Классификация поверхностей детали
Анализ базового варианта техпроцесса
По таблице 2.1 [4] исходя их данных таблицы 2.3 получим допуски, которые и сведем в таблицу 2.1
Разработка технологического маршрута и плана обработки. Выбор СТО
Научные исследования
Анализ влияния качества поверхностного слоя на стойкость сверл
Конструкция сверл
Введение. Обоснование необходимости проведения патентных исследований
Патентный поиск
Проектирование технологических операций
Нормирование операций
Расчёт и конструирование режущего инструмента
Расчёт сил резания
Расчёт силового привода
Расчёт точности контрольного приспособления
Экономическое обоснование усовершенствования сверлильной операции
Расчет необходимого количества оборудования и коэффициентов его загрузки
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса, руб
Расчет приведенных затрат и выбор оптимального варианта
Безопасность и экологичность проекта
Навигация
Конструкция сверл
Технологический процесс изготовления корпуса главного цилиндра гидротормозов ВАЗ 2108
104781
знак
22
таблицы
28
изображений
6.4 Конструкция сверл
В [11] приведена группа сверл с внутренним подводом СОЖ. Такие сверла обладают повышенной стойкостью, т. к. СОЖ, попадая непосредственно в зону резания, эффективнее охлаждает режущие кромки сверла. В [11] также приведены результаты стойкостных испытаний сверл диаметром 12 мм с каналами для подвода СОЖ, в ходе которых было установлено, что стойкость данных сверл значительно выше, чем у стандартных сверл (табл. 6.4).
Таблица 6.4 Результаты испытаний
| № опыта | Сверла с каналами для подвода СОЖ | Сверла стандартной конструкции | ||||
| Стойкость | Количество выводов для очистки от стружки | Стойкость | Количество выводов для очистки от стружки | |||
| Количество отверстий | Время, мин | Количество отверстий | Время, мин | |||
| 1 2 3 4 5 | 93 156 202 66 173 | 48,5 78 101 33 86,5 | – – – – – | 14 11 9 19 17 | 7 5,5 4,5 9,5 8,5 | 3 3 3 3 3 |
В [12] показано сверло с канавками для дробления стружки. На режущих кромках сверла по задней поверхности заточены две несимметричные кольцевые канавки, глубины которых постепенно уменьшается от режущей кромки к канавке сверла. При сверлении материалов данными сверлами вся ширина стружки разбивается на отдельные участки, что снижает силы резания и тепловыделение. Стружка легко отводится из зоны резания и не пакетируется в канавках сверла. Это значительно повышает стойкость сверла.
На рис. 6.4 представлена конструкция сверла с центральной режущей вставкой из СТМ (а. с. №1144800, МКИ В23 В51/02). В теле 1 выполнено центральное отверстие, в котором с помощью припоя закреплена режущая пластина – вставка 2. В качестве припоя применен медно-титановый припой, содержащий 25–30 массовых частей титана и 2-3 масс. ч. олова. Пайку проводят в вакууме без предварительной металлизации. Материал вставки выбирают в зависимости от марки обрабатываемого материала (для конструкционных сталей – из поликристаллического нитрида бора). Режущая вставка повышает стойкость сверла в 6…8 раз.
Выводы по разделу.
Следует применить сверло с внутренним подводом СОЖ, вставкой из СТМ, с разделительной канавкой по задней поверхности, с ХТО канавок сверла, с замыканием цепи термо-ЭДС, с алмазной доводкой рабочих поверхностей, гарантирующих повышение суммарной стойкости в 8…12 раз.
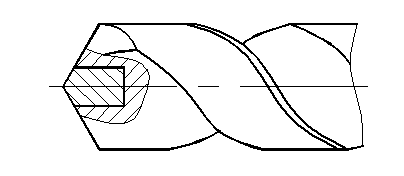
Рис. 6.3. Схема сверла с режущей вставкой из СТМ
7. Патентные исследования
Задача раздела – исследовать достигнутый уровень развития техники по отношению к выбранному прогрессивному техническому решению и провести экспертизу на патентную чистоту стран проверки Великобритания, Япония, Россия.
0 комментариев