Аналіз матеріалу деталі
Обгрунтування методу виготовлення заготовки
Вибір схеми базування
Розробка маршрутів обробки деталі
Розробка та зміст технологічних операцій
Вибір верстатних пристроїв
Вибір вимірювальних пристроїв та інструментів
Розрахунок похибок базування
Розрахунок режимів різання
КОНСТРУКТОРСЬКА ЧАСТИНА
Розрахунок необхідної сили затиску деталі
Навигация
Вибір верстатних пристроїв
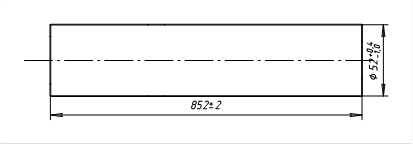
Розробка технологічного процесу обробки диску 07.02.00 в умовах дрібносерійного виробництва
52186
знаков
24
таблицы
14
изображений
2.8. Вибір верстатних пристроїв
Тип та конструктивні особливості затискних пристроїв для виконання технологічних операцій, які визначаються з урахуванням вибраної теоретичної схеми базування деталі та типу виробництва.
Інформацію про вибрані затискні пристрої заносимо в таблицю 2.8.1.[1, с. 263-265], [10, с. 67-110].
Затискні пристрої для деталі „Диск”
Таблиця 2.8.1.
| Номер операції | Назва пристроїв | Код | ГОСТ |
| 20 | Затискне ричажне механічне пристосування ексцентрикового типу з посадкою по опорній поверхні на 3 опори ГОСТ 13442-68 з центруванням по підпружиненному конічному пальцю | - | - |
| 25, 30 | Затискний механічний пристрій ексцентрикового типу з посадкою по опорній поверхні на 3 опори ГОСТ13442-68 ти центруванням по торцевій та боковій поверхні приміняючи опори ГОСТ 13440-68 | - | - |
2.9. Вибір різального інструменту
Необхідний для кожного переходу технологічних операцій різальний інструмент вибираємо враховуючи метод та стадію обробки, тип виробництва, фізико-хімічні характеристики матеріалу і заготовки, а також його міцність та твердість.
Різальний інструмент вибираємо виходячи з довідкової літератури [5, стор.268-315], [1, стор. 233-265] та заповнюємо таблицю 2.9.1.
Різальний інструмент для обробки деталі „Диск”
Таблиця 2.9.1.
| Номер | Назва інструмента | Стандарт | Різальна частина | ||||
| Опе-рації | Поз. | Пере-хід | КОД | ГОСТ | Мате-ріал | Стан-дарт | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 020 | 1-4 | 1 | Фреза торцова насадна мілкозуба зі вставними ножами, яка оснащена пластинками з твердого сплаву: Ø200; L=46; Z=20 | 2214-0159 | 9473-80 | ВК10ХОМ | 2214-82 |
| Оправка з конусом 7:24 для насадних торцових фрез, центруємих по отвору до станків з ЧПK | 6222-0097 | 26541-85 | |||||
| 5-8 | 2 | Фреза торцова насадна мілкозуба з вставними ножами, оснащена пластинками з твердого сплаву Ø200; L=46; Z=20 | 2214-0159 | 9473-80 | ВК10-ХОМ | 2214-82 | |
| Оправка з конусом 7:24 для насадних торцових фрез, які центровані по отвору до верстатів з ЧПK | 6222-0097 | 26541-85 | - | - | |||
| 1,2 | 3 | Фреза циліндрична, оснащена пластинками з твердого сплаву Ø63; L=96; Z=8 | 2208-0106 | 8721-69 | ВК10 ХОМ | 2209-82 | |
| Оправка з конічним хвостовиком для горизонтально-фрезерних верстатів з ЧПK | 6225-0177 | 15062-75 | - | - | |||
| 4 | Свердло з конічним хвостовиком, оснащене пластинками з твердого сплаву: Ø24; Lріж.=115; конус Морзе – 3 | 2301 | ВК10 ХОМ | 2206-82 | |||
| Втулка перехідна з хвостовиком конусністю 7:24 та внутрішнім конусом Морзе №3 до верстатів з ЧПK | 5001 | ОСТ2 П12-7-84 | - | - | |||
| 5 | Мітчик М27-7Н гаєчний, хвостовик циліндричний Ø18; L=40 | 2640-0278 | 1604-71 | Р6М5 | 22736-77 | ||
| Патрон для мітчиків з конусністю Z:24 для кріплення інструменту з циліндричним хвостовиком конус 50, d=18 | 3301 | 26539-85 | - | - | |||
| 25 | 1 | 1 | Різець розточний з пластинкою з твердого сплаву | 2140-0084 | 18882-73 | Т5К10 | 2209-82 |
| Спеціальний розточний пристрій | - | - | - | - | |||
| 2 | Різець токарний розточний з пластинкою з твердого сплаву | 2121-005 | 18872-73 | Т5К10 | 2209-82 | ||
| Різець токарний розточний з пластинкою з твердого сплаву | 2112-005 | 18880-73 | Т5К10 | 2204-82 | |||
| Оправка розточна консольна з кріпленням різців під кутом 45° і 90° та хвостовиком конусністю 7:24 для верстатів з ЧПK | 6300-0226 | 21224-75 | - | - | |||
| 3 | Фреза торцова насадна з вставними ножами, оснащеними пластинками з твердого сплаву Ø100; L=39 | 2214-0153 | 9473-80 | - | - | ||
| Оправка з конусом 7:24 для насадних торцових фрез, які центруються по отвору до верстатів з ЧПK | 6272-0091 | 26541-85 | - | - |
Продовження таблиці 2.9.1.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 4 | Різець токарний розточний з пластинкою з твердого сплаву | 2121-005 | 18872-73 | Т15К6 | 2209-82 | ||
| Різець токарний розточний з пластинкою з твердого сплаву | 2112-005 | 18880-73 | Т15К6 | 2209-82 | |||
| Оправка розточна консольна з кріпленням різців під кутом 45° та хвостовиком конусністю 7:24 для верстатів з ЧПK | 8300-0824 | 21224-75 | - | - | |||
| 5 | Різець токарний розточний з пластинкою з твердого сплаву | 2121-005 | 18872-73 | Т15К6 | 2209-82 | ||
| Оправка розточна консольна з кріпленням різців під кутом 45° та хвостовиком конусністю 7:24 для верстатів з ЧПK | 6300-082 | 212224-75 | - | - | |||
| 30 | 1 | Свердло з конічним хвостиком, оснащене пластинками з твердого сплаву Ø23; Lріж.=110, конус Морзе 3 | 2300 | 22736-77 | ВК10ХОМ | 2206-88 | |
| Втулка перехідна з хвостовиком конусністю 7:24 та внутрішнім конусом Морзе 3 до верстатів з ЧПK | 4309 | ОСТ2 П12-7-84 | - | - | |||
| 2. | Свердло з конічним хвостовиком, оснащене пластинками з твердого сплаву Ø11,4; Lріж.=80 | ||||||
| Втулка перехідна з хвостовиком конусністю 7:24 та внутрішнім конусом Морзе 2 до верстатів з ЧПK | 3301 | ОСТ2-1118-84 | - | - |
Продовження таблиці 2.9.1.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 3 | Свердло спіральне подовжене з циліндричним хвостовиком, оснащеним пластинками з твердого сплаву | 2300-8332 | 22735-77 | ВК10ХОМ | 2206-82 | ||
| Патрон цанговий з конусом конусністю 7:24 для кріплення інструменту з циліндричним хвостовиком конус 50- Ø6 | 33102 | 26534-85 | - | - | |||
| 4 | Мітчик для трубної різьби G1/4” | 2640-0189 | 5227-80 | Р6М5 | 19265-73 | ||
| Патрон цанговий з конусом конусністю 7:24 для кріплення інструменту з циліндричним хвостовиком ГОСТ26539-85, патрон для мітчиків | 3387 6161-0183 | 26539-85 22627-77 | - - | - - | |||
| 5 | Різець стругальний з пластинкою з твердого сплаву | 2173-0001 | 18874-73 | ВК10ХОМ | 25395-82 | ||
| Спеціальний стругальний пристрій | - | - | - | - |
Вимірювальний інструмент та контрольні пристрої для контролю встановлюємо згідно з розмірами деталі, стадії виготовлення та точності. При призначенні вимірювальних інструментів користуємося таблицею 3.153 [1. стор.290].
Принцип контролю в умовах ГВК організований шляхом контролю кожної 10-ї виготовленої деталі по багатокоординатній вимірювальній машині.
Дані на вибраному контрольному інструменту заносимо в таблицю 2.10.1.
Похожие работы





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
... і у судовому порядку Наведені у таблиці 1.3. адміністративні санкції передбачені статтею 165 Кодексу про адміністративні правопорушення.Розділ ІІ. Економічний аналіз витрат на оплату праці в бюджетних установах 2.1. Теоретичні основи економічного аналізу витрат на оплату праці У сучасних умовах реформування бухгалтерського обліку аналіз фінансово-господарської ...
0 комментариев