Классификация поверхностей детали
Анализ базового варианта техпроцесса
По таблице 2.1 [4] исходя их данных таблицы 2.3 получим допуски, которые и сведем в таблицу 2.1
Разработка технологического маршрута и плана обработки. Выбор СТО
Научные исследования
Анализ влияния качества поверхностного слоя на стойкость сверл
Конструкция сверл
Введение. Обоснование необходимости проведения патентных исследований
Патентный поиск
Проектирование технологических операций
Нормирование операций
Расчёт и конструирование режущего инструмента
Расчёт сил резания
Расчёт силового привода
Расчёт точности контрольного приспособления
Экономическое обоснование усовершенствования сверлильной операции
Расчет необходимого количества оборудования и коэффициентов его загрузки
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса, руб
Расчет приведенных затрат и выбор оптимального варианта
Безопасность и экологичность проекта
Навигация
Расчёт силового привода
Технологический процесс изготовления корпуса главного цилиндра гидротормозов ВАЗ 2108
104781
знак
22
таблицы
28
изображений
10.5 Расчёт силового привода
Принимаем винтовой зажимный механизм в качестве второй ступени в 2х кулачковом патроне. По [ ] момент закручивания определяется по формуле
Мр = Q × 0,1 × dвинт
тогда необходимый момент будет для dвинт = М20 мм (конструктивно):
Мр = 6100 × 0,1 × 20 = 1220 Н×мм = 12,2 Н×м
Винт приводится во вращение при помощи пары конических зубчатых колёс (рис. 10.3)
Схема привода
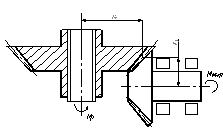
Рис. 10.3
Усилие окружное на зубьях большой шестерни необходимое для создания момента Мр будет
Мр = Рокр × R1 (10.8)
Тогда окончательный момент закрепления будет определяться по формуле:
![]() (10.9)
(10.9)
![]() (10.10)
(10.10)
![]()
На позиции загрузки для создания Мзакр предусмотрено специальное приспособление (гайковёрт).
10.6 Расчёт погрешности установки заготовки в приспособлении
Погрешность установки определяется по формуле:
![]() (10.11)
(10.11)
где eб – погрешность базирования ( в данном случае технологическая база используется как измерительная; eб = 0); eз – погрешность закрепления – это смещение измерительной базы под действием сил зажима (eз = 0);
eпр – погрешность элементов приспособления, зависящая от точности их изготовления.
Расчётная схема погрешностей рычажного механизма приведена на рис. 10.4.
![]() (10.12)
(10.12)
где wАD – колебания замыкающего звена; D1, D2 – погрешности, возникающие вследствие неточности изготовления размеров А2; D1, D3 – погрешности из-за колебания зазоров в соединениях (D1,3 = Sнб – Sнм)
Расчётная схема погрешностей.
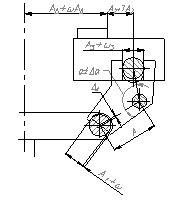
Рис.10.4
D4 – погрешность, появляющаяся из-за неточности изготовления рычага: D4 = АsinDa (Da = 30’’).
Колебания замыкающего звена wАD примем равными 0,04 мм.
Зададим все звенья по 7 квалитету:
D1 = 0,01мм; D2 = 0,008; D3 = 0,01 мм; D4 = 45sin30’’ = 0,002
тогда погрешность установки будет равна:
![]()
принимаем звенья с принятыми отклонениями.
10.7 Описание работы приспособления
Приспособление предназначено для зажима заготовки корпуса гидравлических тормозов на автоматической линии.
Приспособление – 2х кулачковый патрон состоит из корпуса привода патрона 3, на котором закреплён корпус 1, в пазах которого перемещаются подвижные колодки 18 с установленными на них зажимными элементами (не показаны). Колодки 18 перемещаются рычагом 9, который также находится в зацеплении с тягой 7, вкрученной в ходовую гайку 1, которая зафиксирована в колесе 1. Колесо 1 находится в зацеплении с шестернёй 4, которая вращается от полумуфты 6.
Приспособление – патрон 2х кулачковый работает следующим образом. При зажиме заготовки, полумуфта 6 присоединяется к приводу (не показан), от которого вращение через шестерню 4, колесо в сборе 1, ходовую гайку 8 преобразуется в поступательное движение тяги 7, которая опускаясь, перемещает рычаг 9, в зацеплении с которым находится колодка 18, сходящаяся к центру. Разжим происходит в обратном порядке.
11. Расчёт и проектирование контрольного приспособления
Задача раздела – выбрать, сконструировать, провести описание работы контрольного приспособления на одну из операций, а также рассчитать его точность.
11.1 Описание работы приспособления
Выбираем для проектирования калибр с индикатором для контроля межосевых расстояний (см. рис. 11.1) 39,5 ± 0,2; 89 ± 0,2; 121,5 ± 0,2; 152 ± 0,2; 166,5 ± 0,1 (данный размер до торца); 39,5 ± 0,2; 171,5 ± 0,35. Все размеры (линейные и диаметральные) при конструировании выбираем исходя из конструктивных соображений. Разработанное приспособление представлено на листе.
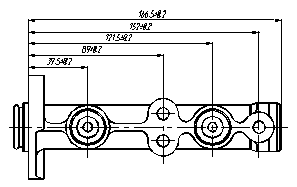
Рис. 11.1
Контрольное приспособление состоит из плиты 1, на которую крепится стойка 2. В стойке 2 крепится втулка 10 под индикатор 13, втулка 15 под центровочный палец 9 (ромбический) и под цилиндрический палец 18. В стойке 2 при помощи винта 37 и гайки 8 крепится скалка-калибр 3 с направляющими отверстиями. На ней свободно установлена втулка упорная 23. На левы конец скалки 3 устанавливается втулка упорная 12, которая упирается в палец 11. Фиксируется втулка упорная 12 винтом 27, который вкручен в раму 14, свободно вращающуюся на винтах 29. На стойке 2 закрепляется винтом 42 и фиксируется в определённом положении шпонкой 31 кондукторная плита 3. В ней устанавливаются направляющие призматические втулки 17, 19, по которым направляются пальцы 21. Стойка 2 имеет для зажима направляющую 8. Плита 1 по установочным пальцам 26 устанавливается в рабочее положение. На плите 1 закрепляется винтами 33 стойка под пальцы 28.
Приспособление контрольное работает следующим образом. При отведённой раме 14 на скалку 2 устанавливается проверяемая деталь, базовым торцом к индикатору. Деталь ориентируется двумя пальцами – цилиндрическим 18 и ромбическим 9. В скалку 2 вставляется палец 11 и надевается втулка упорная 12. Винтом 27 затем деталь фиксируется в строго определённом положении с упором в левый торец. Затем в определённо зафиксированном положении вставляются пальцы 7 для контроля размера 152 ± 0,2 (с учётом вылета ножки индикатора) 217 ± 0,2. С учётом предварительно измеренного эталонного осевого расстояния до базового торца стойки 2 определяется отклонение от номинального положения. Аналогично проверяются другие размеры пальцами 6 и 21. Показания снимают с индикатора 13. После контроля отверстий верхней половины, деталь раскрепляют, отводят раму 14, вынимают палец 11, деталь выводят из зацепления с центровочными пальцами 9 и 18, переворачивают на 180° и снова закрепляют и проводят измерения.
0 комментариев