ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Определение предварительной мощности двигателя и тягового усилия
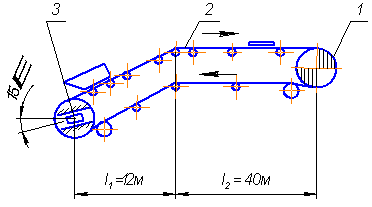
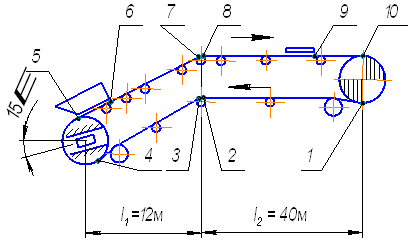
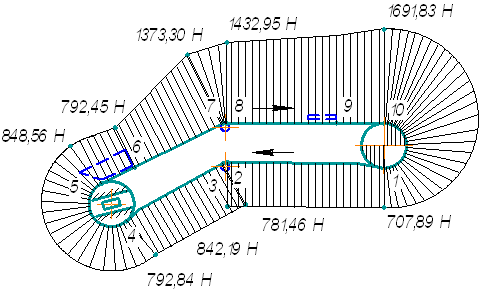
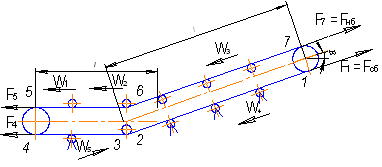
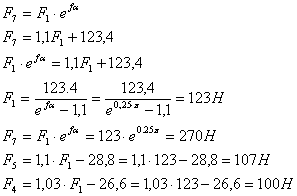
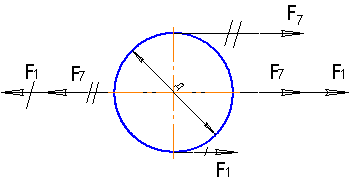
Определение натяжения ленты конвейера методом обхода контура по точкам
Определение вращающих моментов
МПа
Проверочный расчет
Проверка прочности шпоночных соединений
Структура ремонтно-механической службы цеха
Организация и методы ремонта на предприятии
Технические требования на дефекацию и ремонт деталей
Контроль качества ремонта
СМАЗКА ОБОРУДОВАНИЯ
Расчет косвенных затрат
Навигация
Расчет косвенных затрат
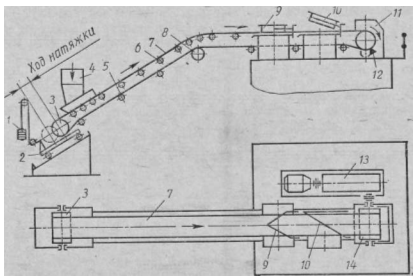
Ленточный конвейер
77466
знаков
4
таблицы
15
изображений
5.3 Расчет косвенных затрат
К основным затратам относятся:
Расходы по содержанию и эксплуатации оборудования, цеховые расходы и общественные , эти расходы колеблются в пределах 120 – 150 %; 100 – 120% и 80 – 100% соответственно. На нашем предприятии они составляют 120; 100; 80 %:
РСЭО = ФЗП · 1,2 = 39649,844·1,2=47579,81, руб.
Рцех = ФЗП ·1,0 = 39649,844·1,0=39649,844, руб.
Робщ = ФЗП · 0,8 = 39649,844·0,8=31719,87, руб.
5.4 Расчет затрат на материалы
В тяжелых отраслях промышленности (к которым относится металлургия), затраты на материалы составляют 60 – 80% как в структуре себестоимости продукции, так и в структуре себестоимости ремонта оборудования.
Поэтому сначала рассчитаем затраты на ремонт без затрат на материалы.
Зб/м = ФЗП + ЗПдоп + ЕСН + РСЭО + Рцех + Робщ =
= 39649,844+11893,15+42742,06+47579,81+39649,84+31719,87=181546,42 ,руб.
Исходя из того ,что на нашем предприятии затраты на материалы составляют 70% - составляем пропорцию:
Зп = 70%
Зб/м = 30%
Зм = ![]() =
= ![]() = 423608,3 ,руб.
= 423608,3 ,руб.
5.5 Составление калькуляции ремонта
Сводим полученные результаты в таблице и определяем себестоимость капитального ремонта.
Себестоимость капитального ремонта ленточного конвейера.
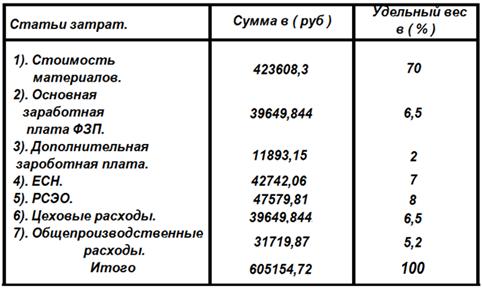
Вывод:
Затраты на капитальный ремонт ленточного конвейера составляют - 605154,72 тыс./руб.
6. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ ДЛЯ СЛЕСАРЕЙ ПО РЕМОНТУ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Требования безопасности перед началом работы.
К работе в качестве ремонтного и дежурного слесаря допускаются лица, прошедшие специальное обучение, инструктаж по технике безопасности и усвоившие безопасные приемы в работе.
Слесари по ремонту оборудования, связанные по условиям работы с подъемом, транспортировкой и установкой груза при помощи грузоподъемных кранов должны пройти специальное обучение, сдать экзамен и иметь при себе удостоверение, на ШСУ – 2 – стропальщика, на право этих работ.
Обвязку груза производить в соответствии с имеющими схемами строповки, находящихся на каждом участке цеха.
При работе с ручными талями, домкратом, лебедками, наружным осмотром убедиться в их исправности, при подъеме груза на необходимую высоту убедиться в исправности тормоза. Места подвешивания и установки их определяет мастер.
Каждый слесарь должен знать и выполнять все требования инструкции при работе с ручным пневматическим и абразивным инструментами, при работе на сверлильных и заточных станках, при использовании в работе персональных лестниц, спасательных поясов.
При совместной работе с электросварщиками или бензорезчиками пользоваться специальными защитными очками (щитками) и рукавицами.
При ремонте технологического оборудования дежурные и ремонтные слесари должны быть объединены в бригады, которых мастер назначает старшим квалифицированного рабочего.
До начала производства ремонтных работ должны быть выполнены требования по отключению электроэнергии и принятию мер безопасности согласно “Положения бирочной системы и системы наряд допусков”.
Внимательно осмотреть место предстоящих работ или верстак, привести его в порядок, убрать все загромождающиеся и мешающие работе посторонние предметы. Расположить материал и инструмент приспособления на рабочей площадке так, чтобы производить минимум переходов, движений, поворотов при использовании того или иного элемента.
Проверить наличие и исправность инструмента, приспособлений, средств индивидуальной и противопожарной защиты. Работать только исправным инструментом и приспособлениями.
При переноске инструмента применять специальную сумку или ящик с несколькими отделениями, переносить инструмент в карманах запрещается.
Ручной инструмент должен удовлетворять следующим требованиям:
Слесарные молотки, кувалда должны иметь ровную, слегка выпуклую поверхность, быть насажены на рукоятки овального сечения, изготовленные из дерева твердых и вязких пород (дуб, береза, вяз). Поверхность ручки должна быть гладкой, без трещин, заусенец и сучков.
Ударный инструмент – молотки, зубила, бородки, обжимки, кёрна не должны иметь трещин и заусенец. Длина зубила и крейцмейселя должна быть не менее 150 – 200мм, оттянутая часть 60-70мм, режущая кромка должна представлять прямую или слегка вытянутую линию.
Напильники, отвертки, ножовки и другие инструменты с заостренным нерабочим кольцом должны быть прочно закреплены в гладко зачищенной рукоятке, снабжены кольцами, предохраняющими их от раскалывания.
Гаечные ключи должны соответствовать размерам гаек, головок болтов и не иметь трещин и забоин.
Ножовочные станки должны обеспечивать закрепление ножовочных полотен. Не работать полотном, имеющим трещины или надломы.
Лезвия отверток должны быть оттянуты и расплющены до такой толщины, чтобы они входили без зазора в прорези головок винтов.
Стол слесарного верстака устанавливается горизонтально, поверхность стола должна быть гладкой, без выбоин и заусенец.
Тиски должны быть прочно закреплены на верстаке и установлены так, чтобы в процессе работы слесарь мог занять правильное положение. Слесарные тиски должны иметь хорошо насеченные губки и исправный винт с ограничителем.
Место ремонтных работ должно быть хорошо освещено и чтобы свет не слепил глаза. Если необходимо пользоваться переносной электрической лампочкой, проверить, есть ли на лампе защитная сетка, исправны ли шнур и изоляционная резиновая оплетка. Напряжение допускается не выше 42 вольт, а при работе в особо сырых местах или внутри металлоконструкций напряжение должно быть не выше 12 вольт.
К ремонту оборудования приступают:
После разборки эл. схемы согласно установленной в цехе системы допусков и наличия предупредительных плакатов на пусковых устройствах “Не включать – ремонт”.
После отключения питающих трубопроводов сжатого воздуха, холодной воды и т.п. и наличия предупредительных плакатов “Не включать – ремонт”.
После снятия приводных ремней, рассоединения муфт, т.е тогда, когда ни одна часть механизма не могла прийти в движение от случайного включения пусковых приспособлений.
Требования безопасности во время работы.
При работе гаечным ключом запрещается пользоваться прокладками между губками ключа, бить молотком по ключу, применять ключ вместо молотка, наращивать ключ другими ключами или трубой для увеличения усилия затяжек гаек.
Не работать замасленными ключами, а в местах не доступных для плоского ключа, пользоваться торцевым, не пользоваться для свертывания гайки молотком и зубилом.
При работе отверткой не держать изделие в руках, навесу, а отвертку в другой руке. Отвертка может соскользнуть и поранить руку. Не наносить удар молотком по ручке отвертки.
При работе шабером второй конец закрывать специальным футляром – ручкой.
Для того, чтобы при резке металла ручными ножницами не было заусенец, между половинками должен быть отрегулирован необходимый зазор, а сами ножницы должны быть хорошо заточены. При резке на ручных ножницах коротких полос металла придерживать их клещами или плоскогубцами.
Чистку напильников производить только металлической щеткой.
При работе ударным инструментом пользоваться очками с небьющимися стеклами из органического стекла. Работу ударным инструментом производить в местах, огражденных предохранительными устройствами, не допускающими облетания осколков в сторону находящихся по соседству рабочих и в направлении проходов. При невозможности установки предохранительных щитков люди из близлежащей зоны должны быть удалены.
При работах, требующих разъединения или соединения деталей при помощи кувалды, деталь держать клещами, не находиться против работающего кувалдой, а стоять от него сбоку.
Надевать рукавицы при съеме с ремонтируемого объекта деталей, подъеме и переносе их, чтобы предохранить руки от ранений, а при работе на горячих участках – от ожогов.
Разборку узлов, станков, агрегатов производить последовательно, открепляя деталь, следить за тем, чтоб не упали сопрягаемые детали на ноги.
Освобождение деталей открепления типа кронштейнов должно производиться после того, как приняты меры для предупреждения их опрокидывания.
При разборке (сборке) крупногабаритного оборудования сообщить мастеру о начале работ и производить ее в его присутствии.
Снятые при разборке узлы и детали укладываются устойчиво на деревянные прокладки и, в случае необходимости, надежно закрепить, не загромождать при этом проходов.
Снятие и запрессовку муфт, подшипников производить только с помощью специальных приспособлений.
При перемещении детали с одного места на другое последнюю протереть от масла.
Во избежание загрязнения маслом, концами и упаковочными материалами места работ, следует производить разборку и чистку деталей в стороне от основных работ. Все материалы и отходы необходимо немедленно убирать.
Промывку деталей производить в специально отведенных местах в ваннах или поддонах.
При укладке деталей и узлов следует их так сгруппировать, чтобы не пришлось извлекать из-под других деталей.
При ремонтных работах, производимых одновременно на разных уровнях, нужно принять меры для защиты рабочих от случайно падающих предметов, инструмента и приспособлений. Если на высоте работают люди необходимо обходить места работы на безопасном расстоянии, участок производства работ должен быть огражден.
Для установки совпадения отверстий в деталях пользоваться только конусными оправками, а для отверстий в деталях со значительной толщиной применять сборочные пробки. Проверять совпадение отверстий пальцем запрещается.
Перед пуском отремонтированного узла, станка, пресса, агрегата:
Тщательно осмотреть его и убедиться в том, что на станке, прессе, агрегате и внутри его нет посторонних предметов, деталей, гаек, болтов, ключей.
Удалить людей от испытуемого оборудования на безопасное расстояние.
Проверить, установлены ли все необходимые ограждения.
Проверить, нет ли заедания, ударов, подозрительных шумов или стуков.
Проверить исправность защитного заземления.
Заполнить соответствующей смазкой масляные картеры.
Опробование станка, пресса, агрегата в холостую и под нагрузкой допускается только тогда, когда оборудование полностью собрано, проверено качество выполненных работ, произведена регулировка с проверкой на легкость вращения от руки там, где это возможно, а также установлены ограждения движущихся и вращающихся частей.
Пуск и остановка оборудования после ремонта производится только по команде ответственного лица за ремонт.
Все открытые места и люки около станка, пресса, агрегата должны быть закрыты.
Если пробный пуск необходим при снятом ограждении, предупредить об этом всех работающих рядом, выставить предупредительные сигналы “ОСТОРОЖНО – ПРОКРУТКА” и убедиться в том, что пуск никому не грозит опасностью.
Не разрешается выполнять работы по ремонту, настройке оборудования или устранению всякого рода неполадок не по своей профессии.
Запрещается выполнять ремонтные работы, осмотр и устранение дефектов оборудования при ямах под работающими механизмами, а также которые могут самопроизвольно опускаться в низ, без установки предохранительных прокладок.
Запрещается производить включение каких-либо механизмов, если не имеешь на это право.
Требования безопасности по окончанию работы.
Собрать инструмент и приспособления, привести в надлежащий порядок и убрать их в отведенное для этого место.
Навести порядок на рабочей площадке.
Убрать с верстака (если здесь работал) все детали, уложить их устойчиво в установленное для этого место.
Не мыть руки в масле, керосине или бензине и не вытирать их концами обтирочного материал, загрязненными стружками.
О всех замечаниях и неустраненных неисправностях доложить мастеру.
ЗАКЛЮЧЕНИЕ
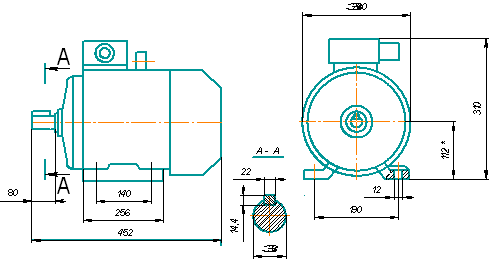
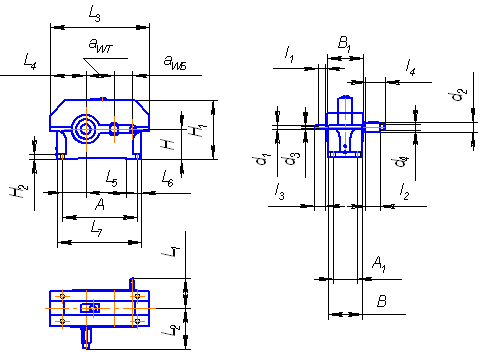
Согласно произведенных расчетов выбираю универсальный одноступенчатый цилиндрический редуктор с косозубой передачей и параметрами приводного двигателя:
Тип4А180М8, закрытый обдуваемый
Рдв=15 кВт (мощность двигателя)
nдв=750 об/мин (номинальная частота вращения)
ώдв=75 рад/с (угловая скорость)
u=6,3 (передаточное отношение привода)
В качестве смазывания зубчатого зацепления, при контактных напряжениях σн=375 МПа и скорости v=1,65 м/с, принимаю масло индустриальное марки И-30А.
Исходя из расчетов выбираем одноступенчатый цилиндрический редуктор 1ЦУ – 160. Данный редуктор можно эффективно использовать как отдельный механизм для передачи вращения от вала двигателя к валу какого-либо механизма (агрегата), особенно где требуется понижение угловой скорости и повышения вращающего момента.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
1. Басов А.И. Механическое оборудование обогатительных фабрик и заводов тяжелых цветных металлов. – М.: Металлургия, 1984.
2. Марон Ф.П., Кузьмин А.В. Справочник по расчетам механизмов подъемно-транспортных машин. – Минск: Высшая школа, 1977.
3. Чернавский С.А. и др. Курсовое проектирование деталей машин. – М.: Машиностроение, 1979.
4. Донченко А.С., Донченко В.А. Справочник механика рудообогатительной фабрики. – М.: Недра, 1975.
5. Положение о планово-предупредительных ремонтах оборудования и транспортных средств на предприятиях министерства цветной металлургии.
6. Свирин В.Г. Ремонтно-вспомогательное хозяйство обогатительных фабрик. – М.: Недра, 1978.
7. Басов А.И., Ельцев Ф.П. Справочник механика заводов цветной металлургии. – М.: Металлургия, 1981.
8.. Епифанцев Ю.А. Механическое оборудование для обогащения руд. – М.: Машиностроение, 1978.
Похожие работы
... 956;=0,25 – коэффициент сцепления между прорезиненной лентой и стальным барабаном α=200º=3,49 рад – принятый угол обхвата барабана лентой. 4. Проверочный расчет ленточного конвейера По уточненному значению проверяем прочность ленты. Требуемое число прокладок: (3.1) Диаметр приводного барабана по давлению ленты на барабан: (3.2) где – ...
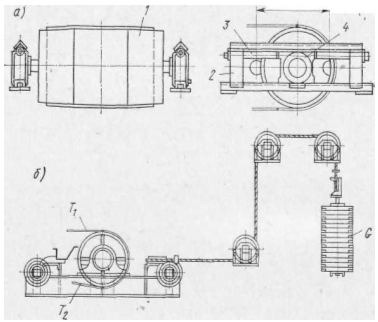
... направлении, конец стопорной ленты будет захвачен лентой и затянут между лентой и барабаном, чем обеспечивается торможение барабана и остановка ленты конвейера. 1.2. Установка и монтаж ленточных конвейеров. Передвижные конвейеры перед транспортированием с одного объекта эксплуатации на другой частично демонтируют. Для перевода машины в транспортное положение снимают ленту и, разбирая ...
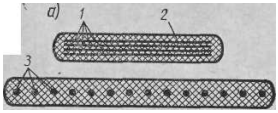
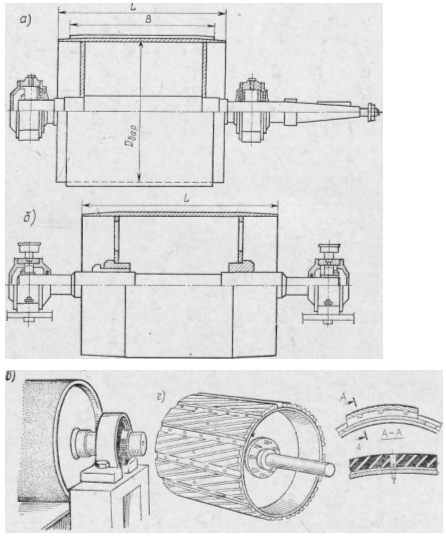
... температур окружающей среды. Рис.2 Резинотканевая и резинотросовая конвейерная ленты Так же широко распространены: ленты с перегородками, гофрированными выступами и бортами, трубчатые и др. 1.1.2 Барабаны В ленточных конвейерах различают приводные, концевые, натяжные и отклоняющие, служащие для изменения направления движения ленты, барабаны (рис.3). Чем больше диаметр барабана, тем ...
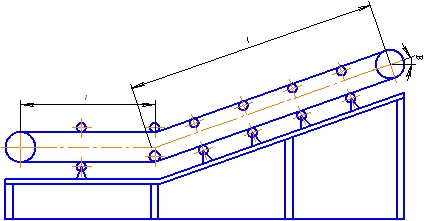
... целью увеличения производительности конвейера и уменьшения потерь транспортирующего груза. Рисунок 2. Желобчатая роликовая опора. ОПРЕДЕЛЕНИЕ ШИРИНЫ ЛЕНТЫ В ИЗ УСЛОВИЯ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ ПРОИЗВОДИТЕЛЬНОСТИ (ПРОЕКТНЫЙ РАСЧЕТ) Для конвейера с желобчатой формой роликооопор с углом наклона боковых роликов 20 0 ширины ленты по формуле: , (1.1) где Q – массовая производительность, т/ч; ...
0 комментариев