистовой обработки поверхностей диаметром 30,233 и 35 и подрезки торцов в размер 102 и 84 мм
Данная схема базирования лишает заготовку 5 степеней свободы -перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Торец является опорной базой и лишает заготовку 1-х степеней свободы, а наружная цилиндрическая поверхность – двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец и центровые отверстия являются чистовыми базами и используются неоднократно. Такая схема реализуется при установке заготовки в комбинированном патроне и заднем центре.

Рисунок 6 - Схема базирования заготовки 020 операции
На 025 токарной с ЧПУ операции базируемся по центровым отверстиям, выбрав их в качестве чистовой базы и торцу для обработки поверхности диаметром 45,40,239 и подрезки торцов в размер 74, 79 мм, а также обработки канавки диаметром 37,5
Данная схема базирования лишает заготовку 5 степеней свободы -перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Торец является опорной базой и лишает заготовку 1-х степеней свободы, а наружная цилиндрическая поверхность – двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец и центровые отверстия являются чистовыми базами и используются неоднократно. Такая схема реализуется при установке заготовки в центросместитильный патрон и задний центр.
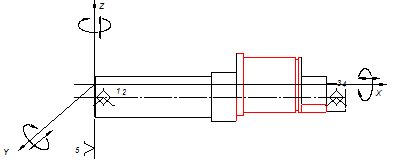
Рисунок 7 - Схема базирования заготовки 025 операции
На 030 токарной с ЧПУ операции базируемся по центровым отверстиям, выбрав ее в качестве чистовой базы и торцу для обработки базовой поверхности для черновой и чистовой обработки поверхностей диаметром 30 и 20,233 и подрезки торцов в размер 32 и 14 мм
Данная схема базирования лишает заготовку 5 степеней свободы -перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Торец является опорной базой и лишает заготовку 1-х степеней свободы, а наружная цилиндрическая поверхность – двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец и центровые отверстия являются чистовыми базами и используются неоднократно. Такая схема реализуется при установке заготовки в комбинированном патроне и заднем центре.
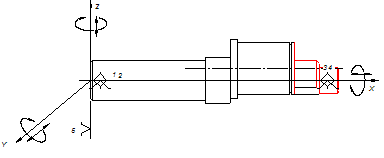
Рисунок 8 - Схема базирования заготовки 020 операции
На фрезерных 035,040 операциях базируемся по цилиндрической поверхности и торцу для обработки, шпоночного паза 8 и лыски радиусом 7. Данная схема базирования лишает заготовку 5 степеней свободы. Торец - опорная база, лишающая заготовку 1-ой степени свободы, цилиндрическая поверхность – двойная направляющая база, лишающая заготовку 4-х степеней свободы. Торец и цилиндрическая поверхность являются чистовыми базами. Для закрепления приложена сила P.Данная схема реализуется при установки заготовки в спец. приспособление и призмы.
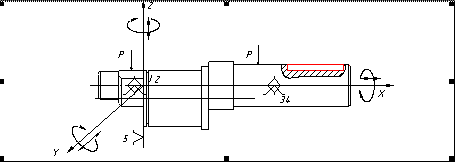
Рисунок 9 - Схема базирования заготовки 035 операции
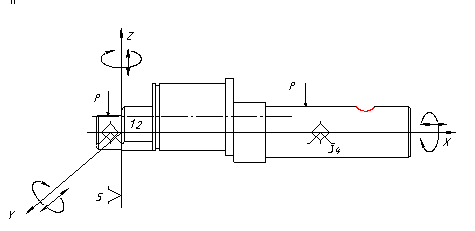
Рисунок 10 - Схема базирования заготовки 040 операции
На шлифовальных 055,065 операции применяется базирование в поводковом патроне и заднем центре. Данная схема базирования применяется для шлифования поверхностей диаметром 20 k6, 30 k6 шероховатостью Ra=1,25 мкм. Данная схеме базирования лишает заготовку 5-ти степеней свободы - перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Ось является двойной направляющей базой и лишает деталь 4 степеней свободы; торец являются опорной базой и лишает 1 степени свободы.
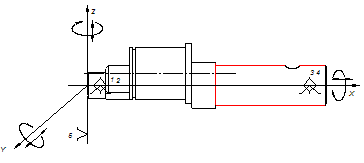
Рисунок 11 - Схема базирования заготовки 055 операции
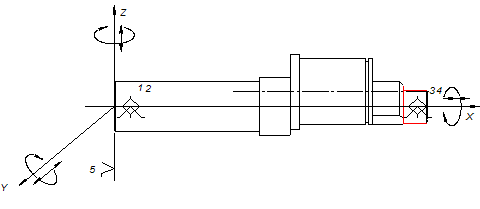
Рисунок 12 - Схема базирования заготовки 065 операции
На шлифовальной 060 операции применяется базирование в спец. патроне со смещенным центром и заднем центре. Данная схема базирования применяется для шлифования поверхностей диаметром 40 k6 шероховатостью Ra=1,25 мкм. Данная схеме базирования лишает заготовку 5-ти степеней свободы -перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Ось является двойной направляющей базой и лишает деталь 4 степеней свободы; торец являются опорной базой и лишает 1 степени свободы.
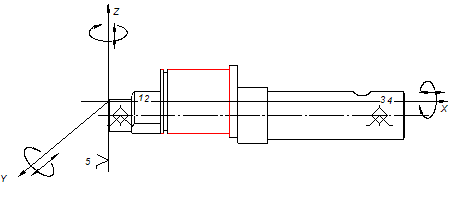
Рисунок 13 - Схема базирования заготовки 060 операции
Похожие работы





... 100h12 12 6,3 Черновое точение 12 6,3 9 100 9 3,2 Однократное фрезерование 9 3,2 Используя результаты разработки МОП, приведем перечень операций технологического процесса в их технологической последовательности. Представим его виде таблицы: Таблица 4.2 Операционная карта обработки зубчатого колеса № Опе-рации Технологическая операция Элементарная поверхность 005 Токарно- ...

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
... Выбор метода получения заготовки осуществляется на основе литературных данных с учетом заданной серийности производства. На все обрабатываемые поверхности назначается общий припуск, допуск и предельные отклонения. Оформляется чертеж заготовки. 2.1 Заготовки из проката и специальных профилей Для изготовления деталей методами резания и пластической деформации применяют сортовой, специальный ...





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
0 комментариев