Анализ технологичности конструкции детали
Определение типа производства
Экономическое обоснование выбора метода получения исходной заготовки
Расчет припусков на заготовку
Выбор металлорежущего оборудования и его технические характеристики
Аналитический анализ режимов резания
Описание операций и расчет режимов резания
Нормирование технологического процесса
Определение фактического типа и организационной формы производства
Расчет производственных и вспомогательных рабочих
Технико-экономические показатели
Навигация
Расчет производственных и вспомогательных рабочих
Расчет технологической детали "Втулка"
68108
знаков
15
таблиц
7
изображений
14. Расчет производственных и вспомогательных рабочих
Определение числа рабочих станочников:
 , где
, где
![]() – число станков на участке;
– число станков на участке;
![]() час. – действительный годовой фонд времени работы оборудования при односменной работе;
час. – действительный годовой фонд времени работы оборудования при односменной работе;
![]() – коэффициент ремонта оборудования;
– коэффициент ремонта оборудования;
![]() час. – действительный годовой фонд времени работы рабочего;
час. – действительный годовой фонд времени работы рабочего;
![]() – количество смен.
– количество смен.
![]() чел.
чел.
Принимаем ![]() человек.
человек.
Определение числа вспомогательных рабочих:
Число вспомогательных рабочих принимается в пределах 15-20% от числа производственных рабочих.
![]()
Принимаем 2 человека.
Определение числа младшего обслуживающего персонала (МОП):
Число МОП составляет 2-3% от общего числа рабочих.
![]()
Принимаем 1 человека.
Определение числа инженерно-технических работников (ИТР):
Число ИТР составляет 10-12% от общего числа рабочих и МОП.
![]()
Принимаем 2 человека.
Общее число работающих на участке:
![]() человек.
человек.
15. Описание и принцип работы контрольного приспособления
Контроль, которому подвергается каждый узел и каждая изготовленная деталь, имеет целью проверить соответствие точности формы относительного положения и перемещения их исполнительных поверхностей установленным нормам. Чтобы получить при контроле наиболее полное представление о значении контролируемого параметра, необходимо исключить, насколько это возможно влияние погрешности параметров связанных с ними.
Радиальное биение - разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси (оси базовой поверхности или общей оси) в сечении плоскостью, перпендикулярной базовой оси.
Расчёт погрешности контрольно-измерительного приспособления.
Условие годности КИП по точности:
![]()
![]()
где: ![]() – допустимая погрешность измерения КИП;
– допустимая погрешность измерения КИП;
Тп – допуск контролируемого параметра;
к – нормирующий коэффициент (0,2 – 0,35), принимаем к=0,35;
![]() = 0,35∙0,1 =0,035мм=35 мкм
= 0,35∙0,1 =0,035мм=35 мкм
Погрешность измерения для данного случая контроля будет иметь вид:
![]() = ∆б+ ∆пр+∆гол + ∆мет
= ∆б+ ∆пр+∆гол + ∆мет
где: ∆б.=0 мкм – погрешность базирования;
∆пр= 4 мкм – погрешность оправки;
∆гол.=3 мкм – погрешность индикаторной головки;
В качестве индикатора принимаем – головку пружинную (микрокатор), 5 ИГП (ГОСТ 6933-72), с ценной деления 0,005 мм.
∆мет. = 2 мкм – погрешность метода измерения;
![]() = 0+4+3+2 =9 мкм <
= 0+4+3+2 =9 мкм < ![]() = 35 мкм – условие выполняется.
= 35 мкм – условие выполняется.
Описание контрольно-измерительного приспособления
Приспособление состоит из плиты 1, на которой размещены оправка 2 и индикаторная стойка 3. Индикатор 6 крепится на стойке при помощи кронштейна 4 , напротив участка измерения.
Предварительно индикатор отводят в противоположное от места измерения положение. Контролируемую деталь устанавливают на оправку 2. Подводится индикатор. Деталь вращают рукой относительно своей оси минимум на один оборот, производят измерения предельных отклонений стрелки индикатора. По разности показаний определяют радиальное биение.
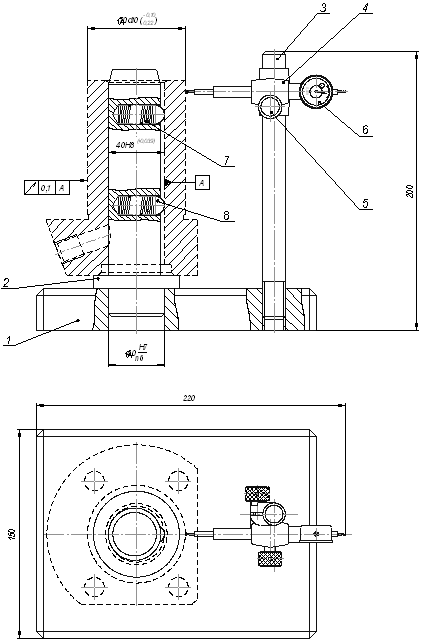
Рис. 5 Схема контрольно-измерительного приспособления
Похожие работы





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...





... Выбор и проектирование заготовки 2.1 Выбор способа получения заготовки Изначально определяем, что заготовку корпуса главного цилиндра гидротормозов можно получить двумя способами: литьем в земляные формы и литьем в металлические армированные формы. Второй способ практически не используется для изготовления отливок из чугуна. Эти методы в одинаковой степени позволяют достичь заданной точности ...





... 2(100+80+√0,842)=2∙180,84 = 361,68 7. Расчет промежуточных минимальных диаметров по переходам проводится в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. от размера готовой детали к размеру заготовки, путем последовательного прибавления к наименьшему предельному размеру готовой поверхности детали минимального припуска 2Zi min. Результаты заносятся ...
... данные: Nп = 100000 штук Коэффициент сложности KСЛ = 0,8 Коэффициент аналога KА = 0,6 Коэффициент роста производительности труда KР.ПР.ТР. = 3% Определение способов обработки При проектировании технологического процесса изготовления детали «Втулка» рассмотрим два различных технологических процесса: процесс изготовления детали резанием (на станках токарной группы) процесс изготовления детали ...
0 комментариев