Описание служебного назначения детали
Анализ технологичности конструкции детали
Коэффициент точности
Технико-экономическое обоснование выбора заготовки
Выбор вариантов схем базирования заготовки
Разработка маршрута обработки заготовки
Выбор станочных приспособлений, режущего, вспомогательного и мерительного инструмента
Формирование структуры операций
Расчет припусков и размеров заготовки
Нормирование технологических операций
Фрезерную
Навигация
Коэффициент точности
Технология изготовления детали типа "Вал"
63316
знаков
31
таблица
17
изображений
3. Коэффициент точности
 (8)
(8)
где Аср - средний квалитет точности
![]() ,(9)
,(9)
где ni - количество поверхностей одного и тогоже квалитета;
N0 – общее количество поверхностей.
![]()
![]() >0,8 – деталь технологична.
>0,8 – деталь технологична.
4. Коэффициент шероховатости
 (10)
(10)
где Бср- среднее арифметическое значение шероховатости обрабатываемых поверхностей по параметру Ra
 , (11)
, (11)
где ni - количество поверхностей одного и тогоже квалитета;
N0 – общее количество поверхностей.
![]()
![]() <0,32 – деталь технологична
<0,32 – деталь технологична
Таким образом, проанализировав все имеющиеся коэффициенты, можно говорить, что деталь «Вал» является технологичной по всем рассчитанным коэффициентам.
5. Выбор исходной заготовки
5.1 Определение вида и метода получения исходной заготовки
Правильный выбор исходной заготовки непосредственно влияет на построение технологического процесса изготовления детали, способствует снижению материалоёмкости, затрат на изготовление, а следовательно, снижение себестоимости изготовления детали.
Эксплуатационные параметры детали «Вал» и вид материала позволяют изготавливать заготовку из проката по ГОСТ 2590-74 и щтамповкой получаемую на кривошипном горячештамповочный пресс и закрепленный открытый штамп с предварительным нагревом заготовки в газопламенной печи.
Материал, из которого изготовлена деталь – 40Х13 ГОСТ 5632-72, данный материал имеет хорошие штамповочные свойства, обладает достаточной прочностью и относительно низкой стоимостью. Сравним два метода получения заготовки – горячекатаный прокат по ГОСТ 2590-74 и штамповкой получаемую на кривошипном горячештамповочный пресс и закрепленный открытый штамп с предварительным нагревом заготовки в газопламенной печи. Оба рассматриваемых вида могут быть применены в среднесерийном производстве, поэтому необходимо выбрать наиболее рациональный вид заготовки методом технико-экономического сравнения. Для этого нужно определить размеры и массу указанных выше заготовок.
5.2 Определение общих припусков на обработку и размеров заготовкиОпределение вида и метода получения заготовки
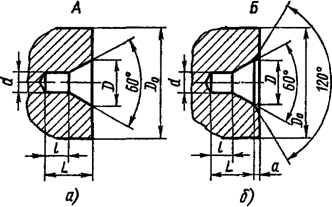
На рисунке 1.4 а обозначим поверхности для штамповочной заготовки, на которые назначим припуски, поверхности вращения 2,4,6,8,11,13 и торцы 1,3,5,7,9,10,12,14. На рисунке 1.4 б обозначены поверхности для горячекатаного проката поверхность 1, торцы 2,3.
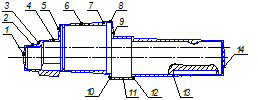
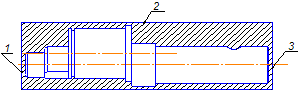
Рисунок 2 - Эскиз заготовки детали «Вал»: а) поковка; б) прокат
Для заготовки получаемой способом штамповки припуски назначаем по ГОСТ 7505-74[1] и (табл.20-21, стр.138-140, табл.23 стр.146, [2])
1. Определяем группу материала, из которого изготавливается штамповка:
Материал сталь углеродистой стали 40Х13 ГОСТ 5632-72 относиться к группе стали – М2 (табл.1 стр. 8 [2])
2. Конфигурация поверхностей разъема штампа П – плоская;
3. Исходный индекс – 8 (табл.2 стр.9 [2]);
4. Степень сложности штамповки – С2 (приложение 2 стр. 30 [2]);
Степень сложности определяется путём соотношения массы штамповки к массе геометрической фигуры, в которую она вписывается.
5. Класс точности нормальный – Т3 (приложение 1 т. 19 стр. 28 [2]);
6. Дополнительные припуски, учитывающие смещение по поверхности разъема штампа – 0,2 мм (табл. 4 стр. 20 [2]);
7. Штамповочные уклоны по наружной поверхности - 10 (табл.18 стр. 26 [2]);
8. Дополнительная величина остаточного облоя – 0,6 мм;
9. Минимальная величина радиусов закругления наружных и внутренних углов поковки 2 мм (табл.7 стр. 15 [2];
10. Дополнительное отклонение по изогнутости от прямолинейности и от плоскостности 0,2 мм (табл.13 стр. 23 [2]).
Основные припуски и допуски на размеры поковки назначим согласно (табл.3.8 [2]).
Таблица 3 - Общие припуски для детали из поката
| Поверхность | Квалитет | Размер детали, допускаемое отклонение | Припуски на мех. обработку на размер | Допуск на заготовку | Размер заготовки, Допускаемое отклонение |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 2 | 14 | Ø49 | 6 | 2 | ø55 |
| 1,3 | 14 | 181 | 3 | 3 | 184 |
Таблица 4 – Общие припуски на поверхности для штамповоной заготовки
| Поверхность | Квалитет | Размер детали, допускаемое отклонение | Припуски на механической обработку на размер | Допуск на заготовку | Размер заготовки, допускаемое отклонение |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1,14 | 14 |
| 2.2 | 2.9 |
|
| 2 | 6 | ø | 5 | 1.3 |
|
| 3 | 14 |
| 1.6 | 1.1 | 12.4 |
| 4 | 14 | ø | 3 | 1.3 | 33 |
| 5 | 14 |
| 1.1 | 1.6 | 30.9 |
| 6 | 6 | ø | 5 | 1.6 | 45 |
| 7 | 14 |
| 2 | 1.9 | 72 |
| 8 | 14 | ø | 2.6 | 1.6 | 47.6 |
| 9 | 14 |
| 1.1 | 1.9 | 80.1 |
| 10 | 14 |
| 1.1 | 1.9 | 77.9 |
| 11 | 14 | ø | 2.8 | 1.6 | 37.8 |
| 12 | 14 |
| 2.2 | 2.2 | 81.8 |
| 13 | 6 | ø | 4 | 1.3 | 34 |
Похожие работы





... 100h12 12 6,3 Черновое точение 12 6,3 9 100 9 3,2 Однократное фрезерование 9 3,2 Используя результаты разработки МОП, приведем перечень операций технологического процесса в их технологической последовательности. Представим его виде таблицы: Таблица 4.2 Операционная карта обработки зубчатого колеса № Опе-рации Технологическая операция Элементарная поверхность 005 Токарно- ...

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
... Выбор метода получения заготовки осуществляется на основе литературных данных с учетом заданной серийности производства. На все обрабатываемые поверхности назначается общий припуск, допуск и предельные отклонения. Оформляется чертеж заготовки. 2.1 Заготовки из проката и специальных профилей Для изготовления деталей методами резания и пластической деформации применяют сортовой, специальный ...





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
0 комментариев