Аналіз матеріалу деталі
Обгрунтування методу виготовлення заготовки
Вибір схеми базування
Розробка маршрутів обробки деталі
Розробка та зміст технологічних операцій
Вибір верстатних пристроїв
Вибір вимірювальних пристроїв та інструментів
Розрахунок похибок базування
Розрахунок режимів різання
КОНСТРУКТОРСЬКА ЧАСТИНА
Розрахунок необхідної сили затиску деталі
Навигация
Розрахунок необхідної сили затиску деталі
Розробка технологічного процесу обробки диску 07.02.00 в умовах дрібносерійного виробництва
52186
знаков
24
таблицы
14
изображений
3.1.2.2. Розрахунок необхідної сили затиску деталі
Для розрахунку необхідної сили зажиму деталі, розраховуємо відповідні сили різання на операціях, які виконуються вказаним способом закріплення деталі.
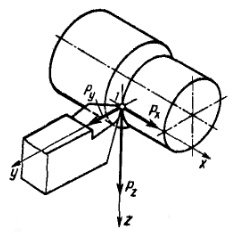
Найбільш енергоміскою та призводящої до виникнення найбільших зусиль різання є операція фрезерування.
В розділі визначення режимів різання для вказаного випадку було визначено зусилля різання; окружна сила при фрезеруванні: Pz=1951,5Н.
Покажемо схему направлення сил при фрезеруванні на рис. 3.1.2.
Рис.3.1.2
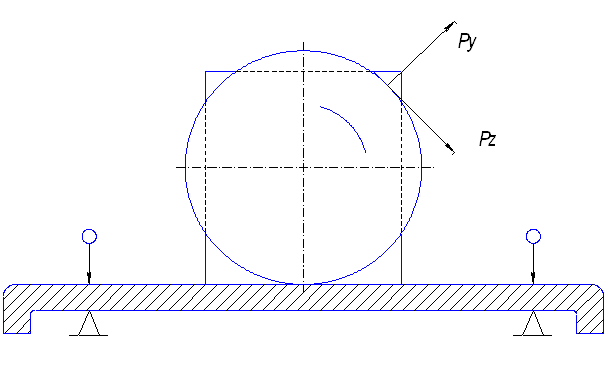
Випишемо співвідношення сил Ру та Рх (на рис. 3.1.2 сила Рх проектується в точку):
Ру : Рz = 0,9;
Рх : Рz = 0,5.
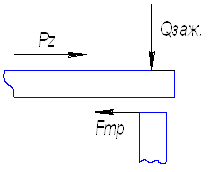
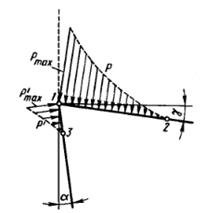
Зусилля зажиму повинно перешкоджати зміщенню деталі відносно опор. Направлення обертання вибрано таким чином, щоб окружне зусилля прижимало заготовку до опорної поверхні, тим самим зменшуючи зусилля зажиму.
Осьове Rх та радикальне зусилля прагнуть здвинути заготовку, визначимо зусилля зажиму деталі з умови нерухомості відносно вказаних сил.
На рис.3.1.3 покажемо розрахункову схему визначення необхідного зусилля зажиму.
Рис. 3.1.3
Р = ![]() = 1,02Pz = Pz;
= 1,02Pz = Pz;
Визначаємо зусилля зажиму в співвідношенні:
Qзат= ![]() (3.7)
(3.7)
Де: К – коефіцієнт заносу, к=1,2;
f – коефіцієнт тертя, для сталі f=0,1
Q= ![]() = 23418 Н;
= 23418 Н;
Зусилля, яке приходиться на один з трьох затисків:
Qзаж.=![]() =
= ![]() = 7806Н; (3.8)
= 7806Н; (3.8)
Окружне зусилля не враховуємо, рахуючи, що воно приведе до збільшення коефіцієнту заноса К.
Визначаємо зусилля затиску, яке розвивається клиновим циліндром механізму. Для забезпечення самогальмування кут підйому клину ![]() <12º, приймаємо
<12º, приймаємо ![]() <10º.
<10º.
Визначаємо зусилля затиску:
Qзаж= ![]() ;
;
де: Р- зусилля, яке прикладене до рукоятки, Н, Р=100Н;
L – плече рукоятки, L = 150мм;
r – середній радіус клинового кулачка, r=30мм;
ά – кут підйому клина, ά=10º;
g – кут тертя на поверхні контакту клинового кулачка з коромислом; g=6º.
Qзаж= ![]() =8374Н;
=8374Н;
Що й забезпечує нерухомість деталі при обробці.
Визначаємо величину осьового підйому клина при повороті циліндричного клину на 360º:
Рис. 3.1.4.
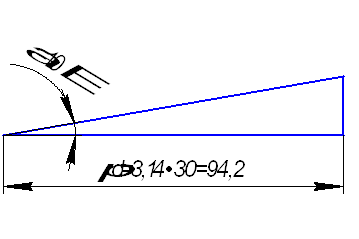
h = πd tgά = 94,2 x tg10º = 16,6 мм;
При співвідношення плеч прихвату 1:1 вказаної величини осьового переміщення достатньо (hmin = 4мм).
3.1.3. Розрахунок на міцність слабкої ланки
Слабкою ланкою пристрою являється коромисловий прижим. Необхідно визначити величину напруги в кожній точці прижиму і по допустимим напругам зробити висновок про роботоздатність.
Покажемо схему навантаження коромислового прихвату.
Схема дії сил в коромисловому зажимі
Рис. 3.1.5
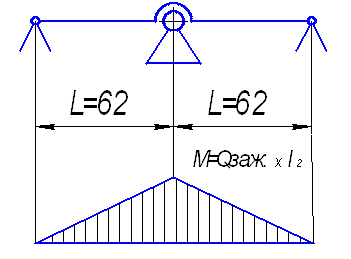
Моз = Qзаж х lz = 8374 х 0,062 = 519 Нм (3.9)
Розрахуємо необхідний розмір поперечного зрізу ричала в точці „В”
Момент опору:
W = ![]() =692мм3 (3.10)
=692мм3 (3.10)
Знайдемо висоту поперечного зрізу з формули: ![]() ;
;
h = ![]() =12,9мм
=12,9мм![]() 13мм (3.11)
13мм (3.11)
З цього видно, що поперечний розтин коромислового прижиму повинен бути 10х13мм. В дійсності h=35мм, що значно перевищує потрібне значення, чим забезпечує запас міцності.
3.2. Розробка конструкції контрольного пристрою
На кресленні КП.МТ.61МТ-07.00.00 зображено контрольний пристрій для контролю співосності бічних площин квадрату внутрішньому циліндричному отвору Ø80Н7, а також перпендикулярності та паралельності площин квадрата між собою.
Контрольний пристрій працює наступним чином:
Контрольна деталь встановлюється на план-шайбу поз.2 по посадці Ø80Н7/h6.
Контрольна деталь до планшайби не закріплюється, оскільки утримується в нерухомому положенні за рахунок своєї маси.
Планшайба може повертатися за рахунок позиціювання положення на 90°.
Поворот здійснюється за рахунок рукоятки поз.10, фіксація здійснюється стопором поз.12.
Планшайба закріплюються відносно корпуса по посадці з мінімальним зазором Ø80Н7/h6, що забезпечує вільне провертання без порушення розташування.
На штанзі поз.3 закріплені індикатори часового шипа. Вони рознесені один від одного на відстань – 100мм. Їх наконечники розміщені та закріплені в контрольній плитці поз.8, так розташування дозволяє контролювати відхилення розміщення та не включати відключення похибки формули.
При вертикальному розміщенні індикатори настроюються в нульовому положенні по контрольній деталі. Показники індикаторів повинні співпадати один з одним. При вимірюванні контрольної деталі різниця індикаторів показує відхилення від паралельності.
Для контролю перпендикулярності площин по базовій площині індикатори при їх горизонтальному розміщенні (позначаються індикатором) встановлюється в нульове положення (показники двох індикаторів співпадають). Вимірювальна пластинка вручну відводиться в крайнє праве положення і планшайба разом з деталлю повертається на 90°. Вимірювальна пластина опускається на контрольовану поверхню. Різниця показників індикаторів показує відхилення від перпендикулярності.
Для можливості безперешкодного знімання та встановлення контрольної деталі, вузол індикаторів повертається в будь-якому напрямі відносно індикаторної стійки.
Висновки
В ході виконання курсового проекту з дисципліни „ технологія машинобудування” було розроблено технологічний процес виготовлення деталі диск 07.02.00 в умовах дрібносерійного виробництва.
Було розраховано та обрано найбільш раціональний метод отримання заготовки з представленим кресленням в графічній частині. Було розроблено: маршрут обробки деталі, структуру та зміст технологічних операцій, обрана схема базування заготовки, призначені металорізальні верстати, металорізальний інструмент для обробки, верстатні пристрої, вимірювальні пристрої та вимірювальний інструмент. Також були визначені припуски на механічну обробку деталі та розраховані режими різання, про нормований технологічний процес.
Було розроблено конструкцію пристрою для установки та закріплення деталі, а також контрольного пристрою для перевірки точності деталі після її виготовлення з представленими кресленнями в графічній частині.
Внаслідок виконання курсового проекту були отримані практичні знання та навички, що потрібні не тільки при виконанні дипломного проекту, але при роботі на виробництві.
Список літератури.
1. Балабанов А.Н. «Краткий справочник технолога машиностроителя». –М: Издательство стандартов. 1992 г.
2. Боженко Л.І. «Технологія машинобудування. Проектування та виробництво заготовок».:Підручник.-Львів;Світ 1996р.
3. Единая система технологической документации.ГОСТ 3.1001-81-М.: Издательство стандарт, 1983г.
4. Курсовое проектирование по технологии машиностроения – Минск: Высшая школа, 1975г.
5. «Обработка металла резанием»:Справочник технолога /Под общ. Редакцией А.А.Панова – М.: Машиностроение , 1998г.
6. Руденко П.О. „Проектування технологічних процесів у машинобудуванні”-К.:Вища школа, 1993р.
7. «Справочник технолога машиностроителя» в 2-х томах, т.2 /Под ред. А.Г. Косиловой и Р.К. Мещерякова.- М.: Машиностроение,1985г.
8. Рудь В.Д. «Курсове проектування з технології машинобудування» Навчальниц посібник: ІСДО,1996р.
9. Методичні вказівки по вибору режимів різання.-Полтава, ПДТУ ім.. Ю.Кондратюка,1998р.
10. Методичні вказівки по призначенню режимів різання табличним методом.-Полтава, ПДТУ ім.. Ю. Кондратюка, 1999р.
Похожие работы





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
... і у судовому порядку Наведені у таблиці 1.3. адміністративні санкції передбачені статтею 165 Кодексу про адміністративні правопорушення.Розділ ІІ. Економічний аналіз витрат на оплату праці в бюджетних установах 2.1. Теоретичні основи економічного аналізу витрат на оплату праці У сучасних умовах реформування бухгалтерського обліку аналіз фінансово-господарської ...
0 комментариев