Организация контроля качества продукции
Система качества в соответствии с нормами международных стандартов ИСО 9000
Статистические методы управления качеством
Научно-техническая подготовка производства
Научно-исследовательские работы (НИР)
Оценка эффективности НИР и ОКР
Конструкторская подготовка серийного производства
Система планирования на предприятии
По содержанию плановых решений выделяют стратегическое, тактическое, оперативно-календарное и бизнес-планирование
Методология стратегического планирования
Анализ и оценка внешней среды
Технология планирования стратегии
Методология тактического планирования
Гибкость плана
Ответственность за разработку и выполнение планов
Содержание и структура тактического плана
Экономическая эффективность производства
Производство и реализация продукции
Инновации (техническое и организационное развитие предприятия)
Охрана природы и рациональное использование природных ресурсов
Порядок разработки тактического плана
Оперативно-календарное планирование
Оперативно-календарное планирование в массовом производстве
Оперативно-календарное планирование в серийном производстве
Оперативно-календарное планирование в единичном производстве
Бизнес-план в системе планирования предприятия
Назначение бизнес-плана
Состав бизнес-плана
Классификация и индексация оснащения
Организация работы центрального инструментального склада и инструментально-раздаточных кладовых
Организация ремонтной службы предприятия
Сущность и содержание системы планово-предупредительных ремонтов
Ремонтные нормативы
Организация выполнения ремонтных работ
Определение грузооборота предприятия, маршрутов и потребного количества транспортных средств
Организация, планирование и диспетчеризация работы транспортного хозяйства
Организация складского хозяйства предприятия
Расчет потребности предприятия в площадях под складские помещения
Навигация
Оперативно-календарное планирование в массовом производстве
Основы планирования производства
291940
знаков
10
таблиц
19
изображений
3.4.2 Оперативно-календарное планирование в массовом производстве
В массовом производстве применяется подетальная система планирования. Планово-учетной единицей для предприятия в целом и выпускающих цехов в этой системе ОКП является изделие, а для остальных цехов — деталь, сборочная единица (узел).
Планирование в подетальной системе ОКП основывается на следующих нормативах:
• такт (ритм) поточной линии;
• нормативный уровень заделов;
• график режима работы поточной линии.
С помощью задаваемого такта (ритма) поточной линии методом выравнивания производительности и приведения к запланированному такту (ритму) выпуска готовой продукции достигается слаженный ход работы всех звеньев производственного процесса.
С ритмом выпуска продукции в конечном цехе в оперативно-календарном планировании согласовываются ритмы остальных цехов — поставщиков полуфабрикатов. Ритмичная работа находит отражение в ежедневном выпуске одинакового или равномерно нарастающего количества продукции в соответствии со сменным или часовым графиком.
В прямоточном массовом и крупносерийном производстве штучное время выполнения операций на различных рабочих местах неодинаково и не кратно друг другу и такту поточной линии. По разным техническим причинам штучное время не удается синхронизировать, то есть сделать равным или кратным друг другу. Вследствие этого возникают простои оборудования и рабочих. Чтобы их ликвидировать на рабочих местах, создаются межоперационные заделы.
Таким образом, величина незавершенного производства в подетальной системе ОКП представлена заделами, которые делятся на внутрилинейные, обеспечивающие бесперебойную загрузку рабочих мест поточной линии, и межлинейные — начальную операцию смежных поточных линий. По назначению заделы подразделяются на транспортные, оборотные и страховые.
Транспортный межлинейный задел необходим для своевременной подачи деталей с одной поточной линии на следующую или из цеха-изготовителя в цех-потребитель и представляет собой запас деталей, находящийся на транспортном устройстве, связывающем две смежные поточные линии или склад с поточной линией. Межцеховой транспортный задел ![]() рассчитывают по формулам:
рассчитывают по формулам:
• при связи линий непрерывным транспортом:
![]() (3.1)
(3.1)
где ![]() – длина транспортного устройства, м;
– длина транспортного устройства, м;
![]() – расстояние между центрами двух сборочных зон;
– расстояние между центрами двух сборочных зон;
![]() – количество агрегатов, деталей, расположенных между двумя сборочными зонами;
– количество агрегатов, деталей, расположенных между двумя сборочными зонами;
![]() – коэффициент загрузки транспорта;
– коэффициент загрузки транспорта;
• при связи линий транспортом периодического действия:
![]() (3.2)
(3.2)
где ![]() – периодичность транспортных рейсов между линиями;
– периодичность транспортных рейсов между линиями;
![]() – такт подающей линии;
– такт подающей линии;
![]() – грузоподъемность транспортного устройства, шт.;
– грузоподъемность транспортного устройства, шт.;
Межлинейный оборотный (складской задел) необходим при различной сменности работы смежных линий и при подаче деталей на поточную линию с серийного участка.
В первом случае оборотный задел равен
![]() (3.3)
(3.3)
где ![]() – сменная потребность в деталях поточной линии, работающей большее число смен;
– сменная потребность в деталях поточной линии, работающей большее число смен;
![]() – сменность линии, работающей большее число смен;
– сменность линии, работающей большее число смен;
![]() – сменность линии, работающей меньшее число смен.
– сменность линии, работающей меньшее число смен.
Во втором случае определяется величина и периодичность запуска партий деталей на серийном участке:
![]() (3.4)
(3.4)
где ![]() – период времени между подачей двух партий с серийного участка в сменах.
– период времени между подачей двух партий с серийного участка в сменах.
Межлинейный страховой (резервный) задел создается между поточными линиями на случай увеличения их производительности или при задержке подачи деталей. На практике величина этого задела различна: для задела между линиями внутри цеха — до 1/2 смены, между цехами — 1 смена и более.
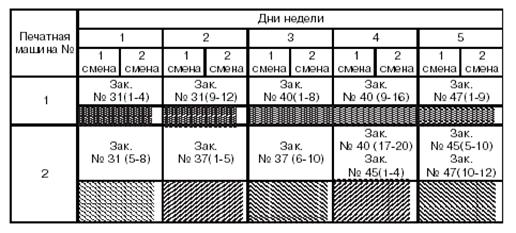
Основным плановым документом является цеховой подетальный план производства, который по сути есть график режима работы поточной линии, называемый в теории планирования «стандарт-планом».
Подетальные планы производства, доводимые до цехов, участков и рабочих мест, служат связующим звеном между оперативно-календарным и технико-экономическим планированием и являются основой для текущей подготовки производства и расчетов потребности в материальных и трудовых ресурсах.
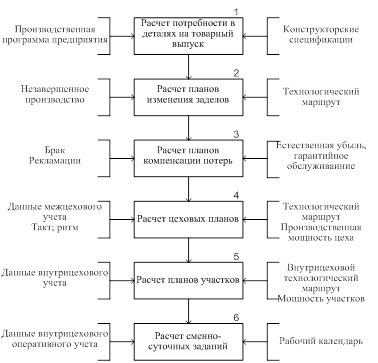
Рисунок 3.3 – Алгоритм оперативно-календарного планирования массового производства
Определение потребности в деталях, сборочных единицах для товарного выпуска в натуральном выражении при алгоритмизации разделяется на ряд этапов:
а) разузлование и раздеталирование всех сборочных изделий плана выпуска товарной продукции завода по всем ступеням сборки, вплоть до деталей, и определение полного цехового применения деталей, сборочных единиц в изделиях;
б) определение суммарного развернутого плана потребности в деталях и сборочных единицах для плана товарного выпуска завода путем умножения полной цеховой применяемости деталей и сборочных единиц в изделиях на план по изделиям и суммирование полученных произведений, относящихся к одному и тому же наименованию детали, сборочной единицы;
в) определение среднесуточного выпуска деталей и сборочных единиц как частного от деления суммарной товарной потребности планового периода на количество рабочих дней в периоде.
Рассчитанная товарная потребность корректируется по информации, которая отражает условия производства только данного периода. Например, плана деталей, сборочных единиц, конструктивно входящих в изделия, но фактически, по условиям заказа или назначения поставок, монтируемых не на все выпускаемые изделия.
Цеховые подетальные планы состоят из развернутых подетальных планов потребности на товарный выпуск, скорректированных на величины планов изменения заделов и планов компенсации внутрипроизводственных потерь.
Структурно цеховые планы делятся на планы получения, изготовления и сдачи.
План сдачи расчетного цеха состоит из развернутого подетального плана потребности на товарный выпуск, планов изменения заделов и компенсации внутрипроизводственных потерь во всех последующих по технологическому маршруту подразделениях.
План получения больше плана сдачи на величину плана изменения заделов и компенсации потерь в расчетном цехе.
План изготовления состоит из алгебраической суммы плана сдачи, плана изменения задела на готовые детали, находящиеся в цехе после обработки до передачи в следующий цех или до сборки в самом цехе, и плана внутрипроизводственных потерь в цехе.
План компенсации внутрипроизводственных потерь, неизбежно возникающих в процессе производства, для каждого цеха-изготовителя рассчитывается как план получения от предшествующего поставщика деталей количественно больше товарной потребности на величину брака, выявленного в расчетном цехе по вине предшествующих цехов, а также на обеспечение компенсации потерь от брака, который будет обнаружен в процессе дальнейшей обработки и сборки. Нормативы компенсации технически неизбежных потерь устанавливаются в процентах к товарной потребности.
Под планом изменения заделов деталей, сборочных единиц по предприятию и цехам следует понимать алгебраическую сумму величин «восполнения» и «приращения» заделов.
Величина «восполнения» задела определяется как разность между нормативным заделом деталей, сборочных единиц планируемого периода и фактическим наличием их на начало планируемого периода. Величина «приращения» задела определяется как разность между нормативным заделом деталей, сборочных единиц периода, следующего за планируемым, и нормативным заделом планируемого периода. Величина «приращения» в зависимости от роста или снижения плана выпуска продукции в последующем периоде может быть положительной или отрицательной. Это очень важно учитывать, когда отдельные виды продукции снимаются с производства и по ним к моменту прекращения выпуска следует ликвидировать все созданные ранее заделы.
При расчете планов изменения заделов учитывается потребность на восполнение и приращение заделов не только в рассматриваемом цехе, но и потребность на изменение заделов для всех ступеней сборки. В соответствии с этим заделы последовательно разузловываются и раздеталируются в направлении, обратном ходу технологического процесса сборки.
Подетальная система ОКП может иметь различные модификации. Например, в цехах, где производственные участки представлены однопредметными поточными линиями, месячная программа и графики могут выдаваться участкам в виде расписания ежедневного выпуска продукции. При необходимости изменения величины задела на участке в график включают не только выпуск на каждый рабочий день, но и запуск. В случаях отклонения от плановых заданий они уточняются заданием на каждые сутки-смену. При работе по календарному плану с постоянным сменным выпуском нет необходимости в сменно-суточном планировании. Для обеспечения равномерной работы на протяжении смены большое значение имеет организация работы по часовому графику. Этот учет может быть автоматизирован по последней сдаточной операции поточной линии. Данные ее работы в течение смены могут автоматически передаваться на световое табло участка и диспетчерского пульта.
Подетальная система ОКП предусматривает широкое внедрение средств автоматизации производства и управления: ЭВМ, устройств автоматического ввода, вывода и отображения информации, связи и т.д. С ее помощью осуществляется координация работы всех структурных подразделений предприятия с цехами, выпускающими готовую продукцию. Кроме того, обеспечивается реакция структурных подразделений на изменение номенклатуры и ассортимента выпускаемой продукции, например на необходимость создания заделов к моменту массового производства новой продукции. Аналогично, снимаемая с производства модель должна быть изготовлена из остатков незавершенного производства.
Первостепенное значение для бесперебойной работы поточных линий имеет поддержание заделов на заданном уровне и их незамедлительное восстановление, а также поддержание оборудования и инструмента в постоянной готовности к эксплуатации. Здесь большое значение имеют принудительная смена инструмента, профилактический осмотр оборудования и его текущий ремонт в выходные дни или в подготовительную смену. Учет выработки за смену определяется количеством деталей, принятых контролером с последней операции.
Подетальная система ОКП получила широкое распространение как в отечественной, так и зарубежной практике. Достаточно сказать, что на ее принципах построены все современные системы оперативного управления производством, а сама система была доведена до уровня программного обеспечения ЭВМ и рекомендована Госкомитетом по науке и технике. [3]
Похожие работы
... Выводы Список литературы КУРСОВАЯ РАБОТА Изм Лист № док. Подпись Дата Организация и планирование швейного производства Лит. Масса Масштаб Разработал Парфенов У Утвердил Куронен Г. Проверил Куронен ...
... в ПДБ цеха, где ведется месячный учет работы участка (поточной линии). Данные этого учета используются затем для составления сменно-чуточных заданий на последующие периоды. Внутрицеховое календарное планирование в серийном производстве. При разработке производственных программ для участков цеха исходными данными, как и в цехах с массовым производством, служит цеховая производственная программа, ...
... – количество предпраздничных дней (продолжительностью рабочего дня меньше на час); S – число смен работы оборудования; Kp - коэффициент, учитывающий время пребывания станка в ремонте. В серийном производстве расчетное количество оборудования (станков) подсчитывают по формуле: Ср – расчетное количество станков данного типа, шт; N – годовой объем выпуска деталей, шт; Fд – эффективный ...
... ресурсов, т.к. на ТЭЦ тепло "отработавшего" в турбинах пара используется для нужд производства, отопления и горячего водоснабжения. Целью курсовой работы является планирование производства электроэнергии и тепла на ТЭЦ. Основными задачами курсовой работы являются: - определение сметной стоимости строительства ТЭЦ; - определение режима работы ТЭЦ; - расчет потребности ТЭЦ в топливе; - расчет ...
0 комментариев