Аналіз матеріалу деталі
Обгрунтування методу виготовлення заготовки
Вибір схеми базування
Розробка маршрутів обробки деталі
Розробка та зміст технологічних операцій
Вибір верстатних пристроїв
Вибір вимірювальних пристроїв та інструментів
Розрахунок похибок базування
Розрахунок режимів різання
КОНСТРУКТОРСЬКА ЧАСТИНА
Розрахунок необхідної сили затиску деталі
Навигация
Вибір вимірювальних пристроїв та інструментів
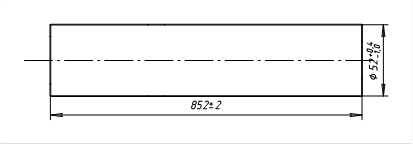
Розробка технологічного процесу обробки диску 07.02.00 в умовах дрібносерійного виробництва
52186
знаков
24
таблицы
14
изображений
2.10. Вибір вимірювальних пристроїв та інструментів
Вимірювальний інструмент і контрольні пристосування для контролю деталі „Диск”
Таблиця 2.10.1.
| Номер | Розмір деталі, що перевіряється, квалитет | Назва вимірювального інструменту | Стандарт | |||
| опера-ції | пози-ції | пере-ходу | Код | ГОСТ | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 20 | 1 | l=150; 165, 11 квалитет Паралельність відносно Ø80Н7; перпендикулярність відносно торця Ø125 | Індикаторна скоба Індивідуальний контрольно-вимірювальний пристрій з вико-ристанням вимі-рювальної головки годинникового типу | 05205 - 214-10 | 18833-73 - 577-68 | |
| 2 | l=10; 16 квалитет | Скоба | 337 | 2216-74 | ||
| 3 | l=165 -0,15 14 квалитет | Скоба | 337 | 2216-74 | ||
| 4 | Ø24+0,26 l=90; 16 квалитет | Індикаторний нутромір, ціна ділення 0,01 Скоба | 109 337 | 9244- -75 2216- -74 | ||
| 5 | Різьба М27-7Н | Різьбова пробка М27-7Н, ПР, НЕ | 3251- -0133 3251- -0131 | 2166- -83 2418- -83 | ||
| 25 | 1 | Ø96+0,5; b=12±0,15 16 квалитет | Пробка Ø96+0,5 | - | 14807- -69 | |
| 2 | Ø76+0,5; l=195±0,2514 квалитет | Пробка Ø76+0,5 | - | 14807- -69 | ||
| 3 | l=208-0,5 12 квалитет | Індивідуальний контрольно-вимірювальний пристрій | - | - | ||
| 4 | Ø78,5+0,25 12 квалитет | Індикаторний нутромір, ціна ділення 0,01 | 154 | 9244- -75 | ||
| l=2; 16 квалитет | Скоба | 337 | 2213- -82 | |||
Продовження таблиці 2.10.1.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 5 | Ø80+0,03 7 квалитет | Граничні калібри; ПР.НЕ | 14807 14805 | 16775- -71 16775- -71 | ||
| 30 | 1 | Ø23+0,26 12 квалитет | Індикаторний нутромір, ціна ділення 0,01 | 109 | 9244- 75 | |
| 2 | Ø11,4+0,15 12 квалитет | Індикаторний нутромір, ціна ділення 0,01 | ||||
| 3 | - | - | - | - | ||
| 4 | Різьба трубна G1/4” | Різьбова пробка G ¼; ПР.НЕ | 3251- 2706; 3251-2304 | 2416---83; 2416- -83 | ||
| 5 | b=24 b=87±0,3; 10 квалитет | Граничні калібри ПР.НЕ | 23804 23804 | 14807- -89 |
Похожие работы





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
... і у судовому порядку Наведені у таблиці 1.3. адміністративні санкції передбачені статтею 165 Кодексу про адміністративні правопорушення.Розділ ІІ. Економічний аналіз витрат на оплату праці в бюджетних установах 2.1. Теоретичні основи економічного аналізу витрат на оплату праці У сучасних умовах реформування бухгалтерського обліку аналіз фінансово-господарської ...
0 комментариев