Анализ технологичности конструкции детали
Определение типа производства
Экономическое обоснование выбора метода получения исходной заготовки
Расчет припусков на заготовку
Выбор металлорежущего оборудования и его технические характеристики
Аналитический анализ режимов резания
Описание операций и расчет режимов резания
Нормирование технологического процесса
Определение фактического типа и организационной формы производства
Расчет производственных и вспомогательных рабочих
Технико-экономические показатели
Навигация
Экономическое обоснование выбора метода получения исходной заготовки
Расчет технологической детали "Втулка"
68108
знаков
15
таблиц
7
изображений
5. Экономическое обоснование выбора метода получения исходной заготовки
Как было указанно в пункте 4 наиболее рациональным методом получения заготовки для детали втулка является горячая объемная штамповка на горизонтально-ковочных машинах и метод получения заготовок из проката. Рассмотрим два этих варианта, которые показаны на рисунке 1.
Категория материала — М1. Степень сложности С поковок определяется в зависимости от объема Vп (массы Gп) поковки к объему Vф (массы Gф) фигуры в виде цилиндра, описанного вокруг поковки
Отсюда следует, что ![]() и степень сложности С2.
и степень сложности С2.
Класс точности – Т4.
Исходный индекс – 12.
Конфигурация поверхности разъема штампа – П (плоская).
Масса заготовки полученной штамповкой mз =7,54 кг; масса заготовки из проката mз=16,34 кг.
Для определения более рационального варианта заготовки произведем технико-экономический расчет таких показателей, как коэффициент использования материала ![]() .
.
 где
где
mд – масса детали, кг
mЗ – масса заготовки, кг
Прокат Штамповка на ГКМ

Себестоимость изготовления заготовок Sзаг определяем по формулам 6 и 7 стр. 31-48 [ 2 ].
Для заготовки из проката:
![]()
Q – масса заготовки, кг; Q =16,34 кг;
S – цена 1 кг материала заготовки, руб.; S = 0,134 руб.;
q – масса готовой детали, кг; q = 4,65 кг;
Sотх – цена 1 тонны отходов, руб.; Sотх = 29,8 руб.;
![]()
Для штамповки на ГКМ:
![]()
где:Ci – базовая стоимость 1 тонны заготовок, руб; Ci = 315 руб.
КТ, КС, КВ, КМ, КП – коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок.
КТ = 0,9; КС = 1,15; КВ = 0,89; КМ = 1,18; КП = 1,0;
Q = 7,54 кг; q = 4,65 кг; Sотх = 29,8 кг

Рассчитаем затраты на дополнительную механическую обработку проката по отношению к отливке в кокиль.
Число ходов определим по формуле:
![]() .
.
![]()
Определим основное время:
Черновое точение:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Сверление отверстия:
![]()
Рассверливание отверстия:
![]()
Отрезание:
![]()
Будем считать, что точение выполняется на токарно-револьверном станке (1341), тогда j = 1,98.
Определим штучно-калькуляционное время:
![]()
Определяем технологическую себестоимость операций:
![]()
где: Спз – приведенные затраты на рабочем месте, коп/час;
![]()
где: ![]() – основная и дополнительная заработная плата, а также начисления на соцстрах оператору и наладчику за физический час работы обслуживаемых машин, коп/час;
– основная и дополнительная заработная плата, а также начисления на соцстрах оператору и наладчику за физический час работы обслуживаемых машин, коп/час;
![]() – коэффициент многостаночности, принимаемый по фактическому состоянию на рассматриваемом участке;
– коэффициент многостаночности, принимаемый по фактическому состоянию на рассматриваемом участке;
![]() – часовые затраты по эксплуатации рабочего места, коп/час;
– часовые затраты по эксплуатации рабочего места, коп/час;
![]() – нормативный коэффициент экономической эффективности капитальных вложений: для машиностроения
– нормативный коэффициент экономической эффективности капитальных вложений: для машиностроения ![]() ;
;
![]() – удельные часовые капитальные вложения в станок, коп/час;
– удельные часовые капитальные вложения в станок, коп/час;
![]() – удельные часовые капитальные вложения в здание, коп/час.
– удельные часовые капитальные вложения в здание, коп/час.
![]()
![]()
![]()
![]()
где: ![]() – принятое число станков на операции.
– принятое число станков на операции.
![]()
![]()
![]()
![]()
![]()
![]()
где: ![]() – производственная площадь, занимаемая станком, с учетом проходов, м2;
– производственная площадь, занимаемая станком, с учетом проходов, м2;
![]() – производственная площадь, занимаемая станком, м2;
– производственная площадь, занимаемая станком, м2;
![]() – коэффициент, учитывающий дополнительную производственную площадь (на проходы, проезды и др.).
– коэффициент, учитывающий дополнительную производственную площадь (на проходы, проезды и др.).
![]()
![]()
![]()
Определение полной себестоимости заготовки из проката:
![]()
Экономический эффект изготовления заготовки:
![]()
Таблица 11 Сравнительная таблица для выбора заготовки
| Вид заготовки | Масса заготовки Q, кг | КИМ | Себестоимость изготовления, руб | Экономический эффект (по отношению к прокату), руб |
| Прокат | 16,34 | 0,29 | 2,86 | ‑ |
| Штамповка на ГКМ | 7,54 | 0,62 | 2,5 | 5760 |
Вывод: проанализировав два варианта метода получения заготовки, принимаем штамповку на ГКМ, так как этот метод более эффективен с экономической точки зрения.
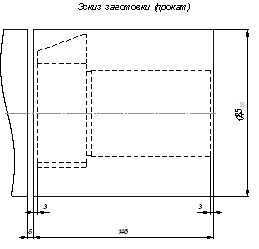
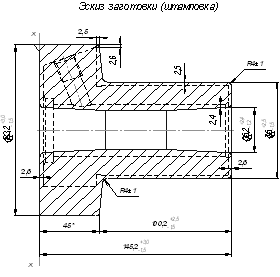
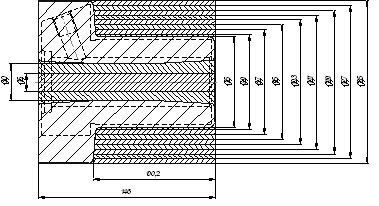
Рис. 1
Похожие работы





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...





... Выбор и проектирование заготовки 2.1 Выбор способа получения заготовки Изначально определяем, что заготовку корпуса главного цилиндра гидротормозов можно получить двумя способами: литьем в земляные формы и литьем в металлические армированные формы. Второй способ практически не используется для изготовления отливок из чугуна. Эти методы в одинаковой степени позволяют достичь заданной точности ...





... 2(100+80+√0,842)=2∙180,84 = 361,68 7. Расчет промежуточных минимальных диаметров по переходам проводится в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. от размера готовой детали к размеру заготовки, путем последовательного прибавления к наименьшему предельному размеру готовой поверхности детали минимального припуска 2Zi min. Результаты заносятся ...
... данные: Nп = 100000 штук Коэффициент сложности KСЛ = 0,8 Коэффициент аналога KА = 0,6 Коэффициент роста производительности труда KР.ПР.ТР. = 3% Определение способов обработки При проектировании технологического процесса изготовления детали «Втулка» рассмотрим два различных технологических процесса: процесс изготовления детали резанием (на станках токарной группы) процесс изготовления детали ...
0 комментариев