Аналіз матеріалу деталі
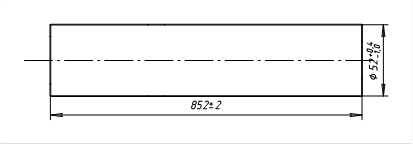
Обгрунтування методу виготовлення заготовки
Вибір схеми базування
Розробка маршрутів обробки деталі
Розробка та зміст технологічних операцій
Вибір верстатних пристроїв
Вибір вимірювальних пристроїв та інструментів
Розрахунок похибок базування
Розрахунок режимів різання
КОНСТРУКТОРСЬКА ЧАСТИНА
Розрахунок необхідної сили затиску деталі
Навигация
Розрахунок похибок базування
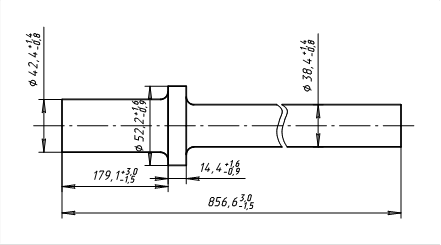
Розробка технологічного процесу обробки диску 07.02.00 в умовах дрібносерійного виробництва
52186
знаков
24
таблицы
14
изображений
2.11. Розрахунок похибок базування
Для досягнення високої точності обробки деталі необхідно дотримуватись принципу єдності баз: конструкторські, технологічні, вимірювальні бази повинні співпадати, в такому разі похибка базування рівна нулю.
При наявності порушення цього принципу виконується розрахунок похибки базування. Похибку базування співставляють з необхідною точністю розмірів та роблять висновок відносно можливості виконання заданої точності або необхідності заміни схеми базування.
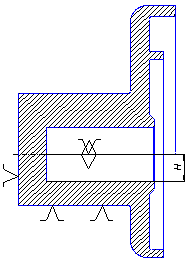
| Номер операції | Розрахункова схема | Розрахункова формула | Похибка базування |
| 025 |
Базування по 3 плоским поверхням | - | ТН |
Таблиця 2.11.1
Похибка установки заготовки в пристосуванні ∆Еу розраховується з урахуванням похибок:
∆Еб – базування;
∆Ез – закріплення;
∆Епр – похибка виготовлення та зношення опорних елементів пристрою.
Похибка установки визначається як граничне поле розсіювання положень вимірювальної поверхні відносно поверхні відліку в направленні витримуємого розміру.
Еу =![]() ; (2.11.1)
; (2.11.1)
де: Еб – похибка установки заготовки на постійні опори, Еб=60мкм [1.14. ст.43];
Ез – контактна деформація стику заготовки – опора пристрою [1.22. ст.52];
Ез=[(Кrz x Rz + Kнб х HB) + G1] x ![]() x
x ![]() (2.11.2)
(2.11.2)
Ез=[(0 + - 0,003 х 250) + 0,67 x ![]() ] x
] x  х
х ![]() = 20 мкм (2.11.2)
= 20 мкм (2.11.2)
Епр - для серійного та масового виробництва;
Епр=Езн – зношення установочних елементів пристроїв:
Еон=B x N = 1,2 x 4 = 4,8 мкм; (2.11.3)
Еу = ![]() =68 мкм (2.11.4)
=68 мкм (2.11.4)
Аналізуючи отриману похибку и порівнюючи точність відтворюючих розмірів![]() можна зробити висновок про можливість вибраного способу базування.
можна зробити висновок про можливість вибраного способу базування.
2.12. Визначення припусків на обробку та операційних розмірів деталі
Визначення припусків розрахунково-аналітичним методом виконаємо для поверхонь, маршрут обробки яких передбачає багатоетапну послідовність
обробки. В цьому випадку це поверхня Ø80Н7(+0,03). Технологічний маршрут обробки записуємо в таблицю розрахунків припусків. Також записуємо в таблицю відповідно кожному переходу значення елементів припусків.
Для заготовок, отриманих литтям в кокіль, значення коефіцієнтів будуть дорівнювати: Rz=200мкм; Т=300 [6, 27. ст. 66].
Розрахунок припусків та граничних розмірів на обробку отвору Ø80Н7.
Таблиця 2.12.1.
| Технологічні переходи обробки поверхні Ø80Н7 | Елементи припуску, мкм | Розрахунковий припуск, 2Zmin,мкм | Розрахунковий розмір, dp, мкм | Допуск б, мкм | Граничний розмір, мм | Граничні значення припусків, мкм | |||||
| Rz | T | ρ | E | dmin | dmax | 2Z пр min | 2Zпрmin | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Заготовка | 200 | 300 | 290 | 78,034 | 740 14кв | 77,29 | 78,03 | ||||
| Розточування чорнове | 50 | 50 | 14,5 | 168 | 2х835 | 79,704 | 190 11кв | 79,51 | 79,7 | 1670 | 2220 |
| Чистове | 20 | 25 | 2 | 8,4 | 2х116 | 79,936 | 74 9кв | 79,866 | 79,940 | 240 | 356 |
| Тонке | 5 | 10 | - | - | 2х47 | 80,03 | 30 7кв. | 80,00 | 80,03 | 90 2000 | 134 2710 |
Після першого технологічного переходу величини T i Rz знаходимо по табл. 27 [6, стор.66]. та записуємо в таблицю.
Величина просторового відхилення становить ρ=290 мкм. Величина верстатного просторового відхилення після чорнового розточування
![]() =0,05 х ρ= 0,05 х 290= 14,5 мкм (2.12)
=0,05 х ρ= 0,05 х 290= 14,5 мкм (2.12)
Похибка установки при чорновому розточуванні:
Е1 =Залишкова похибка установки при чистовому розточуванні:
Е2=0,05 х Е1=0,05 х 168=8,4 (2.12.2)
Так як чорнове та чистове розточування проводиться в одній установці, то Ед=0;
На основі записаних в таблиці даних проводимо розрахунок мінімальних значень міжопераційних припусків, використовуючи основну формулу:
2Zmin=2(Rzi-1+![]()
![]() ) (2.12.3)
) (2.12.3)
Мінімальний припуск під розточування:
- чорнове:
2Zmin1=2(200+300+![]() ) = 2 х 835 мкм (2.12.3)
) = 2 х 835 мкм (2.12.3)
- чистове:
2Zmin2=2(50+50+![]() ) =2 х 116 мкм (2.12.4)
) =2 х 116 мкм (2.12.4)
- тонке:
2Zmin3=2(20+25+2) = 2 х 47 мкм (2.12.5)
Маючи розрахунковий розмір, після останнього переходу (тонке розточування Ø80,03), для інших переходів отримуємо:
для чистового розточування:
dp=80,03 – 2 x 0,047 = 79,936мм (2.12.6)
для чорнового розточування:
dp=79,936 – 2 x 0,116 = 79,936мм (2.12.7)
для заготовки:
dp=79,704 – 2 x 0,835 = 79,936мм (2.12.8)
Значення допусків кожного переходу приймаємо та таблицям в відповідності з квалитетом:
заготовка – 14 кв.;
розточування чорнове – 11 кв.;
розточування чистове – 9 кв.;
розточування тонке – 7 кв.;
dmax – розрахунковий розмір, округлений до точності відповідного допуску;
dmin – це найбільший розмір з відніманням допуску.
Мінімальні значення припусків![]() рівні різниці найбільших граничних переходів, а максимальне значення
рівні різниці найбільших граничних переходів, а максимальне значення![]() – відповідно різниця
– відповідно різниця
найменших граничних розмірів.
На основі даних розрахунку будуємо схему графічного розташування припусків та допусків по обробці отвору Ø80Н7.
Рис. 2.12.1.
 Загальні припуски Zmin та Zmax визначаємо додаючи проміжні припуски та записуємо їх значення внизу відповідних граф.
Загальні припуски Zmin та Zmax визначаємо додаючи проміжні припуски та записуємо їх значення внизу відповідних граф.
2Zоmin=90+240+1670=2000мкм (2.12.9)
2Zоmах=134+356+2220=2710мкм (2.12.10)
Загальний номінальна припуск:
Zоном=Zоmin+Вв-Вд=2000+370-30=2340 мкм (2.12.11.)
dзном=dдном- Zоном=80-2,34=77,66 мкм (2.12.12)
Проведемо перевірку правильності розрахунків, які виконали:
![]() --
--![]() =134-90=44;
=134-90=44; ![]() =74-30=44;
=74-30=44;
![]() =356-240=116;
=356-240=116; ![]() =190-74=116;
=190-74=116;
![]() =2220-1670=550;
=2220-1670=550; ![]() =740-190=550;
=740-190=550;
Припуски на механічну обробку інших поверхонь назначаємо по довіднику [10.стор.581].
Лиття в кокіль:
Клас точності розмірів мас 8 для призначення припусків;
Ряд припусків 3;
Для 8 класу точності по [10., табл.2, стор.582] призначаємо допуски лінійних розмірів, на основі яких назначаємо припуски на механічну обробку. Вихідні дані заносимо в таблицю 2.12.1.
Припуски і допуски на поверхні деталі “Диск, які обробляються
Таблиця 2.12.1
| Поверхня | Розмір | Допуск | Припуск | |
| 1 | 165 | 1,6 | 2х2,4 | |
| 2 | 160 | 1,6 | 2х2,4 | |
| 3 | 160 | 1,6 | 2,4 | |
| 4 | Свердлення різьби в суцільному металі | |||
| 5 | Розточування канавки в суцільному металі | |||
| 6 | Ø80 | 1,4 | 2 х 2,3 (розрахунковий 2х1,2) | |
| 7 | 100 | 1,4 | 2,3 | |
| 8 | Ø304 | 2,0 | :2,8 | |
| 9 | Свердління в суцільному металі | |||
| 10 | Свердління в суцільному металі | |||
| 11 | Шпоночна канавка в суцільному металі | |||
Аналізуючи отримані результати для поверхні 6 – обробка отвору Ø80Н7 бачимо, що розрахунковий метод більш точний 2 х 1,2< 2 х 2,3.
Похожие работы





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
... і у судовому порядку Наведені у таблиці 1.3. адміністративні санкції передбачені статтею 165 Кодексу про адміністративні правопорушення.Розділ ІІ. Економічний аналіз витрат на оплату праці в бюджетних установах 2.1. Теоретичні основи економічного аналізу витрат на оплату праці У сучасних умовах реформування бухгалтерського обліку аналіз фінансово-господарської ...
0 комментариев