Аналіз матеріалу деталі
Обгрунтування методу виготовлення заготовки
Вибір схеми базування
Розробка маршрутів обробки деталі
Розробка та зміст технологічних операцій
Вибір верстатних пристроїв
Вибір вимірювальних пристроїв та інструментів
Розрахунок похибок базування
Розрахунок режимів різання
КОНСТРУКТОРСЬКА ЧАСТИНА
Розрахунок необхідної сили затиску деталі
Навигация
Розробка маршрутів обробки деталі
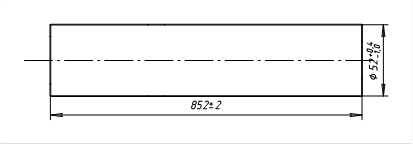
Розробка технологічного процесу обробки диску 07.02.00 в умовах дрібносерійного виробництва
52186
знаков
24
таблицы
14
изображений
2.6. Розробка маршрутів обробки деталі
Маршрут обробки деталі будуємо на основі обраних маршрутів обробки окремих поверхонь з урахуванням типу виробництва та схем базування.
Запишемо технологічний маршрут обробки деталі у вигляді послідовності обробки з описом змісту операцій та виконаних ескізів. В структуру маршруту необхідно включити перелік слюсарних, термічних та контрольних операцій.
Враховуючи пункти аналізу базового технологічного процесу та маршруту обробки окремих поверхонь будуємо технологічний процес обробки диску та заносимо в таблицю 2.6.1.
Маршрут обробки деталі “Диск”Таблиця 2.6.1.
| Номер та назва операції | Номер та зміст переходу |
| 1 | 2 |
| Операція 05 Заготівельна | Заготовка – лиття в кокіль з обрубленими литниками |
| Операція 010 Термічна | Нормалізація, t=870-880ºС. Охолодження з піччю |
| Операція 015 Пісочноструйна | Очистити заготовку від окалини |
| Операція 020 Свердлильно-фрезерно-розточна | 1. Фрезерувати чотири площини прямокутника в розмір 150 2. Фрезерувати чотири фаски 10х45º 3. Фрезерувати торець прямокутника в чорно. 4. Свердлити Ø24-0,1 на відстані 90 5. Нарізати різьбу М27-7Н |
Продовження таблиці 2.6.1
| 1 | 2 |
| Операція 025 Свердлильно-фрезерно-розточна | 1. Розточити канавку Ø96+0,5 шириною 12 2. Розточити поверхню Ø80Н7 попередньо Ø76+0,5 підрізати торець в розмір 195-0,5 3. Фрезерувати поверхню шириною 12 на Ø304 в розмір 208-05. 4. Розточити Ø80Н7 начисто Ø78,5+0,25 підрізати фаску 2 х45º 5. Розточити поверхню Ø80Н7 до кінця. |
| Операція 030 Свердлильно- фрезерно- розточна | 1.Фрезерувати торець прямокутника в розмір 165-0,25 2. Свердлити отвір Ø23 на глибину 40 3. Свердлити отвір Ø11,4 на глибину 19 4.Свердлити отвір Ø6 на глибину 120 5. Нарізати різьбу G ¼ 6.Довбати шпонковий паз b=24 |
| Операція 035 контрольна | Контролювання точності виготовлення на контрольних пристроях |
Похожие работы





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
... і у судовому порядку Наведені у таблиці 1.3. адміністративні санкції передбачені статтею 165 Кодексу про адміністративні правопорушення.Розділ ІІ. Економічний аналіз витрат на оплату праці в бюджетних установах 2.1. Теоретичні основи економічного аналізу витрат на оплату праці У сучасних умовах реформування бухгалтерського обліку аналіз фінансово-господарської ...
0 комментариев