Аналіз матеріалу деталі
Обгрунтування методу виготовлення заготовки
Вибір схеми базування
Розробка маршрутів обробки деталі
Розробка та зміст технологічних операцій
Вибір верстатних пристроїв
Вибір вимірювальних пристроїв та інструментів
Розрахунок похибок базування
Розрахунок режимів різання
КОНСТРУКТОРСЬКА ЧАСТИНА
Розрахунок необхідної сили затиску деталі
Навигация
Вибір схеми базування
Розробка технологічного процесу обробки диску 07.02.00 в умовах дрібносерійного виробництва
52186
знаков
24
таблицы
14
изображений
2.4. Вибір схеми базування
Вибір схем базування проводимо відповідно з технологічним процесом, що виконується, притримуючись принципів єдності та постійності баз. При виборі теоретичних схем базування керуємося вимогами ГОСТ 21495-76 “Бази та базування в машинобудуванні”, а також ГОСТ 3.11.07-81 “Умовні позначення опор, затисків та установочних пристроїв”
В умовах проектування ГАП необхідно вибрати обмежене число установок. Аналіз робочого креслення деталі показує, що обробити поверхню деталі типу “Диск” потрібно при базуванні двома установками.
Схеми базування наведені в таблиці 2.4.1.
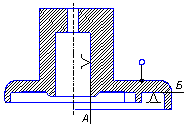
Зведена таблиця схем базування Таблиця 2.4.1
| Операція | Базова поверхня | Ескіз базування заготовки |
| 1 | 2 | 3 |
| Свердлильно-фрезерно-розточна | Центрування по подвійній направляючої поверхні А Установочна база поверхня Б. Упорна база –поверхня В |
|
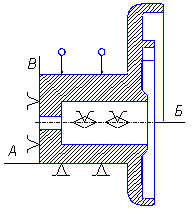
| Свердлильно-фрезерно-розточна | Базування по трьом поверхням А, Б, В А – установочна поверхня Б – направляюча поверхня В – упорна поверхня |
|
2.5. Вибір металорізальних верстатів
До обладнання, які застосовується в ГВК, висувають додаткові вимоги, які гарантують можливість синхронної роботи його з засобами автоматизації допоміжних процесів та можливість отримання інформації, яка необхідна для керування виробничим процесом. До багатоцільових верстатів, які являються основним технологічним обладнанням в ГВК, пред¢являють наступні основні вимоги:
- висока напруга електродвигуна приводу головного руху та використання безступеневого регулювання його швидкості широкому діапазоні, які забезпечують необхідні нижню та верхні межи частот обертання шпинделя;
- підвищена жорсткість опорних частин верстата;
- компоновка вузлів верстата та герметизація робочої зони, які забезпечують вільний відвід стружки та мастильно-охолоджувальної рідини та велику подачу в зону обробки як для різання, так і для змиву стружки;
- високі швидкості допоміжних ходів робочих органів, які забезпечують використання новітніх високошвидкісних приводів подач;
- низька трудомісткість та мала довготривалість переналадки верстатів;
- використання в приводі подач високомоментних електродвигунів постійної напруги з датчиками оборотного зв¢язку в сполученні з кульково-винтовими парами кочення та направляючими, які знижують сили тертя та які підвищують чутливість до малих переміщень;
- використання інструментальних магазинів, які забезпечують автоматичну зміну ріжучого інструменту, в циклі роботи верстата, а також різного типу багатопозиційних револьверних головок, які забезпечують швидкозмінність та зручне розміщення інструментального оснащення;
- використання механізованих швидкопереналогоджуваних та швидкозмінних пристроїв для базування та закріплення заготовок, що обробляються, в широкому діапазоні розмірів;
- використання вбудованих в верстат конвеєрів та контейнером для вилучення стружки;
- висока надійність роботи всіх систем та механізмів, яка досягається за рахунок ретельної обробки їх конструкції та високої якості виготовлення;
- зручність обслуговування (гарний доступ до робочої зони та органів управління).
Виходячи з цього вибираємо 3 однакові моделі станка 2204АМ1Ф4 (станок горизонтальний багатоцільовий свердлильно–фрезерно–розточний з автоматичною зміною заготовок).
Вибрані дані та технічні характеристики верстата заносимо в таблицю 2.5.1.
Металорізальні верстати для обробки деталі „Диск”
Таблиця 2.5.1.
| Номер операції | Назва та модель верстата | Габаритні розміри робочого стола | Коротка технічна характеристика | ||
| Частота обертання | Діапазон подач, мм/об | Потуж-ність мВт | |||
| 020 025 030 | Верстат горизонтальний багатоцільовий свердлильно-фрезерно-розточний з автоматичною заміною заготовок, модель 2204АМ1Ф4 | 630х630 | 10- 4000 об/хв. без-ступенева | 0,1....6000 столу та шпиндель-ної головки без-ступеневе | 11кВт |
Похожие работы





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
... і у судовому порядку Наведені у таблиці 1.3. адміністративні санкції передбачені статтею 165 Кодексу про адміністративні правопорушення.Розділ ІІ. Економічний аналіз витрат на оплату праці в бюджетних установах 2.1. Теоретичні основи економічного аналізу витрат на оплату праці У сучасних умовах реформування бухгалтерського обліку аналіз фінансово-господарської ...
0 комментариев