ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
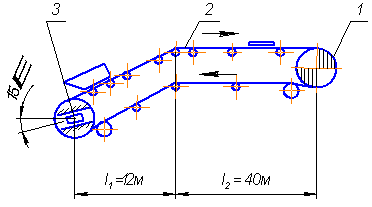
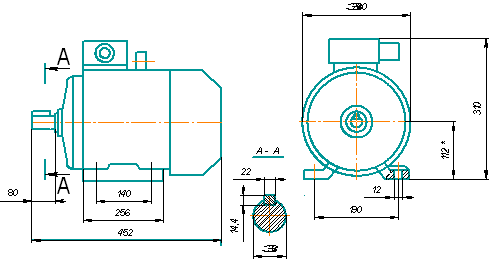
Определение предварительной мощности двигателя и тягового усилия
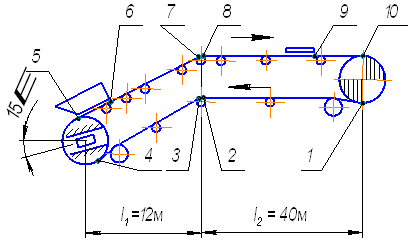
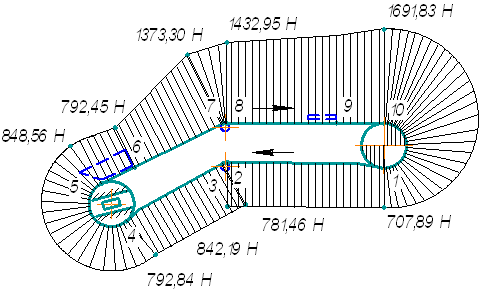
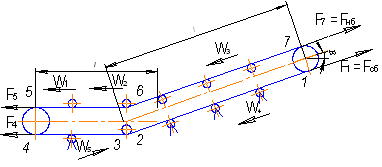
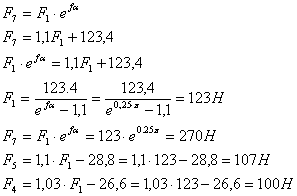
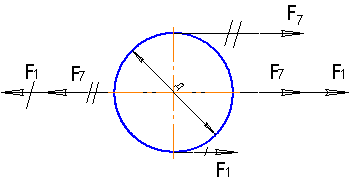
Определение натяжения ленты конвейера методом обхода контура по точкам
Определение вращающих моментов
МПа
Проверочный расчет
Проверка прочности шпоночных соединений
Структура ремонтно-механической службы цеха
Организация и методы ремонта на предприятии
Технические требования на дефекацию и ремонт деталей
Контроль качества ремонта
СМАЗКА ОБОРУДОВАНИЯ
Расчет косвенных затрат
Навигация
Контроль качества ремонта
Ленточный конвейер
77466
знаков
4
таблицы
15
изображений
3.8 Контроль качества ремонта
Качество капитального ремонта оценивается по факторам, характеризующим ремонт и определяющим качество отремонтированного оборудования. К факторам, характеризующим и определяющим качество ремонта, относятся: качество ремонтной технологической документации.
Качество сборки. При сборке линии необходимо соблюдать следующие основные положения:
Базовую деталь, по которой выверяют точность сборки, выбирать с таким расчетом, чтобы в процессе дальнейшего ремонта не подвергать её более никакой обработке;
Выверять узлы и детали следует относительно основной технологической базы – зеркала стола, в направлении его рабочих перемещений;
Собирать узлы и детали нужно в такой последовательности, чтобы при выверке того или иного узла линии не нарушалось точность установки и выверки ранее установленных узлов и деталей;
Собирать узлы и детали, не требующие выверки, обычными, принятыми в ремонтном деле способами;
Неподвижные соединения после сборки не должны качаться, а подвижные соединения при минимальных зазорах должны легко и плавно перемещаться;
При сборке должна быть сохранена параллельность между осями валов (наибольшее отклонение от параллельности двух связанных шестернями осей допускается не более 0,03мм на длине 1000мм, наибольшее отклонение от параллельности двух связанных рычагами осей допускается не более 0,05мм на длине 1000мм, наибольшее отклонение от параллельности ходовых винтов допускается не более 0,005мм на длине 1000мм);
Между ходовыми винтами и гайками не должно быть зазоров;
Все масленки и смазочные отверстия должны быть обеспечены защитными устройствами от грязи и стружки.
Наружная отделка. После ремонта производят тщательную наружную отделку станка: соответствующую обработку и окраску поверхностей корпусных деталей. Все обработанные поверхности корпусных деталей. Все обработанные поверхности деталей шлифуют и полируют.
Все наружные необработанные поверхности деталей. После просушки все поверхности окрашиваются ровным слоем краски. Подтеки и наплывы краски, пестрота в тоне краски, пузырчатость, местная неокрашенность, трещины в слое краски, волнистость, наличие крупных частиц мела и соринок, заметных на глаз, не допускаются.
Краска для станков должна сопротивляться разъедающему действию смазочно-охлаждающих жидкостей и масла. Цвет краски выбирают в соответствии с утвержденным эталоном.
Внутренние поверхности коробок скоростей, коробок передач, резервуаров и других деталей, в которых находится масло, окрашивают краской светлого тона, устойчивой против разъедания масла, согласно утвержденному эталону.
Аппаратуру и приспособления, установленные на станке, снаружи окрашивают в такой же цвет, как и станок.
Все места для заполнения маслом, не имеющие специальных масленок, отмечают красной краской.
Для аккуратного нанесения цветных указателей и стрелок используют соответствующие трафареты. Чисто обработанные плоскости тщательно очищают от следов краски. Чисто обработанные торцы всех выступающих валов, головки винтов, болтов, а также гайки подвергают воронению или оксидированию.
Контрольные шпильки могут выступать не более чем на 1/3 их диаметра. Концы винтов из гаек могут выходить не более чем на 1/5 их диаметра.
Проверка конвейера после ремонта.
Конвейер после ремонта проверяет комиссия в составе главного механика, главного технолога, начальника ОТК, начальника ремонтно-механического цеха и механик цеха заказчика. По окончании всесторонней проверки станка, его испытаний на холостом ходу, под нагрузкой, с проверкой на точность комиссия составляет акт о приемке станка и дает заключение о годности его к эксплуатации.
В акт обязательно вносятся все результаты проверок и испытаний станка. Утверждает эти данные главный инженер завода. [9]
3.9 Испытание, приёмка оборудования из ремонта
В целях проверки качества отремонтированного оборудования проводят приемочные испытания в следующей последовательности:
1. Испытание на холостом ходу;
2. Испытание под нагрузкой;
3. Испытание на производительность;
4. Испытание на точность и чистоту обрабатываемой поверхности.
Испытание станков на холостом ходу.
Для испытания станка на холостом ходу производится проверка правильности взаимодействия всех механизмов станка. При этом проверяются все органы управления путем включения всех скоростей главного движения, а также скорости всех подач на одной из скоростей главного движения. Проверяется перемещение от руки всех подвижных узлов, натяжение ремней, смазки и состояние смазочных отверстий, наличие охлаждающей жидкости.
После пуска станка включаются последовательно все рабочие скорости шпинделя или стола от наименьшей до наибольшей, причем на наибольшей скорости станок должен проработать не менее 2 часов.
При наибольшем числе оборотов температура подшипников шпинделя не должна превышать 60оС для подшипников скольжения 70оС для подшипников качения всех станков и подшипников скольжения шлифовальных станков. В других узлах температура должна быть не выше 50оС.
После проверки безотказного действия механизма включения рабочих скоростей проверяют механизм включения рабочих подач ускоренных подач, если они имеются у проверяемого станка.
На холостом ходу производится проверка работы всех автоматических устройств, проверка исправности работы системы подачи охлаждающей жидкости и смазки станка; проверяется нормальная работа гидравлических и пневматических устройств, а также электрооборудования. Особое внимание обращается на защитные устройства по технике безопасности.
Во время испытания станок должен работать плавно, без толчков и сотрясений, вызывающих вибрацию станка. Шум работающего станка должен быть еле слышен на расстоянии 4-5м.
Испытание станков в работе под нагрузкой.
Испытание станка под нагрузкой производится путем обработки образца заготовки на средних скоростях хорошо заточенным инструментом с таким сечением стружки, чтобы нагрузка его достигала до номинальной мощности привода.
Под полной нагрузкой станок должен проработать не менее 30 минут. Допускается кратковременная перегрузка электродвигателя на 25: сверх его номинальной мощности. [8]
При испытании станка в работе под нагрузкой все механизмы, электроаппаратура и другие устройства должны работать исправно и без перебоев. Фиксация органов управления должна быть надежна. Подвижные узлы станка должны перемещаться без заедания и перекосов.
Проверяются скорости главного движения, которые должны отличаться не более чем на 5% от соответствующих скоростей при работе станка и на холостом ходу.
Проверяется также надежность действия отдельных устройств, предназначенных для защиты от перегрузок.
Испытание станков на производительность.
Испытанию на производительность подвергаются только специализированные операционные станки, агрегатные станки, автоматы и полуавтоматы и другие станки, которые заказаны для изготовления определенной детали. Испытания проводятся по условиям и разделам, оговоренным при заказе станка. При этом производительность станка, определяемая количеством изделий, обработанных в единицу времени, должна соответствовать проектной или рассчитанной по техническим нормам.
Испытание станков на геометрическую точность и чистоту обработанных поверхностей.
Испытание станков на геометрическую точность предназначена для проверки отдельных элементов станка на прямолинейность, плоскость и точность расположения обработанных поверхностей, а также на параллельность и перпендикулярность осей вращения и базовых поверхностей. Проверяется также погрешность ходовых винтов и делительных устройств. При проверке устанавливается соответствие выявленных отклонений допускаемым для них нормам точности. Проверка станка в работе производится путем обработки образца валика. Диаметр валика должен быть не менее 1/4 высоты центров станка. Длина образца должна быть равна терм его диаметрам, но не более 500мм. После чистовой обработки образец измеряется микрометром. Испытание станка на чистоту обработки производится путем обработки образца на чистовом режиме. Обработанные поверхности должны быть чистыми, без следов дробления и вибрации. Для оценки чистоты поверхности применяются различные приборы (профилометры, интерферометры и др.) или эталоны частоты. [10]
Похожие работы
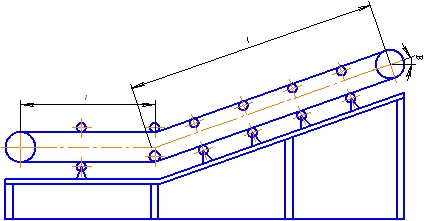
... 956;=0,25 – коэффициент сцепления между прорезиненной лентой и стальным барабаном α=200º=3,49 рад – принятый угол обхвата барабана лентой. 4. Проверочный расчет ленточного конвейера По уточненному значению проверяем прочность ленты. Требуемое число прокладок: (3.1) Диаметр приводного барабана по давлению ленты на барабан: (3.2) где – ...
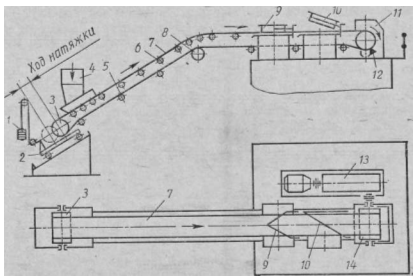
... направлении, конец стопорной ленты будет захвачен лентой и затянут между лентой и барабаном, чем обеспечивается торможение барабана и остановка ленты конвейера. 1.2. Установка и монтаж ленточных конвейеров. Передвижные конвейеры перед транспортированием с одного объекта эксплуатации на другой частично демонтируют. Для перевода машины в транспортное положение снимают ленту и, разбирая ...
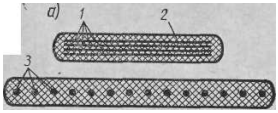
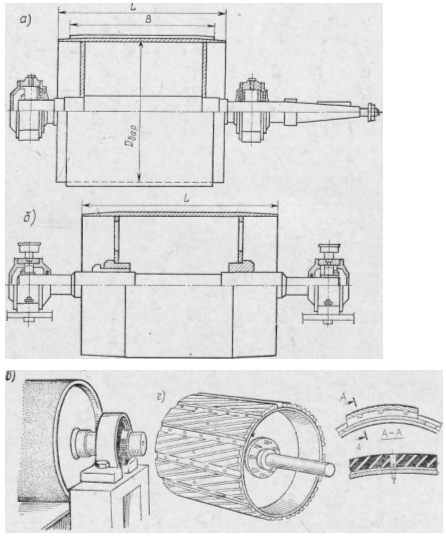
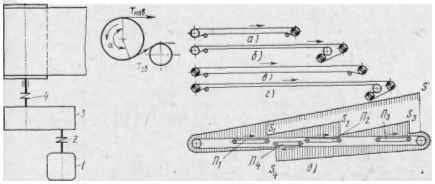
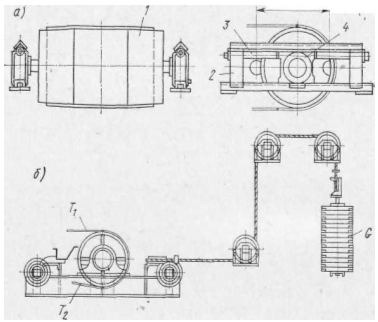
... температур окружающей среды. Рис.2 Резинотканевая и резинотросовая конвейерная ленты Так же широко распространены: ленты с перегородками, гофрированными выступами и бортами, трубчатые и др. 1.1.2 Барабаны В ленточных конвейерах различают приводные, концевые, натяжные и отклоняющие, служащие для изменения направления движения ленты, барабаны (рис.3). Чем больше диаметр барабана, тем ...
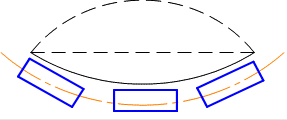
... целью увеличения производительности конвейера и уменьшения потерь транспортирующего груза. Рисунок 2. Желобчатая роликовая опора. ОПРЕДЕЛЕНИЕ ШИРИНЫ ЛЕНТЫ В ИЗ УСЛОВИЯ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ ПРОИЗВОДИТЕЛЬНОСТИ (ПРОЕКТНЫЙ РАСЧЕТ) Для конвейера с желобчатой формой роликооопор с углом наклона боковых роликов 20 0 ширины ленты по формуле: , (1.1) где Q – массовая производительность, т/ч; ...
0 комментариев