Аналіз матеріалу деталі
Обгрунтування методу виготовлення заготовки
Вибір схеми базування
Розробка маршрутів обробки деталі
Розробка та зміст технологічних операцій
Вибір верстатних пристроїв
Вибір вимірювальних пристроїв та інструментів
Розрахунок похибок базування
Розрахунок режимів різання
КОНСТРУКТОРСЬКА ЧАСТИНА
Розрахунок необхідної сили затиску деталі
Навигация
Аналіз матеріалу деталі
Розробка технологічного процесу обробки диску 07.02.00 в умовах дрібносерійного виробництва
52186
знаков
24
таблицы
14
изображений
1.1. Аналіз матеріалу деталі
Вибір матеріалу залежить від службового призначення, конструктивної форми, методу отримання заготовки.
Деталь диск виготовляється з литої сталі 25Л-2 ГОСТ 977-82.
Відливки з цієї сталі виконують підвищеної якості.
Розшифруємо умовне позначення марки цієї сталі:
Буква “Л” означає належність до ливарної сталі, цифри, що знаходяться перед буквою “Л” показують на середній міст вуглецю в сотих долях %. По вмісту сірки та фосфору відливки поділяють на 3 групи; в нашому випадку цифра 2 показує, що сталь належить до другої групи.
Із сталі 25Л-2 виготовляють: шаботи, подушки, баби, арматуру трубопроводів для температури до 450°С, комбіновані конструкції з великим об¢ємом зварювання, станини та деталі для прокатних станів, балансири, ричаги арматури.
Хімічний склад та механічні властивості сталі 25Л-2 заносимо в таблицю 1.1.
Хімічний склад сталі 25Л-2Таблиця 1.1.
| Марка сталі | Вуглець (С), % | Марганець (Мн), % | Кремній (Sі), % |
| 25Л-2 ГОСТ 977-82 | 0,22-0,3 | 0,5-0,8 | 0,17-0,37 |
Таблиця 1.2.
| Межа текучості δт | Межа міцності при розтягуванні δВР | Відносне збільшення δу, % | Відносне звужування поперечного перерізу y, % | Ударна в¢язкість,δн |
| 240 МПа | 450МПа | 19 | 30 | 4 |
1.2. Аналіз параметрів точності деталі
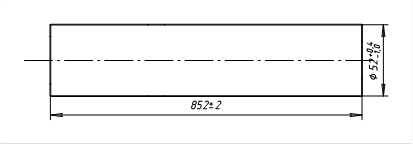
Ескіз деталі “Диск” з нумерацією поверхні приведений на рис. 1.
Відомість про точні параметри деталі заносимо в таблицю 1.3.
Таблиця 1.3.
| № | Назва поверхні | Розміри з відхи-ленням | Квалі-тет точності | Точність відносно положення | Точність форми | шорсткість | |
| Ra | Rz | ||||||
| 1 | Площина квадрату | 150; 160 | 11 | - | - | 6,3 | 40 |
| 2 | фаска квадрату | 10 х 45° | 11 | - | - | 6,3 | 40 |
| 3 | грань квадрату | 160 + 0,5 | 12 | - | - | 12,5 | 80 |
| 4 | різьбовий отвір | М27-7Н | 7 | - | - | 0,8 | 1,25 |
| 5 | канавка | Ø 96; b=12 | 11 | - | - | 80 | 12,5 |
| 6 | циліндрич-ний отвір | Ø 80 | Н7 | - | - | 0,8 | 1,25 |
| 7 | фаска | 2 х 45º | 11 | - | - | 6,3 | 40 |
| 8 | торець кільця | Ø 304 | 12 | - | - | 6,3 | 40 |
| 9 | циліндрич-ний отвір | Ø 23 | 10 | - | - | 6,2 | 20 |
| 10 | циліндрич-ний отвір | Ø 6 | 10 | - | - | 3,2 | 20 |
| 11 | шпоночна канавка | 24 | Is9 | - | - | 3,2 | 20 |
Проаналізувавши точність деталі, треба зауважити, що параметри шорсткості для даних технічних умов роботи диска не завищені.
Більшість поверхонь мають низьку шорсткість. Вид обробки багатьох поверхонь – чорнове та напівчистове фрезерування та свердлення.
2.ТЕХНОЛОГІІЧНА ЧАСТИНА
2.1Аналіз технологічності деталі.
Конструкція машини, вузла, деталі являється технологічною
Коли вона відповідає усім технічним та експлуатаційним вимогам і
коли на неї витрачається мінімальна кількість суспільної праці.
В автоматизованому виробництві вимоги до технологічності
базуються на таких самих вимогах, що і вимоги до виготовлення на
універсальному обладнанні. При використанні верстатів з ЧПК конструктор може створити деталі зі складною поверхнею, а не спрощувати її . Це значення для міцності, а багатоінструментальна обробка та велика концентрація переходів вимагають більш точних базових поверхонь, а також досяжності інструменту до більшості поверхонь.
Основні та спеціальні вимоги до технологічності деталі в умовах автоматизованого виробництва заводимо до таблиці 2.1.1
Аналіз технологічності деталі для умов АВ
Таблиця 2.1.1
| № п/п | Показники вимог до технологічності | Висновки по показникам | Заходи щодо поліп-шення технологічності |
| 1 | 2 | 3 | 4 |
| 1 | Наявність зручних баз, що забезпечують необхідну орієнтацію та надійне закріплення заготовки | Так, нетехнологічно | При обробці наружної поверхні-закріплення в пристосуванні |
| 2 | Чи необхідні додаткові ребра жорсткості? | Ні, технологічно | Деталь достатньо жорстка |
| 3 | Наявність глухих отворів | Ні,технологічно | Глухих отворів немає |
| 1 | 3 | 4 | 5 |
| 4 | Наявність отвору глибиною більше 58d? | Так, нетехнологічно | Обробка в даному випадку виконується подовженим свердлом |
| 5 | Чи можлива багатошпин-дельна та багатоінструмен-тальна обробка | Так, технологічно | - |
| 6 | Чи є внутрішні торці, які необхідно обробляти? | Ні, технологічно | - |
Похожие работы





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
... і у судовому порядку Наведені у таблиці 1.3. адміністративні санкції передбачені статтею 165 Кодексу про адміністративні правопорушення.Розділ ІІ. Економічний аналіз витрат на оплату праці в бюджетних установах 2.1. Теоретичні основи економічного аналізу витрат на оплату праці У сучасних умовах реформування бухгалтерського обліку аналіз фінансово-господарської ...
0 комментариев