Организация контроля качества продукции
Система качества в соответствии с нормами международных стандартов ИСО 9000
Статистические методы управления качеством
Научно-техническая подготовка производства
Научно-исследовательские работы (НИР)
Оценка эффективности НИР и ОКР
Конструкторская подготовка серийного производства
Система планирования на предприятии
По содержанию плановых решений выделяют стратегическое, тактическое, оперативно-календарное и бизнес-планирование
Методология стратегического планирования
Анализ и оценка внешней среды
Технология планирования стратегии
Методология тактического планирования
Гибкость плана
Ответственность за разработку и выполнение планов
Содержание и структура тактического плана
Экономическая эффективность производства
Производство и реализация продукции
Инновации (техническое и организационное развитие предприятия)
Охрана природы и рациональное использование природных ресурсов
Порядок разработки тактического плана
Оперативно-календарное планирование
Оперативно-календарное планирование в массовом производстве
Оперативно-календарное планирование в серийном производстве
Оперативно-календарное планирование в единичном производстве
Бизнес-план в системе планирования предприятия
Назначение бизнес-плана
Состав бизнес-плана
Классификация и индексация оснащения
Организация работы центрального инструментального склада и инструментально-раздаточных кладовых
Организация ремонтной службы предприятия
Сущность и содержание системы планово-предупредительных ремонтов
Ремонтные нормативы
Организация выполнения ремонтных работ
Определение грузооборота предприятия, маршрутов и потребного количества транспортных средств
Организация, планирование и диспетчеризация работы транспортного хозяйства
Организация складского хозяйства предприятия
Расчет потребности предприятия в площадях под складские помещения
Навигация
Конструкторская подготовка серийного производства
Основы планирования производства
291940
знаков
10
таблиц
19
изображений
2.5 Конструкторская подготовка серийного производства
Цель конструкторской подготовки серийного производства (КПП) — адаптировать конструкторскую документацию ОКР к условиям конкретного серийного производства предприятия-изготовителя. Как правило, конструкторская документация ОКР уже учитывает производственные технологические возможности предприятий-изготовителей, но условия опытного и серийного производства имеют существенные различия, что приводит к необходимости частичной или даже полной переработки конструкторской документации ОКР.
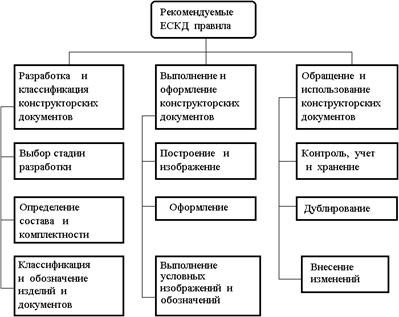
Рисунок 2.1 – Состав и содержание ЕСКД
КПП производится отделом главного конструктора серийного завода (ОГК) или серийным отделом НИЧ, СКБ, ОКБ и т.д., в соответствии с правилами Единой системы конструкторской документации (ЕСКД). Состав и содержание ЕСКД представлены на рис. 2.5. В процессе КПП разработчики в максимально допустимых пределах должны учитывать конкретные производственные условия предприятия-изготовителя:
–унифицированные и стандартные детали и сборочные единицы, изготовляемые предприятием или предприятиями-смежниками;
– имеющиеся средства технологического оснащения и контроля; – имеющиеся технологическое и нестандартное оборудование, транспортные средства и т.п.
Состав работ конструкторской подготовки производства предприятия-изготовителя:
1. Получение конструкторской документации от разработчика.
2. Проверка документации на комплектность.
3. Внесение изменений в соответствии с особенностями предприятия-изготовителя.
4. Внесение изменений по результатам отработки конструкции на технологичность.
5. Внесение изменений по результатам технологической подготовки производства.
6. Техническое сопровождение изготовления опытной партии изделий.
7. Внесение изменений в конструкторскую документацию по результатам изготовления опытной партии.
8. Присвоение документации литеры О2 для изготовления установочной серии.
9. Техническое сопровождение изготовления установочной серии.
10. Перевод документации в литеру А для установившегося серийного производства.
11. Выпуск ремонтной, экспортной и иной документации.
12. Техническое сопровождение серийного производства.
В настоящее время все большее место в работах КПП приобретают методы автоматизированного проектирования и создания конструкторских документов (САПР). [2]
2.6 Организационная подготовка производства (ОПП)
Функции организационной подготовки производства:
1) плановые (в том числе предпроизводственные расчеты хода производства, загрузки оборудования, движения материальных потоков, выпуска на стадии освоения); 2) обеспечивающие (кадрами, оборудованием, материалами, полуфабрикатами, финансовыми средствами); 3) проектные (проектирование участков и цехов, планировка расположения оборудования).
В процессе организационной подготовки производства используются конструкторская, технологическая документации и данные для проведения технологической подготовки производства.
Этапы ОПП, содержание работ и исполнители приведены в табл. 2.10. [2]
Таблица 2.6 – Этапы ОПП и их содержание
| № п/п | Этапы и содержание работ ОПП | Исполнители |
| 1 | Планирование и моделирование процессов ОПП | Отдел планирования подготовки производства (ОППП) |
| 2 | Изготовление специальной технологической и контрольной оснастки | Отдел инструментального хозяйства (ОИХ). Инструментальные цехи |
| 3 | Расчет количества и номенклатуры дополнительного оборудования, составления заявок и размещение заказов на оборудование | ОГТ (бюро мощностей) ОКС (или ОМТС) |
| 4 | Расчеты движения деталей и хода будущего производства; расчеты поточных линий; загрузки рабочих мест; расчеты оперативно-плановых нормативов, циклов, величин партий, заделов | Планово-диспетчерский отдел (ПДО) Отделы главных специалистов (ОГГ, ОГС, ОГМет и др) |
| 5 | Планирование работы вспомогательных цехов и служб, а также обслуживающих подразделений | ОИХ, отдел главного механика (ОГМ), отдел главного энергетика (ОГЭ), транспортный отдел, отдел складского хозяйства |
| 6 | Расчеты и проектирование планировок оборудования и рабочих мест, формирование производственных участков | Отделы главных специалистов (ОГТ, ОГС, ОГМет и др) ООТ и З |
| 7 | Проектирование и выбор межоперационного транспорта, тары, оргтехоснастки и вспомогательного оборудования; составление заявок и размещение заказов | Отдел нестандартного оборудования (ОНО) или отдел механизации и автоматизации (ОМА) Отделы главных специалистов (ОГТ, ОГС, ОГМет и др), ОМТС. |
| 8 | Изготовление средств транспорта, тары, оргтехоснастки и прочего вспомогательного оборудования | Цехи вспомогательного производства, ОМА |
| 9 | Приемка, комплектация и расстановка основного, вспомогательного оборудования, средств транспорта и оргтехоснастки на рабочих местах | ОГМ, ОГЭ, ОМА, цехи вспомогательного производства |
| 10 | Обеспечение материалами, заготовками, деталями и узлами, получаемыми по кооперации | ОМТС, отдел внешней кооперации (ОВК), отдел комплектации (ОКП) |
| 11 | Подготовка и комплектование кадров | Отдел кадров (ОК), отдел подготовки кадров (ОПК), ООТиЗ |
| 12 | Организация изготовления опытной и установочной партий; свертывание выпуска старой продукции и развертывание производства новых изделий | Производственный отдел (ПО) Производственные цехи, отделы главных специалистов |
| 13 | Определение себестоимости и цены изделий | ПЭО, отдел маркетинга |
| 14 | Подготовка обеспечения товародвижения, распространение новых изделий и стимулирования сбыта | Отдел маркетинга |
Похожие работы
... Выводы Список литературы КУРСОВАЯ РАБОТА Изм Лист № док. Подпись Дата Организация и планирование швейного производства Лит. Масса Масштаб Разработал Парфенов У Утвердил Куронен Г. Проверил Куронен ...
... в ПДБ цеха, где ведется месячный учет работы участка (поточной линии). Данные этого учета используются затем для составления сменно-чуточных заданий на последующие периоды. Внутрицеховое календарное планирование в серийном производстве. При разработке производственных программ для участков цеха исходными данными, как и в цехах с массовым производством, служит цеховая производственная программа, ...
... – количество предпраздничных дней (продолжительностью рабочего дня меньше на час); S – число смен работы оборудования; Kp - коэффициент, учитывающий время пребывания станка в ремонте. В серийном производстве расчетное количество оборудования (станков) подсчитывают по формуле: Ср – расчетное количество станков данного типа, шт; N – годовой объем выпуска деталей, шт; Fд – эффективный ...
... ресурсов, т.к. на ТЭЦ тепло "отработавшего" в турбинах пара используется для нужд производства, отопления и горячего водоснабжения. Целью курсовой работы является планирование производства электроэнергии и тепла на ТЭЦ. Основными задачами курсовой работы являются: - определение сметной стоимости строительства ТЭЦ; - определение режима работы ТЭЦ; - расчет потребности ТЭЦ в топливе; - расчет ...
0 комментариев