Классификация поверхностей детали
Анализ базового варианта техпроцесса
По таблице 2.1 [4] исходя их данных таблицы 2.3 получим допуски, которые и сведем в таблицу 2.1
Разработка технологического маршрута и плана обработки. Выбор СТО
Научные исследования
Анализ влияния качества поверхностного слоя на стойкость сверл
Конструкция сверл
Введение. Обоснование необходимости проведения патентных исследований
Патентный поиск
Проектирование технологических операций
Нормирование операций
Расчёт и конструирование режущего инструмента
Расчёт сил резания
Расчёт силового привода
Расчёт точности контрольного приспособления
Экономическое обоснование усовершенствования сверлильной операции
Расчет необходимого количества оборудования и коэффициентов его загрузки
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса, руб
Расчет приведенных затрат и выбор оптимального варианта
Безопасность и экологичность проекта
Навигация
Анализ влияния качества поверхностного слоя на стойкость сверл
Технологический процесс изготовления корпуса главного цилиндра гидротормозов ВАЗ 2108
104781
знак
22
таблицы
28
изображений
6.2 Анализ влияния качества поверхностного слоя на стойкость сверл
В работе [8] приведены результаты исследований по изучению повышения режущих свойств сверл из сталей Р6М5 и др.
Анализ влияния многочисленных факторов на износ и стойкость сверл показывает, что последние зависят от состояния поверхностного слоя толщиной 0,1 – 0,6 мм. Целью исследования являлось определение возможных оптимальных условий, при которых указанный слой обеспечивал бы наибольшую работоспособность сверл. Одним из существенных факторов, определяющих состояние поверхностного слоя, является температура в зоне резания.
На рис. 6.1 показан характер распределения температуры по длине режущей кромки сверла. Видно из графиков, что температура от оси инструмента к периферии возрастает, достигая максимума на расстоянии (0,7…0,9) длины режущей кромки и далее снижается.
 Рис. 6.1. Кривые распределения температуры по длине режущей кромки сверла (контурная линия – по расчету, штриховая – по результатам измерений)
Рис. 6.1. Кривые распределения температуры по длине режущей кромки сверла (контурная линия – по расчету, штриховая – по результатам измерений) При измерении температуры на кромках сверл резко выраженное экстремальное значение ее не отмечалось. На участках с y = 0,8…1 происходит стабилизация температуры. Отмеченные явления связаны с улучшением отвода тепла от наиболее нагретых участков сверла в массу инструмента, а также уменьшением разницы в ее температурах на поверхности сверла и изделия. О последнем свидетельствует рассмотрение температурных полей, анализ которых показывает, что выравнивание температуры на передней и задней поверхностях происходит за счет тепловых потоков, направленных в массу сверла.
В связи с тем, что стойкость определяется состоянием рабочих поверхностей особое значение приобретает алмазная доводка. Эффективность доводки определяется ее режимами (скоростью и подачей).
Химический и фазовый анализы поверхностного слоя показали, что после алмазной обработки наряду с уменьшением шероховатости, имеет место увеличение содержания углерода (на 0,08 – 0,12%) с упрочнением поверхностного слоя на глубину до 25 мкм. В результате сложного комплексного воздействия алмазной доводки на состояние поверхностного слоя происходит повышение стойкости в 1,2…1,5 раза.
6.3 Влияние ХТО на стойкость сверл
В работе [9] приведены результаты исследований влияния ХТО на стойкость сверл из быстрорежущей стали. Существует несколько способов повышения износостойкости сверл после их изготовления:
1. Нанесение простых износостойких покрытий на режущие элементы сверла;
2. Нанесение сложных (комплексных) покрытий на режущие элементы сверла;
К первому способу относятся однокомпонентные покрытия: хрома, оксидной пленки, полученной за счет низкотемпературного, высокотемпературного или химического оксидирования; пленки цианидов или титана. Сюда же относится фосфатирование, сульфидирование, обработка медью и дисульфидом молибдена. Ко второму способу относятся многокомпонентные износостойкие пленки (цианирование с последующим воронением в солях и др.). Также повышают стойкость:
– наплавка износостойкого сплава;
– полирование канавок сверла гидроабразивным, электролитическим или химическим способами;
– термомеханическая обработка
– искровое, химическое и механическое упрочнение.
Способ ХТО

1 вариант – без ХТО; 2 вариант – цианирование 12 мин при 560°С; 3 вариант – цианирование 18 мин при 560°С; 4 вариант – цианирование 12 мин при 560°С + воронение в соли ЧС312 в течении 30 мин при 450°С; 5 вариант – цианирование 18 мин при 560°С + воронение в соли ЧС312 в течении 30 мин при 450°С; 6 вариант – воронение в соли ЧС312 в течении 30 мин при 450°С
Рис. 6.2. Влияние способа ХТО на стойкость и удельные износы по задней поверхности при следующих условиях:
а) v = 36,7 м/мин, S = 0,32 мм/об;
б) v = 25,2 м/мин, S = 0,43 мм/об.
На рис. 6.2 приведены результаты испытаний, из которых видно, что наиболее оптимальным вариантом ХТО является цианирование в среднепроцентных ваннах при температуре 560°С с последующим воронением в расплаве солей ЧС-132 при 450°С в течении 30 мин.
Стойкость сверл, подвергнутых ХТО, в 2…2,5 раза выше стойкости сверл без ХТО.
6.4 Влияние изоляции термо-ЭДС на стойкость сверл
В работе [10] приведены результаты сравнительных испытаний сверл при обработке чугунов с разрывом в цепи термо-ЭДС и без разрыва.
Исследование проводилось по схемам, представленным на рис. 6.3 сверлами из стали Р6М5.
Схема 1. изоляция инструмента обеспечивалась склеенной переходной втулкой КМ4-2.
Схема 2. Патрон соединяли со шпинделем станка гибким многожильным проводом (медным)
Схема 3. Заготовку устанавливали в тисках с текстолитовой прокладкой под основание толщиной 1 мм.
Схема 4. Схема установки сверла и заготовки та же, что и в п. 3, но заготовку соединяли гибким многожильным медным проводом со столом станка.
Обрабатывались заготовки из серого чугуна СЧ18-36. Каждая заготовка разделялась на две половины, одна из которых обрабатывалась без разрыва цепи термо-ЭДС, на другой – по схеме с разрывом. Стойкость сверла оценивалась количеством просверленных ими отверстий до затупления.
Сверла диаметром 8 мм испытывались при скорости резания 13,3 м/мин по всем четырем схемам. Отверстия сверлились на глубину 25 мм с подачей S=0,25 мм/об. Основные статистические показатели распределения стойкости сверл показаны в табл. 6.2.
Таблица 6.2 Показатели распределения стойкости
| Схема обработки | Диаметр отверстия, мм | Количество отверстий | Среднеарифметическая стойкость | Дисперсия, s2 | Среднеквадратичное отклонение | Коэфф. относит. стойкости |
| 1 2 3 4 | 8 8 8 8 | 240 340 285 445 | 40 56,6 47 74 | 160 479 338 1615 | 12,6 21,8 18,3 40,3 | 0,71 1 0,63 1 |
Как видно из табл. 6.2, стойкость сверл при разрыве цепи термо-ЭДС ниже стойкости сверл с замкнутой цепью термо-ЭДС. Стойкость сверл с замкнутой цепью термо-ЭДС выше стойкости сверл с незамкнутой цепью на 30…40%.
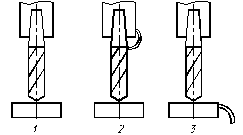
Рис. 6.3. Схема обработки: 1 – с изоляцией инструмента и детали; 2, 3 – с замкнутой цепью термо-ЭДС
0 комментариев