Классификация поверхностей детали
Анализ базового варианта техпроцесса
По таблице 2.1 [4] исходя их данных таблицы 2.3 получим допуски, которые и сведем в таблицу 2.1
Разработка технологического маршрута и плана обработки. Выбор СТО
Научные исследования
Анализ влияния качества поверхностного слоя на стойкость сверл
Конструкция сверл
Введение. Обоснование необходимости проведения патентных исследований
Патентный поиск
Проектирование технологических операций
Нормирование операций
Расчёт и конструирование режущего инструмента
Расчёт сил резания
Расчёт силового привода
Расчёт точности контрольного приспособления
Экономическое обоснование усовершенствования сверлильной операции
Расчет необходимого количества оборудования и коэффициентов его загрузки
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса, руб
Расчет приведенных затрат и выбор оптимального варианта
Безопасность и экологичность проекта
Навигация
Расчёт сил резания
Технологический процесс изготовления корпуса главного цилиндра гидротормозов ВАЗ 2108
104781
знак
22
таблицы
28
изображений
10.2 Расчёт сил резания
Силы резания для фрезерования и сверления подсчитаны в п. 6.
Для фрезерования:
окружная сила Pz = 54 H
Mкр = 40 Н × м
Для сверления: момент кручения Mкр = 21 Н × м
10.3 Расчёт сил резания
В процессе обработки заготовки на неё действуют силы резания. С одной стороны силы резания от фрезерования стремятся провернуть заготовку в призматических самоцентрирующих зажимах. Тоже самое стремятся сделать силы резания от рассверливания. Продольные силы резания, стремящиеся сдвинуть заготовку вдоль оси, не учитываются, т.к. в продольном направлении заготовка фиксирована упорами (продольная установка). С другой стороны силы зажима препятствуют этому из условия равновесия моментов данных сил и, с учётом коэффициента запаса, определяются необходимое зажимное и исходное усилие.
Схема закрепления заготовки представлена на рис. 10.2
Схема закрепления заготовки в самоцентрирующем двухкулачковом патроне
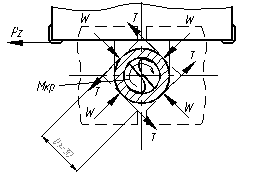
Рис. 10.2
Проведём сначала расчёт необходимого усилия зажима для фрезерования.
Окружная сила Pz создаёт крутящий момент от сил резания.
Mp = Pz × l (10.1)
где l – плечо действия окружной силы Pz, мм;
из проекционного эскиза l = 27мм.
Провороту заготовки препятствуют силы зажима, создающие момент закрепления
![]() (10.2)
(10.2)
где w – суммарное усилие зажима на четыре пружины, Н;
f – коэффициент трения на рабочей поверхности зажимного элемента.
Из равенства моментов М’р и М’з определим необходимое усилие зажима, препятствующее провороту заготовки.
![]() (10.3)
(10.3)
где k – коэффициент запаса, в зависимости от конкретных условий выполнения технологической операции, по формуле
k = k0 × k2 × k3 × k4 × k5 × k6 (10.4)
где k0 = 1,5 – гарантированный коэффициент запаса;
k1 – коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях заготовки (для черновой обработки k = 1,2);
k2 – коэффициент, учитывающий увеличение сил резания вследствие затупления режущего инструмента. По [17] k2 для фрезерования k2 = 1,0.
k3 – коэффициент учитывает увеличение сил резания при прерывистом резании (для прерывистого k3 = 1,2);
k4 – коэффициент, характеризующий постоянство силы развиваемой зажимным механизмом (k4 = 1,0);
k5 – коэффициент, характеризующий энергономику (k5 = 1,0);
k6 – коэффициент, учитывающий при установке заготовки на штыри (k6=1,0).
kS = 1,5 × 1,2 × 1,2 = 2,16
Принимаем kS = 2,5
Коэффициент трения принимаем равным f = 0,3.
Подставив все данные
![]()
Тоже самое рассчитаем для сверления.
Момент сил резания М’’кр = 21 Н×м
Коэффициент запаса принимаем kS = 2,5
Усилие зажима
![]()
Выбираем для дальнейших расчётов усилия зажима W = 8100 H
Величина усилия зажима W1 прикладываемая к зажимным кулачкам несколько увеличивается по сравнению с усилием W’ и рассчитывается по формуле
 ( 10.4)
( 10.4)
где lk – вылет зажимного элемента, расстояние от середины направляющей кулачка до точки касания зажимного элемента с заготовкой. Выбираем конструктивно lk = 45 мм;
Hk – длина направляющей постоянного кулачка, мм; конструктивно Нk = 80 мм;
f1 – коэффициент трения в направляющих постоянного кулачка и корпуса (f1 = 0,1 для полусухого трения стали по стали).
Подставив исходные данные в формулу (10.4) получим:
10.4 Расчёт зажимного механизма патрона
В данном случае принимается комбинированный тип зажимного механизма: рычажно-винтовой.
Рычажный самоцентрирующий механизм должен обеспечить относительное движение кулачков с высокой точностью. На их движение накладываются условия: разнонаправленность, одновременность и равная скорость движения. Это обеспечивается одним силовым приводом.
При расчёте зажимного механизма определяется усилие Q, создаваемое силовым приводом, которое зажимным механизмом преобразуется в соответствии с плечами рычагов.
В данном случае (конструктивно) передаточное отношение по силе
![]() (10.6)
(10.6)
поэтому усилие на штоке
![]() (10.7)
(10.7)
![]()
0 комментариев