Классификация поверхностей детали
Анализ базового варианта техпроцесса
По таблице 2.1 [4] исходя их данных таблицы 2.3 получим допуски, которые и сведем в таблицу 2.1
Разработка технологического маршрута и плана обработки. Выбор СТО
Научные исследования
Анализ влияния качества поверхностного слоя на стойкость сверл
Конструкция сверл
Введение. Обоснование необходимости проведения патентных исследований
Патентный поиск
Проектирование технологических операций
Нормирование операций
Расчёт и конструирование режущего инструмента
Расчёт сил резания
Расчёт силового привода
Расчёт точности контрольного приспособления
Экономическое обоснование усовершенствования сверлильной операции
Расчет необходимого количества оборудования и коэффициентов его загрузки
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса, руб
Расчет приведенных затрат и выбор оптимального варианта
Безопасность и экологичность проекта
Навигация
Патентный поиск
Технологический процесс изготовления корпуса главного цилиндра гидротормозов ВАЗ 2108
104781
знак
22
таблицы
28
изображений
7.4 Патентный поиск
А) Поиск материалов, имеющих отношение к объекту.
Будем проводить тематический поиск. Сведения о ТР, имеющих отношение к ИТР "сверло спиральное – общая компоновка" заносим в табл. 5 и 6, графы 1–4. Все отобранные патенты считаем действительными.
Б) Детальный анализ отобранных материалов
Задача данного этапа – путем сопоставления признаков ИТР "Сверло спиральное – общая компоновка" и отобранных ранее ТР установить:
1) Наиболее прогрессивное ТР;
2) Обладает ли усовершенствованное сверло патентной чистотой.
Выявляем существенные признаки ИТР "Сверло спиральное – общая компоновка" и группируем их. Выявленные и сгруппированные признаки заносятся в табл. 7.3.
Наличие признака в каждом аналоге отмечаем знаком "+", отсутствие "–"
Таблица 7.2. Патентная документация, отобранная для анализа
| Предмет поиска (ИТР) | Страна выдачи, вид и номер охранного документа, классификационный индекс | Автор, заявитель, страна, дата приоритета, дата публикации, название | Сущность технического решения и цель его создания | Подлежит (не подлежит) детальному анализу | |
| достигнутого уровня | патентной чистоты | ||||
| Сверло спиральное | СССР, а/с 15990111 МКИ В23 В51/02 УДК 621.951.45 | В. П. Астахов, одесский политехнический институт, СССР, 26.06.86 Сверло спиральное с отверстиями для подвода СОЖ | Сверло спиральное, содержащее рабочую часть с двумя режущими кромками, образованными пересечением передних и задних поверхностей и с перемычкой, включающей в себя режущую и цилиндрическую части, отличающееся тем, что с целью улучшения подвода СОЖ в рабочей части и хвостовике сверла выполнены отверстия для подвода СОЖ (рис. 7.2) | Подлежит | Подлежит |
| Сверло спиральное | СССР, а/с 16856228 МКИ В23 В51/02 УДК 621.951.45 | Л. А. Фомин, СССР, 23.10 87 Сверло спиральное с круглой спиралью | Сверло, содержащее хвостовик и рабочую часть, на которой формообразованы две спиральные канавки с круглой спиралью, отличающееся тем, что на рабочей части сверла образованы стружколоматели и транспортирующие части, которые позволяют увеличить производительность за счет избегания вывода сверл, а также повысить подачу и стойкость по сравнению со стандартными сверлами в 1,5…2 раза (рис.7.3) | Подлежит | Подлежит |
| Сверло спиральное | СССР, а/с 17735831, МКИ В23 В51/02 | М. С. Ильин, Д. Н. Кноур Научно-производственное объединение по технологии машиностроения "УНИИТМАТ", СССР, 07.11.88. Сверло спиральное двухстороннего резания | Сверло, содержащее рабочую часть, состоящую из режущей и цилиндрической частейпричем режущая часть имеет главные, вспомогательные ии поперечную режущие кромки, отличающиеся тем, что с целью улучшения стружкоотвода и подвода СОЖ на главных режущих выполнены каналы для отвода СОЖ и стружки (рис. 7.4) | Подлежит | Подлежит |
| Сверло спиральное | СССР, а/с 16733008 МКИ В23 В51/02 УДК 621.951.45 | Д. Ф. Бабанов, П. Д. Яковлев; Ленинградский механический институт, СССР, 30.08.86 Сверло четырехленточное | Сверло, содержащее цилиндрическую и рабочую часть, на которой формообразованы две спиральные канавки, отличающееся тем, что с целью повышения жесткости на цилиндрической части выполнены четыре ленточки, в результате чего стойкость инструмента повышается в 1,5…2 раза (рис. 7.5) | Подлежит | Подлежит |
| Сверло спиральное | Япония, заявка №63-306813 МКИ В23 В51/02 УДК 621.951.45 | Япония, 88.12.14 Сверхтвердое сверло | Сверло содержит сверхтвердую пластину, парипаянную в выемке на конце сверла. В теле выполняют отверстия для подачи СОЖ. Отверстие проходит от конца хвостовика до дна выемки. Отстойник выполнен на задней части пластины, а от отстойника до режущей части проходят канавки для подачи СОЖ, при этом повышается надежность и производительность, стойкость за счет сверхтвердой режущей пластины и эффективного охлаждения (рис. 7.6) | Подлежит | Подлежит |
| Сверло спиральное | Англия МКИ В23 В51/02 УДК 621.951.45 | Фирма Krupp Widia, Англия, РЖ–93 Сверла Faster hole milling //Mater.+Manuf. | Фирма Krupp Widia выпустила новую серию сборных сверл, оснащенных сменными твердосплавными пластинами. Диапазон диаметров 15…25 мм. Глубина сверления до 3,5 диаметров. Специальные режущие пластины имеют отрицательно-положительную геометрию режущих кромок, что гарантирует эффективный стружкоотвод, даже при вертикальном сверлении с предельной глубиной. Режущие пластины имеют плазменное износостойкое покрытие. | Подлежит | Подлежит |
Таблица 7.3 Существенные признаки ИТР "Сверло спиральное – общая компоновка" и его аналогов
| Группа | Признаки ТР | ИТР | Аналоги | ||||
| Япония 63 – 30.683 | СССР А/с 159900111 | СССР А/с 16856228 | СССР А/с 17735831 | СССР А/с 16733003 | |||
| а | Элементы: | ||||||
| 1. Хвостовик | + | + | + | + | + | + | |
| 2. Винтовые канавки | + | + | + | + | + | + | |
| 3. Перемычка | + | + | + | + | + | + | |
| 4. Главные режущие кромки | + | + | + | + | + | + | |
| 5. Вспомогательные режущие кромки | + | + | + | + | + | + | |
| 6. Лапка | + | + | + | – | – | – | |
| 7. Шейка | + | – | – | – | – | – | |
| 8. Резьбовой хвостовик | + | – | – | – | – | – | |
| б | Форма элементов | ||||||
| 1. Главные режущие кромки с продольными канавками | – | – | – | – | + | – | |
| 2. Стужколомающие и транспортирующие канавки | – | – | – | + | – | – | |
| 3. Спиральные каналы для подачи СОЖ | – | – | + | – | – | – | |
| 4. Четырехленточная рабочая часть | – | – | – | – | – | + | |
| 5. Хвостовик с резьбой | + | – | – | – | + | – | |
| 6. Прерывистая режущая кромка | + | – | – | – | – | – | |
| 7. Подточенная перемычка | + | – | – | – | – | – | |
| в | Взаимное расположение | ||||||
| 1. Отстойник для СОЖ на задней части режущей пластины | – | + | – | – | – | – | |
| 2. Внутренние каналы для подвода СОЖ | + | + | + | – | + | – | |
| д | Материалы | ||||||
| 1. Режущие пластины из сверхтвердого материала | + | + | – | – | – | – | |
| 2. Канавки, обработанные ХТО | + | – | – | – | – | – | |
Таблица 7.4 Оценка преимуществ и недостатков аналогов
| Показатели положительного эффекта | ИТР | Аналоги | |||||
| СССР А/с 16856228 | СССР А/с 16856228 | СССР А/с 17735831 | СССР А/с 16733003 | Япония 63 – 30.683 | Англия | ||
| а) Показатели, обеспечивающие достижение цели усовершенствования | |||||||
| Лучший подвод СОЖ | 0 | 3 | 2 | 4 | 2 | 3 | 2 |
| б) Показатели, косвенно содействующие достижению цели | |||||||
| Лучший стружкоотвод | 0 | 2 | 4 | 3 | 2 | 2 | 4 |
| в) Показатели, улучшающие полезные свойства объекта | |||||||
| 1. Повышение производительности обработки | 0 | 2 | 3 | 3 | 2 | 4 | 3 |
| 2. Повышение качества обработки | 0 | 2 | 2 | 2 | 2 | 2 | 2 |
| г) Показатели, ослабляющие вредные свойства объекта | |||||||
| 1. Увеличение стойкости инструмента | 0 | 2 | 2 | 2 | 3 | 4 | 3 |
| Суммарный положительный эффект | 0 | 11 | 13 | 14 | 11 | 15 | 14 |
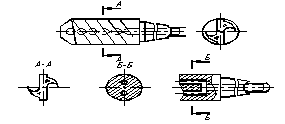
Рис. 7.2. Эскиз к а. с. 15990111
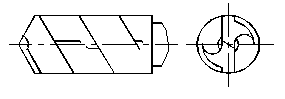
Рис. 7.3. Эскиз к а. с. 16856228
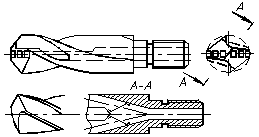
Рис.7.4. Эскиз к а. с. 17735831
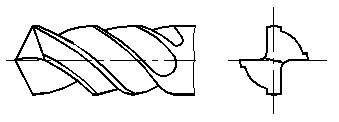
Рис. 7.5. Эскиз к а. с. 16733008
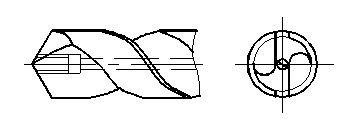
Рис. 7.6. Эскиз к заявке №63-306813
Определение показателей положительного эффекта (при исследовании достигнутого уровня:
– показатели, обеспечивающие достижение цели усовершенствованного объекта: лучший подвод СОЖ;
– показатели, косвенно содействующие достижению цели: лучший стружкоотвод;
– показатели, не влияющие на достижение цели, но усиливающие полезные свойства объекта: повышение производительности обработки и качества обработки;
– показатели, не влияющие на достижение цели, но ослабляющие свойства объекта: увеличение стойкости инструмента.
Проводим сопоставительный анализ преимуществ и недостатков ИТР и аналогов (при исследовании достигнутого уровня).
Оцениваем обеспечение каждого показателя положительного эффекта каждым аналогом в баллах (от 2 до 5). ИТР по каждому показателю выставляем оценку 0. Заносим оценки в графы 3 – 9 табл. 7.4. Сумму баллов каждого аналога заносим в нижнюю строку. Видим, что наибольшую сумму баллов имеет аналог "Сверхтвердое сверло" по заявке №63-306813 Япония. Следовательно, данное ТР является наиболее прогрессивным.
Сопоставляя существенные признаки ИТР, графа 3 табл. 7.3, с признаками аналога графа 4 табл. 7.3. Из сопоставления видно, что новыми признаками являются:
– прерывистая режущая кромка;
– подточенная перемычка;
– хвостовик с резьбой;
– канавки, подвергнутые ХТО.
7.5 Выводы и результаты
1) Наиболее прогрессивным ТР считается "Сверхтвердое сверло" по заявке №63-306813, Япония.
2) Прогрессивное сверло обладает патентной чистотой по СССР (РФ) и Великобритании. По отношению к Японии прогрессивное сверло не обладает патентной чистотой.
В результате работы было установлено, что усовершенствованное сверло целесообразно использовать в производстве, учитывая его высокие технологические показатели. Также установили, что усовершенствованное сверло обладает патентной в отношении стран проверки (за исключением Японии) и, следовательно, возможен экспорт данного сверла в эти страны (Великобритания).
0 комментариев