Анализ технологичности конструкции детали
Определение типа производства
Экономическое обоснование выбора метода получения исходной заготовки
Расчет припусков на заготовку
Выбор металлорежущего оборудования и его технические характеристики
Аналитический анализ режимов резания
Описание операций и расчет режимов резания
Нормирование технологического процесса
Определение фактического типа и организационной формы производства
Расчет производственных и вспомогательных рабочих
Технико-экономические показатели
Навигация
Расчет припусков на заготовку
Расчет технологической детали "Втулка"
68108
знаков
15
таблиц
7
изображений
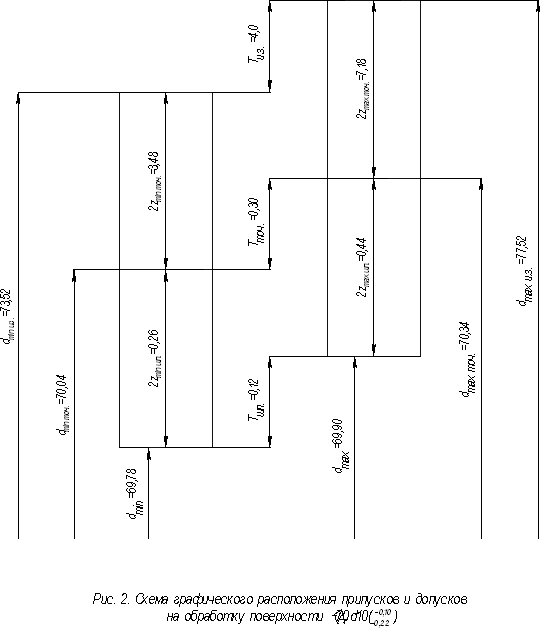
6. Расчет припусков на заготовку
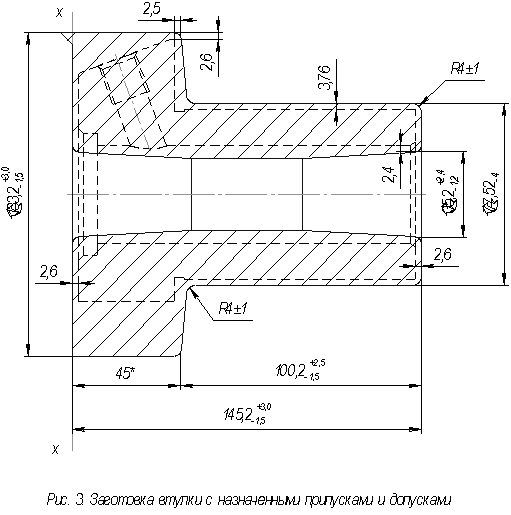
Исходная заготовка – штамповка на ГКМ. Масса исходной заготовки 7,54кг. Расчёт припусков на механическую обработку будем вести для поверхности диаметром Ø70d10![]() .Технологический маршрут обработки поверхности Ø70d10
.Технологический маршрут обработки поверхности Ø70d10![]() состоит из однократного точения и однократного шлифования.
состоит из однократного точения и однократного шлифования.
Таблица 12
| Технологический переход | Элементы припуска, мкм | Расчетный припуск 2Zmin мкм | Расчетный мини- мальный размер dmin, мм | Допуск на изготовление Тd, мкм | Принятые размеры по переходам, мм | Полученные предельные припуски, мм | |||||
| Rz | h | ΔΣ | e | dmax | dmin | 2Zmax | 2Zmin | ||||
| Исходная заготовка | 150 | 250 | 1203 | — | — | 73,52 | 4000 | 77,52 | 73,52 | — | — |
| Точение | 30 | 30 | 72,2 | 600 | 2·1744 | 70,04 | 300 | 70,34 | 70,04 | 7,18 | 3,48 |
| Шлифование | — | — | — | — | 2·132 | 69,78 | 120 | 69,90 | 69,78 | 0,44 | 0,26 |
|
| 7,62 | 3,74 | |||||||||
Суммарное значение пространственных отклонений, возникающих при штамповке, будут равны:
![]()
где: ![]() - величина коробления заготовки
- величина коробления заготовки
Δк=0,6 мкм/мм – удельная кривизна заготовок (коробление),
Погрешность заготовки по смещению![]() .
.
Суммарные отклонения расположения (пространственные отклонения) после обработки являются следствием копирования исходных отклонений, они определяются для каждого перехода.
Определение промежуточных значений припусков на механическую обработку:
![]() .
.
![]() – коэффициент уточнения формы.
– коэффициент уточнения формы.
На основании записанных в таблице данных проводим расчёт минимальных значений межоперационных припусков, по формуле:
![]() .
.
Минимальный припуск :
под точение ![]() ;
;
под шлифование ![]() .
.
Определяем расчетные минимальные размеры шейки золотника после каждого перехода, начиная с конечного (чертежного) размера, который получают:
при шлифовании ![]()
при точении ![]()
для заготовки ![]()
Значение допусков каждого перехода принимаются по таблицам в соответствии с классом точности обработки.
Шлифование IT 10 (![]() )
)
Точение IT 12 (![]() )
)
Определяем наибольшие предельные размеры прибавлением допуска к наименьшим предельным размерам:
![]()
![]()
![]() .
.
Предельные размеры припусков определяются как разность соответствующих наибольших или наименьших размеров:
![]()
![]()
![]()
Общий припуск определяем, суммируя промежуточные припуски:
![]()
Проверка правильности выполненных расчётов:
![]()
![]()
7. Выбор и обоснование варианта маршрутного, технологического процесса
Технологический маршрут обработки заготовки служит для установления последовательности выполнения технологических операций с соблюдением принципа единства и постоянства технологических баз.
Для крупносерийного производства технологический процесс должен быть дифференцирован по операциям.
Все операции выполняются методом получения заданной точности на настроенных станках с применением специальных приспособлений, сокращающих время на установку и снятие заготовок, а также специального и стандартного режущего инструмента.
Технологический маршрут обработки втулки состоит из следующих основных операций:
005 Токарно-револьверная;
010 Токарно-револьверная;
015 Радиально-сверлильная;
020 Фрезерная;
025 Фрезерная;
030 Фрезерная;
035 Слесарная;
040 Вертикально-сверлильная;
045 Круглошлифовальная.
Обоснование варианта маршрутного технологического процесса
Различие двух вариантов обработки детали заключается в 045 операции. В первом случае окончательная обработка наружной цилиндрической поверхности Ø70d10![]() выполняется шлифованием с осевым движением подачи на круглошлифовальном станке 3Б12. Во втором случае обработка ведется точением на токарно-винторезном станке 1А616.
выполняется шлифованием с осевым движением подачи на круглошлифовальном станке 3Б12. Во втором случае обработка ведется точением на токарно-винторезном станке 1А616.
Произведем сравнение двух вариантов рассчитав штучно-калькуляционное время на рассматриваемую операцию.
В первом случае (см. п. 11):
![]() .
.
![]() мин.
мин.
Во втором случае:
Инструмент: Токарный проходной упорный отогнутый резец Т14К8 ГОСТ 18879-73.
Глубина резания t=0,34 мм.
Подача на оборот: S=0,2 мм/об.
Корректируем подачу по паспортным данным станка Sд=0,18 мм/об.
Скорость резания:
![]() м/мин.
м/мин.
n = ![]() об/мин.
об/мин.
Принимаем по паспорту станка n = 360 об/мин.
Vф = ![]() м/мин.
м/мин.
![]() мин.
мин.
Вспомогательное время на операцию:
![]() .
.
Оперативное время на операцию:
![]() .
.
Время на обслуживание рабочего места, отдых и личные надобности:
![]() .
.
Штучное время на операцию:
![]() =1,5+0,58+0,2=2,28 мин.
=1,5+0,58+0,2=2,28 мин.
Подготовительно-заключительное время на партию:
![]() .
.
Штучно-калькуляционное время:
![]() мин.
мин.
С учетом годовой программы экономия составит:
![]()
Вывод: выбираем первый вариант обработки наружной цилиндрической поверхности Ø70d10![]() . Обработка данным методом (шлифованием) будет экономичнее, поскольку время на обработку сократится (
. Обработка данным методом (шлифованием) будет экономичнее, поскольку время на обработку сократится (![]() ), по сравнению с точением в один проход.
), по сравнению с точением в один проход.
Похожие работы





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...





... Выбор и проектирование заготовки 2.1 Выбор способа получения заготовки Изначально определяем, что заготовку корпуса главного цилиндра гидротормозов можно получить двумя способами: литьем в земляные формы и литьем в металлические армированные формы. Второй способ практически не используется для изготовления отливок из чугуна. Эти методы в одинаковой степени позволяют достичь заданной точности ...





... 2(100+80+√0,842)=2∙180,84 = 361,68 7. Расчет промежуточных минимальных диаметров по переходам проводится в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. от размера готовой детали к размеру заготовки, путем последовательного прибавления к наименьшему предельному размеру готовой поверхности детали минимального припуска 2Zi min. Результаты заносятся ...
... данные: Nп = 100000 штук Коэффициент сложности KСЛ = 0,8 Коэффициент аналога KА = 0,6 Коэффициент роста производительности труда KР.ПР.ТР. = 3% Определение способов обработки При проектировании технологического процесса изготовления детали «Втулка» рассмотрим два различных технологических процесса: процесс изготовления детали резанием (на станках токарной группы) процесс изготовления детали ...
0 комментариев