Организация контроля качества продукции
Система качества в соответствии с нормами международных стандартов ИСО 9000
Статистические методы управления качеством
Научно-техническая подготовка производства
Научно-исследовательские работы (НИР)
Оценка эффективности НИР и ОКР
Конструкторская подготовка серийного производства
Система планирования на предприятии
По содержанию плановых решений выделяют стратегическое, тактическое, оперативно-календарное и бизнес-планирование
Методология стратегического планирования
Анализ и оценка внешней среды
Технология планирования стратегии
Методология тактического планирования
Гибкость плана
Ответственность за разработку и выполнение планов
Содержание и структура тактического плана
Экономическая эффективность производства
Производство и реализация продукции
Инновации (техническое и организационное развитие предприятия)
Охрана природы и рациональное использование природных ресурсов
Порядок разработки тактического плана
Оперативно-календарное планирование
Оперативно-календарное планирование в массовом производстве
Оперативно-календарное планирование в серийном производстве
Оперативно-календарное планирование в единичном производстве
Бизнес-план в системе планирования предприятия
Назначение бизнес-плана
Состав бизнес-плана
Классификация и индексация оснащения
Организация работы центрального инструментального склада и инструментально-раздаточных кладовых
Организация ремонтной службы предприятия
Сущность и содержание системы планово-предупредительных ремонтов
Ремонтные нормативы
Организация выполнения ремонтных работ
Определение грузооборота предприятия, маршрутов и потребного количества транспортных средств
Организация, планирование и диспетчеризация работы транспортного хозяйства
Организация складского хозяйства предприятия
Расчет потребности предприятия в площадях под складские помещения
Навигация
Статистические методы управления качеством
Основы планирования производства
291940
знаков
10
таблиц
19
изображений
1.5 Статистические методы управления качеством
Статистические методы управления качеством продукции предполагают применение статистического регулирования технологическими процессами и статистического контроля.
Статистическое регулирование технологического процесса представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества.
Статистический приемочный контроль (а также входной контроль) — это выборочный контроль качества изделий, основанный на применении методов математической статистики для проверки соответствия качества продукции установленным требованиям. При этом выборочным называется такой вид контроля, когда решение о качестве продукции принимается по результатам проверки одной или нескольких выборок или проб из партии.
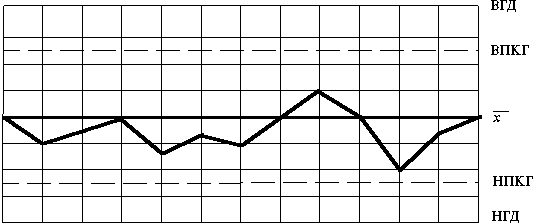
Рисунок 1.3 - Карта статистического контроля качества
Статистический контроль технологических процессов является активной формой контроля, так как его цель — предупреждение и устранение брака.
Условиями применения статистических методов контроля качества являются:
— массовость, непрерывность процесса производства данной продукции;
— стабильность технологических процессов;
— оснащенность высокопроизводительными контрольно-измерительными приборами;
— строгая технологическая дисциплина;
— достаточная изученность технологического процесса и установление признаков, по которым принимаются решения о необходимости его корректировки.
Теория вероятностей устанавливает закономерности, согласно которым по свойствам, обнаруженным в пробах малого количества изделий, можно судить о свойствах всей партии изделий. Поэтому основными составляющими статистического контроля являются выборка, фиксация результатов проверки выборки в рабочей карте статистического контроля и обработка результатов полученных данных. Чем разнородней качество изделий и выборка, тем больше разброс точек, отражающих размеры проб, будет на контрольном графике. Размеры выборки обычно принимаются в пределах 5–25 изделий: для стабильных контролируемых параметров — 5 или 10, для нестабильных — 10 или 20 шт.
Периодичность взятия проб (выборок) зависит от устойчивости технологического процесса: чем он устойчивей, тем реже берутся пробы (выборки).
При применении статистических методов контроля важно установить, какой закономерности подчиняется распределение контролируемых параметров изделий (кривой нормального распределения Гаусса, распределению, характерному кривой распределения Максвелла и т. д.). Изменение величины конкретного контролируемого параметра изделия или технологического режима проявляется в изменении функции распределения. Сравнение фактической функции распределения с нормальной позволяет контролировать технологический процесс или качество изделия.
Общая схема статистического контроля качества состоит из следующих этапов:
1) отбираются небольшие выборки изделий периодически или по специальному алгоритму;
2) изделия выборки проверяются, чтобы для каждого изделия определить значение конкретного признака X;
3) выбранные значения X (X1, X2, ..., Xn) заносятся в контрольную карту, в которой указываются допустимые конкретные границы изменения признака X;
4) по распределению точек X на контрольной карте относительно нейтральных границ принимается решение о годности изделий или браке при приемочном статистическом контроле или о необходимости вмешательства в технологический процесс при статистическом контроле технологического процесса.
Карта статистического контроля качества приведена на рисунке 1.3.
На горизонтальной оси указываются номера выборок (за смену, сутки, неделю, месяц); на вертикальной оси откладываются размер выбранной характеристики X, контролируемого параметра, нижняя и верхняя границы допуска (НГД, ВГД); нижняя и верхняя предупредительные границы (НПКГ, ВПКГ).
Данные карты используются для регулирования режимов работы оборудования, его подналадки и т. д. [3]
1.6 Качество и его показатели
Методы оценки качества систем
Для оценки качества систем наиболее распространены следующие методы: экспериментальный, расчётный, органолептический, социологический и экспертный.
Экспериментальный метод определения значений показателей качества осуществляют или техническими измерительными средствами, или непосредственным подсчётом количества событий, выражаемых целым числом.
При расчётном методе вычисления обобщённых показателей качества изделий используют установленные теоретические и экспериментальные зависимости от единичных показателей. К расчётным методам относят – дифференциальный, комплексный и смешанный методы.
Дифференциальный метод оперирует отношением сравниваемых показателей.
![]() (1.1)
(1.1)
где Кi – значение i-го показателя качества изделия;
Рiф – фактический единичный показатель качества изделия;
Рiб – базовое значение i-го единичного показателя. Его устанавливают на основании обработки статистических данных по совокупности значений фактического показателя Рiф за определённый период времени (месяц, год).
Качество изделия комплексным методом оценивают обобщённым показателем. Обобщённый показатель выражают разными способами:
одним числом;
баллами;
категорией качества;
функциональной зависимостью обобщённого показателя от исходных относительных:
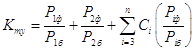
K=F(Ki,Ci) , ![]() , (1.2)
, (1.2)
где Ki – i-й относительный показатель качества;
Ci – его весовой коэффициент.
средневзвешенным показателем
а) арифметическим
![]() ; (1.3)
; (1.3)
б) геометрическим
![]() ; (1.4)
; (1.4)
в) среднегеометрическим
![]() . (1.5)
. (1.5)
Комплексным методом пользуются тогда, когда получение функциональной зависимости вызывает затруднение.
Смешанный метод объединяет дифференциальный и комплексный методы. Например
![]() (1.6)
(1.6)
![]() . (1.7)
. (1.7)
Органометрический метод оценки качества изделий основан на анализе ощущений и восприятий органами чувств человека (зрения, слуха, обоняния, осязания и вкуса). Здесь большое значение имеет квалификация и опыт экспертов.
Социологический метод основан на сборе и анализе мнений потребителей. Он осуществляется путем распространения специальных анкет-вопросников на предприятиях, конференциях, совещаниях, выставках и т. д.
Метод экспертных оценок основан на проведении опроса экспертов. Различают индивидуальные и коллективные методы. В свою очередь индивидуальные делят на аналитические и интервью. Коллективные делят на типа комиссий, «мозговая атака», отнесенная оценка.
Оценка качества изделия при проектировании
Общие сведения
Показатель качества сложного технического изделия (СТИ) на этапе проектирования оценивают следующим выражением:
![]() , (1.8)
, (1.8)
где Кi – составляющие показателей качества. К ним относят показатели:
К1 –технического уровня проектируемого СТИ;
К2 – качества конструкторско-технологической документации;
К3 – дефектности комплектующих блоков, узлов, элементов и материалов;
К4 – качества технологической и инструментальной подготовки производства СТИ;
К5 – серийности новой разработки;
К6 – патентно-правовые.
Оценка технического уровня проектируемого изделия
Технический уровень СТИ формируется на этапах разработки и утверждения ТЗ, эскизного и технического проектирования, изготовления и испытания опытного образца.
Показатель К1 = Кту можно рассчитать, используя или дифференциальную, или смешанную оценку.
В первом случае:
![]() .
.
Во втором:
 , (1.9)
, (1.9)
где Рi – вероятность того, что блоки СТИ получат качество определённой (например, первой) категории.
Оценка качества конструкторско-технологической документации
Несмотря на специальную систему контроля технической документации (ТД) в период разработки и изготовления опытного образца, значительное количество ошибок в ТД выявляется лишь на этапе изготовления СТИ.
Анализ причин внесения изменений в ТД показывает, что за весь период серийного изготовления в каждый чертёж вносится не менее десятка изменений. Причём большая часть изменений в начальный период производства направлена на ликвидацию допущенных ошибок. Из-за наличия ошибок в ТД затраты на изготовление первых серийных образцов соизмеримы с затратами на их разработку. Поэтому возникает необходимость формализации требований к ТД на этапе проектирования.
Оценку показателя качества ведут по формуле:
![]() (1.10)
(1.10)
где Ктдб – базовое значение показателя;
Ктдф – фактическое значение показателя, рассчитываемое по формуле:
![]() (1.11)
(1.11)
где ![]() – весовые коэффициенты;
– весовые коэффициенты;
![]() – единичные показатели качества, имеющие следующий смысл:
– единичные показатели качества, имеющие следующий смысл:
а) ![]() – показатель сдачи ТД с первого предъявления
– показатель сдачи ТД с первого предъявления ![]() =n1/N1, где n1―качество ТД принятой ОТК с первого предъявления; N1―общее число сданной на проверку ТД;
=n1/N1, где n1―качество ТД принятой ОТК с первого предъявления; N1―общее число сданной на проверку ТД;
б) ![]() – показатель сдачи ТД с первого предъявления в отдел стандартизации
– показатель сдачи ТД с первого предъявления в отдел стандартизации ![]() = n2/N2, где n2 – количество ТД, принятой отделом стандартизации без замечаний; N2 – общее количество ТД, сданной на проверку.
= n2/N2, где n2 – количество ТД, принятой отделом стандартизации без замечаний; N2 – общее количество ТД, сданной на проверку.
Оценка дефекта комплектующих блоков, узлов, элементов и материалов
Качество изготовления опытных образцов СТИ на этом уровне проектирования оценивают коэффициентом дефектности:
![]() (1.12)
(1.12)
где
![]() ;
;
nд – количество дефектов в оцениваемом СТИ,
Кдб = 1/n0
при nд=0.
Оценка качества технологической и инструментальной подготовки производства
Технологическая подготовка производства (ТПП) включает обеспечение ТД производства и самого СТИ. Для оценки качества ТПП СТИ применяют
Кн = Кт = С1Ктд + КотдС2, (1.13)
где С1, С2 – весовые коэффициенты,
Ктд – коэффициент дефектности ТД;
Котд –коэффициент обеспеченности ТД (Котд = m/M, где m – количество разработанной ТД; М – количество запланированной ТД).
Инструментальная подготовка производства (ИПП) включает технологическую остнастку, инструмент и изделия, изготовленные во вспомогательных подразделениях предприятия. Качество ИПП оценивают с помощью показателя
Кп = q1Kоп + q2Квсп, (1.14)
где q1,q2 – весовые коэффициенты;
Kоп – коэффициент качества подготовки технологической остнастки (Kоп = а/А, где – а,А – количество наименований технологической остнастки и инструмента соответственно изготовленных и запланированных для данного типа СТИ);
Квсп – коэффициент качества изготовления изделия вспомогательными подразделениями предприятия, который вычисляют по формуле
![]() (1.15)
(1.15)
где Сi – весовой коэффициент;
Xi – относительный показатель качества
![]()
Оценку показателя качества технологической и инструментальной подготовки ведут по формуле
![]() (1.16)
(1.16)
где
Ктпф = μ1Кт + μ2Кп, ![]()
( μi – весовые коэффициенты).
Оценка серийнопригодности проектируемого изделия
Серийнопригодность СТИ определяется реализуемостью технических и эксплуатационных характеристик, а также адаптивностью аппаратурно-структурных арактеристик в условиях производства. Под реализуемостью технических и эксплуатационных характеристик понимают достижение заданных параметров в условиях таких дестабилизирующих факторов производства как:
несовершенство технологических процессов, оборудования;
недостаточная квалификация исполнителей;
низкое качество материалов, комплектующих изделий и т.д.
Поэтому при проектировании необходимо закладывать значения параметров с определённой избыточностью для компенсации несовершенства производства. На практике основные технические и эксплуатационные характеристики, закладываемые в ТД, не менее чем на 10% выше, чем реализуемые в серийном СТИ.
Адаптивность структурно-аппаратурных характеристик проектируемого СТИ к условиям производства определяется: 1) её сложностью; 2) габаритами и массой; 3) уровнем стандартизации и унификации. Сложность СТИ определяется числом составляющих её элементов и связей между ними.
Патентно-правовые оценки разрабатываемых изделий.
Патентно-правовая оценка складывается из двух показателей:
1)патентной защиты;
2)патентной чистоты.
Показатель патентной защиты:
![]() (1.17)
(1.17)
где Ni – количество составных частей изделия, защищённых авторскими изделиями в России ![]() и патентами
и патентами ![]() . Патент защищает авторское право в любой точке мира.
. Патент защищает авторское право в любой точке мира.
![]() и
и ![]() – весовые коэффициенты;
– весовые коэффициенты;
N – общее число составных частей изделия;
p – весовой коэффициент важности патента.
Показатель патентной чистоты характеризует возможность бесприпятственной реализации СТИ в России и за рубежом:
![]() (1.18)
(1.18)
где Ni – количество составных частей СТИ, подпадающих под действие патентов в стране реализации СТИ по группам значимости. [5]
Похожие работы
... Выводы Список литературы КУРСОВАЯ РАБОТА Изм Лист № док. Подпись Дата Организация и планирование швейного производства Лит. Масса Масштаб Разработал Парфенов У Утвердил Куронен Г. Проверил Куронен ...
... в ПДБ цеха, где ведется месячный учет работы участка (поточной линии). Данные этого учета используются затем для составления сменно-чуточных заданий на последующие периоды. Внутрицеховое календарное планирование в серийном производстве. При разработке производственных программ для участков цеха исходными данными, как и в цехах с массовым производством, служит цеховая производственная программа, ...
... – количество предпраздничных дней (продолжительностью рабочего дня меньше на час); S – число смен работы оборудования; Kp - коэффициент, учитывающий время пребывания станка в ремонте. В серийном производстве расчетное количество оборудования (станков) подсчитывают по формуле: Ср – расчетное количество станков данного типа, шт; N – годовой объем выпуска деталей, шт; Fд – эффективный ...
... ресурсов, т.к. на ТЭЦ тепло "отработавшего" в турбинах пара используется для нужд производства, отопления и горячего водоснабжения. Целью курсовой работы является планирование производства электроэнергии и тепла на ТЭЦ. Основными задачами курсовой работы являются: - определение сметной стоимости строительства ТЭЦ; - определение режима работы ТЭЦ; - расчет потребности ТЭЦ в топливе; - расчет ...
0 комментариев