Описание служебного назначения детали
Анализ технологичности конструкции детали
Коэффициент точности
Технико-экономическое обоснование выбора заготовки
Выбор вариантов схем базирования заготовки
Разработка маршрута обработки заготовки
Выбор станочных приспособлений, режущего, вспомогательного и мерительного инструмента
Формирование структуры операций
Расчет припусков и размеров заготовки
Нормирование технологических операций
Фрезерную
Навигация
Формирование структуры операций
Технология изготовления детали типа "Вал"
63316
знаков
31
таблица
17
изображений
7.3 Формирование структуры операций.
Для создания чёткой картины обработки сформируем структуру операций и отобразим всё это в таблице 13.
Таблица 13 – Операционный технологический процесс
| № операций переходов | Содержание операций | Операционный эскиз | Оборудование приспособление |
| 005 | Заготовительная | ||
| 010 | Термическая | ||
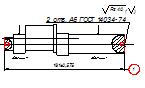
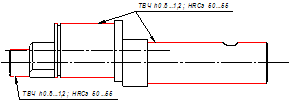
| 015 | Фрезерно-центровальная 1. Установить, зажать заготовку 2. Фрезеровать торцы вала, выдерживая размер (1) 3. Сверлить центровочные отверстия с двух сторон, выдерживая размер (2) 4. Снять деталь |
| МР-71М Тиски САамоцентрирующиеся |
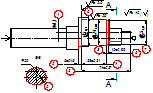
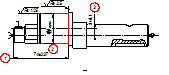
| 025 | Токарная с ПУ 1. Установить, зажать заготовку выдерживая размер 1; 2. Точить поверхность с одновременной подрезкой торца, выдерживая размеры (3), (8), (9) 3.. Точить поверхность с одновременной подрезкой торца, выдерживая размеры (2), (6) 4. Точить канавку, выдерживая размер (4),(5),(7) 5. Снять заготовку |
| 16К20Т1 Центросместительный патрон вращающийся центр |
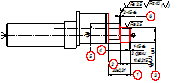
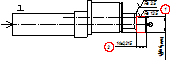
| 030 | Токарная с ПУ 1. Установить, зажать деталь 2. Точить поверхность с одновременной подрезкой торца, выдерживая размеры (3), (2) с образованием фаски (4) 3. Точить поверхность с одновременной подрезкой торца, выдерживая размеры (5), (1) с образованием фаски (6) 4. Снять заготовку |
| 16К20Т1 Переналаживаемый патрон вращающийся центр |
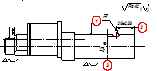
| 035 | Фрезерная 1. Установить и зажать заготовку 2. Фрезеровать паз выдерживая размеры (1), (2),(3),(4) 3. Снять деталь |
| 6Р13Ф3 специальное фрезерное приспособление |
| 040 | Фрезерная 1. Установить и зажать заготовку 2. Фрезеровать лыску выдерживая размеры (1), (2),(3),(4) 3. Снять деталь |
| 6Р13Ф3 специальное фрезерное приспособление |
| 045 | Слесарная 1. Снять заусенцы | ||
| 050 | Термическая |
| |
| 055 | Круглошлифовальная 1. Установить и зажать заготовку; 2.Шлифовать шлицевую поверхность с достижением шероховатости 1,25 мкм выдерживая размеры (1),(2) 3. Снять деталь. |
| 3М151 центр и поводковый патрон |
| 060 | Круглошлифовальная 1. Установить, зажать заготовку выдерживая размер 3; 2.Шлифовать шлицевую поверхность с достижением шероховатости 1,25 мкм выдерживая размеры (1),(2) 3. Снять деталь. |
| 3М151 патрон со смещенным центром |
| 065 | Круглошлифовальная 1. Установить, зажать заготовку; 2.Шлифовать шлицевую поверхность с достижением шероховатости 1,25 мкм выдерживая размеры (1),(2) 3. Снять деталь. |
| 3М151 центр и поводковый патрон |
| 070 | Моечная | ||
| 075 | Контрольная | ||
| 080 | Гальваническая |


Похожие работы





... 100h12 12 6,3 Черновое точение 12 6,3 9 100 9 3,2 Однократное фрезерование 9 3,2 Используя результаты разработки МОП, приведем перечень операций технологического процесса в их технологической последовательности. Представим его виде таблицы: Таблица 4.2 Операционная карта обработки зубчатого колеса № Опе-рации Технологическая операция Элементарная поверхность 005 Токарно- ...

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
... Выбор метода получения заготовки осуществляется на основе литературных данных с учетом заданной серийности производства. На все обрабатываемые поверхности назначается общий припуск, допуск и предельные отклонения. Оформляется чертеж заготовки. 2.1 Заготовки из проката и специальных профилей Для изготовления деталей методами резания и пластической деформации применяют сортовой, специальный ...





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
0 комментариев