Аналіз матеріалу деталі
Обгрунтування методу виготовлення заготовки
Вибір схеми базування
Розробка маршрутів обробки деталі
Розробка та зміст технологічних операцій
Вибір верстатних пристроїв
Вибір вимірювальних пристроїв та інструментів
Розрахунок похибок базування
Розрахунок режимів різання
КОНСТРУКТОРСЬКА ЧАСТИНА
Розрахунок необхідної сили затиску деталі
Навигация
Обгрунтування методу виготовлення заготовки
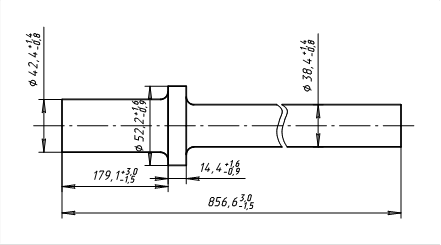
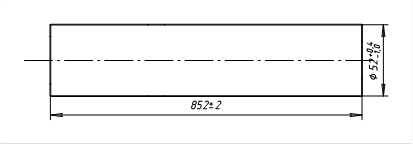
Розробка технологічного процесу обробки диску 07.02.00 в умовах дрібносерійного виробництва
52186
знаков
24
таблицы
14
изображений
2.2. Обгрунтування методу виготовлення заготовки.
При виборі методу виготовлення заготовки треба врахувати:
- конструктивну форму, розміри, масу та матеріал деталі;
- річну програму випуску;
- необхідну точність виготовлення заготовки;
- шорсткість та якість поверхневих слоїв матеріалу заготовки.
Вибраний метод повинен забезпечити найменшу собівартість деталі.
Метод виготовлення заготовки вибираємо на основі порівняння результатів техніко-економічного аналізу декількох можливих методів виготовлення заготовки. Раціональним є отримання заготовки литтям в пісочну форму та кокільне лиття.
Для вибору методу необхідно розрахувати вартість отримання заготовки та порівняти результати по запланованим методам.
Вартість заготовки методом лиття в пісочну форму:
Маса готової деталі “Диска” m=68кг;
Об¢єм готової деталі “Диска”:
![]() , звідси:
, звідси:  см3 [2.2.1.]
см3 [2.2.1.]
Знайдемо об¢єм заготовки, після того, як назначені напуски та припуски на виготовлення диска. Розрахунок зробимо збільшено, припуски на механічну обробку назначаються приблизно.
Об¢єм заготовки визначається як сума об¢ємів простих геометричних тіл, з яких складається заготовка.
Заготовку умовно представимо як таку, що складається з паралелепіпеда розміром ![]() та диска R, h2, внутрішньою порожниною в формі циліндра розмірами r і h3.
та диска R, h2, внутрішньою порожниною в формі циліндра розмірами r і h3.
 [2.2.2.]
[2.2.2.]
= 18,1 х 16,6 х 16,8 + 3,14 х 22,82 х 4,4 – 3,14 х 6,62 х 16,3 =
= 5047,7 + 7183,3 – 2229,4 = 10000,5 см3
При щільності сталі 25 Л ρ= 7,8 г/см3 m=ρ x V = 7,8 х 10000,5 =
= 78003,92 = 78,0 кг;
Ціну заготовки, отриманої литтям в пісочну форму визначаємо залежністю [1]:
Сп= 0,001[Сбп х Gп Kт.п x Kс.п. x Kн.п. x Kп.п. x Kв.п. –
- (Gп –Gф) x Cв.х. ]; [2.2.3.]
де: Сп та Сб.п. – ціна заготовки та базова ціна однієї тони заготовок, виготовлених з базового матеріалу, з базовою точністю та складністю заготовки, грн.;
Gп – маса заготовки, кг;
Кт.п., Кс.п., Кн.п., Кп.п., Кв.п. – коефіцієнти відповідно точності розмірів та технологічної складності заготовки, марки матеріалу, програми річного замовлення та маси заготовки, значення базових цін заготовки та зазначених коефіцієнтів приведених в [2; стор. 351].
Сп = 0,001 х [916,78 х 1,39 х 1,14, х 1,14 х 1,09, х 0,93 –
-(78-68)х96] = 129,8 грн.
Вартість заготовки методом лиття в кокіль.
Знаходимо об¢єм заготовки після того, як назначені напуски та припуски на виготовлення диска. Розрахунок виконується приблизно, так само, як і в попередньому варіанті:
 [2.2.4.]
[2.2.4.]
= 17,2 х 15,8 х 16,4 + 3,14 х 222 - 2,8 – 3,14 х 72 х 15,8 = 9281,1 см3
Отримаємо масу заготовки:
m=V x ρ = 7,8 х 9281,1 = 72392,5г = 72,3 кг
Ціну заготовки, отриманої литтям в кокіль знайдемо за такою ж формулою, що і в першому варіанті:
Сп= 0,001[Сбп х Gп Kт.п x Kс.п. x Kн.п. x Kп.п. x Kв.п. –(Gп –Gф) x Cв.х. ]=
= 0,001 х [981 х 72,3 х 1,24, х 1,08 х 1,12 х 1,09 х 0,87 –
- (72-68)х96] = 100,4 грн.
Таким чином, отримання заготовки методом кокільного лиття являється найбільш дешевим способом.
Сутність методу кокільного лиття заключається в заливці розплавленого металу в металеві підігріті форми. Далі форми рознімають, з них видаляють відлиски. Точність відливок ![]() 1,5 мм на 100мм, при особливих умовах точність можна довести до
1,5 мм на 100мм, при особливих умовах точність можна довести до ![]() 0,5мм на 100мм.
0,5мм на 100мм.
Відливки виходять щільні, мілкозернисті, мають гладкі і чисті поверхні, малі допуски і припуски, однорідні за властивостями. Крім того, знижуються витрати формованих матеріалів в 8-10 разів. Стійкість кокілів, виготовлених з чугуну або сталі становить для стальних відливок середнього розвісу 500-700 відливок.
Отримання порожнин в кокільних відливках відбувається за допомогою стержнів. В результаті проведеного аналізу, для деталі диск найкраще примінити кокільне лиття. До того ж в результаті кокільного лиття диска в процесі механічної обробки ряд поверхонь не потребує обробки.
2.3. Вибір методу обробки окремих поверхонь
Рішенням курсового проекту являється розробка технологічного процесу в умовах гнучкої виробничої системи (ГВС). ГВС – це сукупність технічного обладнання та системи, його функціонування в автоматичному режимі. В гнучкий виробничий комплекс входять: накопичувачі, пристосування супутник, пристрій загрузки та розгрузки супутників, пристрої заміни оснащення, видалення відходів, автоматизованого контролю. В умовах ГВС необхідно замінити технологічний процес обробки, пристосувавши його таким чином, щоб:
1) звести до мінімуму число переустановок деталі, оптимальним являється використання одним або двома затискними пристосуваннями;
1)2) обмежити кількість станів в ГВС;
1)3) використовувати багатоінструментальну обробку.
При цьому, основні вимоги послідовності етапів механічної обробки залишаються незмінними:
- 1 етап – обробка поверхонь, які будуть використовуватися як технологічні бази на наступних етапах;
- 2 етап – першочергова чорнова обробка мех. поверхонь, які не допускають дефектів;
- 3 етап – напівчистова та чистова обробка використовуємих поверхонь;
- 4 етап – виконання другорядних операцій (свердління, прорізання канавок, довбання і т.д.)
- 5 етап – оздоблювальні операції;
- 6 етап – заключний контроль, випробовування.
Різноманітні поверхневі деталі виконують різні функції, тому і вимоги до них різні: по точності, шорсткості, відхиленням форми та розміщення.
Ці вимоги забезпечуються виконанням різних технологічних методів механічної обробки.
При написанні маршруту обробки поверхонь виходять з того, що кожний наступний етап повинен бути точніше, чим минулий. Число ступенів обробки визначається за формулою:
Е = ![]() =
= ![]() .
.![]() ...
...![]() = Е1, Е2....Еn =
= Е1, Е2....Еn = ![]() Еі
Еі
де: Е – загальне уточнення;
Еі – окремі уточнення;
п – число ступенів обробки;
Тз, Тg, Ті – допуски відповідно для заготовки деталі, окремої ступені обробки.
Розрахувати число найбільш точного числа степенів обробки можна по формулі:
np = Lg(E)/0,46
Можливі варіанти маршрутів обробки окремих поверхонь зазначимо в таблиці 2.3.1.
Вихідні дані – лиття в кокіль забезпечує відливки з точністю розмірів 12 квалитету і шорсткість поверхні Rа4 [1, стор. 65].
Таблиця 2.3.1.
| Позначення поверхонь | Квалитет точності | Допуск по кресленню | Шорсткість кресленню | Допуск заготовки по кресленню | Задуманий квалитет | Загальні уточнення | Номер маршруту | Можливі варіанти обробки | Квалитет після обробки | Допуск, що досягаємо | Приватний коеф. уточнення | Загальне уточнення |
| перехід МОП | ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 1 | 11 | 270 | 6,3 | 1,3 | 14 | 5,8 | 1 | Фрезерування | 11 | 0,27 | 5,18 | 5,18 |
| 2 | 11 | 270 | 6,3 | 1,3 | 14 | 5,8 | 1 | Фрезерування | 11 | 0,27 | 5,18 | 5,18 |
| 3 | 12 | 500 | 12,5 | 1,3 | 14 | 2,8 | 1 | Фрезерування | 11 | 0,5 | 2,8 | 2,8 |
| 2 | шліфування | 11 | 0,5 | 2,8 | ||||||||
| 6 | 7 | 30 | 1,25 | 0,9 | 14 | 30 | 1 | Розточування чорнове | 11 | 0,19 | 4,7 | 30 |
| Розточування чистове | 9 | 0,074 | 2,5 | |||||||||
| Розточування тонке | 7 | 0,03 | 1,9 | |||||||||
| 2 | Розточування чорнове | 11 | 0,3 | 4,7 | 30 | |||||||
| Шліфування напівчистове | 9 | 0,074 | 2,5 |
Продовження таблиці2.3.1.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Шліфування чистове | 7 | 0,03 | 1,9 | |||||||||
| 8 | 12 | 340 | 6,3 | 1,4 | 14 | 5,8 | 1 | Фрезерування | 11 | 0,34 | 4,11 | 4,11 |
| 2 | Шліфування | 11 | 0,34 | 4,11 |
Похожие работы





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
... і у судовому порядку Наведені у таблиці 1.3. адміністративні санкції передбачені статтею 165 Кодексу про адміністративні правопорушення.Розділ ІІ. Економічний аналіз витрат на оплату праці в бюджетних установах 2.1. Теоретичні основи економічного аналізу витрат на оплату праці У сучасних умовах реформування бухгалтерського обліку аналіз фінансово-господарської ...
0 комментариев