Цель и задачи изучения курса
Хозяйство
Пути сокращения длительности производственного цикла
Типы производственных структур
Поточные формы работы
Особенности организации труда в гибких производственных системах
Сущность системы подготовки производства новой техники
Обеспечение экономической и прогрессивной технической
Организация планирование и технологической подготовки производства
Сущность качества, основные понятия методы и показатели
Обеспечение и стимулирование повышения качества продукции
Взаимосвязь планирования и прогнозирования деятельности предприятия
Виды планирования на предприятии и их назначение
Аналитически расчётный (по таблицам)
Разрабатывают мероприятия взаимно связанные между собой по целям
Определение потребности в сырье и материалах
Содержание плана по труду
По каждому фактору исходя из намеченных мероприятий из плана тех. развития
Определение плановой себестоимости продукции на основании влияния
Платежи в бюджет
Навигация
Поточные формы работы
Организация производства и планирование
145677
знаков
0
таблиц
0
изображений
17 Поточные формы работы.
Форма организации производства представляет собой определённое сочетание
во времени и в пространстве элементов производственного процесса
при действующем уровне интеграции выраженное системой устойчивых связей.
Различие времени и пространстве структура построения организует
совокупность основных форм организации производства.
По виду временных структур различают формы потоков с:
-последовательной
-параллейной
-последовательно-параллейной передачи предметов труда в производстве.
При последовательной передаче предметов труда происходит движение
партий деталей по всем производственным участкам партиями.
Недостаток длительность цикла.
Деталь описывает следующую операцию:
()-()-(Х)-()
где:
() -ступень;
(Х) -основная ступень;
Потоки на нескольких ступенях на разных линиях:
-()\ /()-
-()-()-(Х)-()-()-
-()/ \()-
Комбинированный поток без сквозных ступеней:
/(Х)\
()=() ()=()
\(Х)/
Без локальных ступеней:
/(Х)-()-()
()=()
\(Х)-()-()
При параллейной передаче предметов труда уменьшается количество деталей
в обработке, сокращается площадь для складов.
Недостаток: простои оборудования в следствии различной длительности операций.
При параллейно-последовательной передаче предметов труда объясняется
непрерывностью использования оборудования и рабочей силы.
Пространственные структуры производства предприятия:
1 линейно-радиальная
2 цеховая кольцевая
3 ячеистая радиальная
4 цеховая
Цеховая структура характеризуется созданием участков с параллейным потоком.
Линейная структура по ходу процесса
Комбинация пространственных и временных структур обусловлена
различными формами организации производства:
-технологическую
-предметную
-прямоточную
-точечную
-интегрированной
Технологическая форма -характеризует цеховую структуру с последовательной
передачей предметов труда.
Предметная форма -имеет ячеистую структуру с параллейно-последовательной
передачей предметов труда.
У станкостроителей всё оборудование для обработки.
Предметное построение участков снижает расход на транспорт.
Недостаток: неполная загрузка оборудования.
Прямоточная форма -линейная структура с поштучной передачей орудий труда.
Обеспечивает реализацию функций: специализацию, прямоточность, непрерывность.
Сокращается цикл, более эффективно используется рабочее место.
Точечная форма -работа на одном месте.
Интегрирование -объединение основных и вспомогательных операций
в единое производство при ячеистой или линейной структурой,
нужно увязать всё в единый процесс.
Объединение мест с помощью автоматики, автоматизация складских устройств.
Гибкое точечное производство.
18 Организация автоматизированных производств.
Комплексно механизированная (автоматизированная) поточная линия в которых
все операции производственного процесса изготовления продукции или
полуфабрикатов, узловой или общей сборки выполняются механизмами,
автоматизированными видами оборудования с взаимоувязанной производительностью,
и кроме того механизированы все процессы перемещения продукции или
полуфабрикатов от одного рабочего места к другому. При этом рабочие выполняют
функции только наладки, наблюдения, управления за механизмами.
Широкое распространение получили роторные автоматические линии,
робототехнике, обрабатывающие центры.
Роторные машины получили распространение в процессах обработки давлением,
термическая и химическая обработка, в добыче полезных ископаемых.
Преимущество роторных линий: простота получения синхронного продукта,
высокая производительность.
Робототехника -это новая прогрессивная область техники, решающая задачи
создания отдельных промышленных роботов и роботизированных линий.
Промышленные роботы и линии нашли применение во всех производственных
процессах благодаря их универсальности и гибкости при переходе без больших
затрат на выполнение принципиально новых операций.
Промышленные роботы первого поколения (автоматические манипуляторы)
работают по заранее заданной жёсткой программе.
Второго поколения -оснащены системами адаптивного управления.
Третьего поколения -обладают искусственным технич. интеллектом, позволяющим
им выполнять самые важные функции при замене в производстве человека.
19 Организация гибких производственных систем.
Одним из методов организации ГПС, есть групповой метод обработки изделий.
Разрабатывается на компоненты деталь с такой очерёдностью, чтоб обеспечить
обработку любой детали данной группы.
Технологическое оснащение должно быть групповым и пригодным для любой
детали группы. Оборудование должно быть высокопроизводительным и просто
переналаживаемым к партии изделий.
Основа повышения гибкости производственных систем -внедрение
быстропереналаживаемых технических средств.
Три этапа:
1 универсальное технологическое оснащение
2 оборудование с гибким программным управлением
3 формирование принципиально нового вида переналаживаемых технических
средств, гибких автоматизированных производств
В машиностроении универсальное оснащение.
Наиболее эффективно универсально-сборочных приспособлений (УСП),
из отдельных элементов собирают станочное или контрольное приспособление
для данной детали или операции, производится на определённом оборудовании,
а после выполнения приспособления разбирают на элементы. Из имеющегося
комплекта можно много собирать или разбирать различные приспособления
для различных работ. УСП сокращает сроки проектирования и изготовления
оснащения до нескольких часов.
Станки с числовым программным управлением возможно быстро легко
перенастроить станок для изготовления новых деталей. Переоснащение
в запасе программ. Резко сокращается затраченное время на технологическую
переналадку производств и освоение новых изделий.
Гибкое автоматизированное производство -это совокупность нескольких
гибких технологических комплексов, дополненных системой автоматизированной
подготовки производства, их применение резко сокращает время разработки
и освоения и производства новой техники.
Похожие работы
... Подготовка производства – совокупность работ, предшествующих организации выпуска изделия промышленных масштабов. Задачи: 1. Планирование, освоение новых видов продукции. 2. Внедрение прогрессивной технологии. 3. Механизация и автоматизация производственных процессов. 4. Планирование и внедрение научной организации производства. 5. План совершенствования управления. 6. Планирование и организация ...
... работы в системе общепита. Глава 3 Пути совершенствования индивидуального производства в ЗАО«Оверо» 3.1 Направления совершенствования организации индивидуального производства ЗАО «Оверо» Применение индивидуального метода организации производства ЗАО «Оверо» приносит прибыль, поскольку является фактически безубыточным, так как изготавливается на заказ. Однако эта прибыль могла бы быть ...
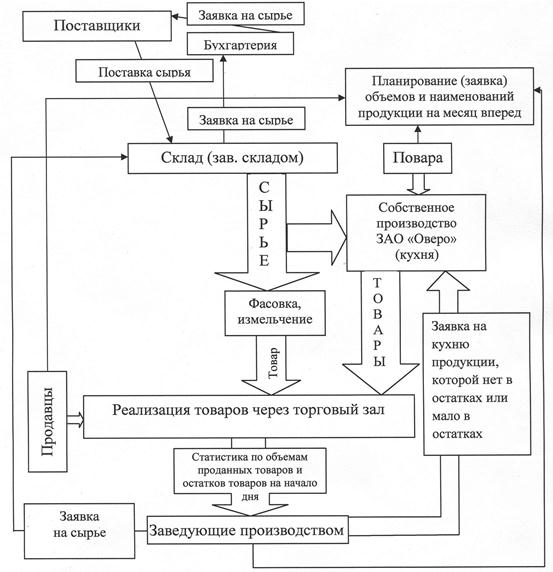
... в складских помещениях обеспечивается оптимальный режим хранения товаров в соответствие с их физико-химическими свойствами. Из складского помещения предприятие общественного питания отпуск продуктов осуществляется на производство по требованию заведующим производством. На основании требования бухгалтерия оформляет требования- накладные, которые подписываются главным бухгалтером и руководителем ...
... распределению ресурсов. Она обеспечивает общество наибольшим количеством необходимых товаров из имеющихся ресурсов. Это означает максимальную экономическую эффективность. 1. Выбор и обоснование технологической схемы основного производства Булочно-кондитерский комбинат имеет два цеха: мелкоштучных изделий и кондитерский. Технологическая схема производства в мелкоштучном цехе определена ...
0 комментариев