Классификация поверхностей детали
Анализ базового варианта техпроцесса
По таблице 2.1 [4] исходя их данных таблицы 2.3 получим допуски, которые и сведем в таблицу 2.1
Разработка технологического маршрута и плана обработки. Выбор СТО
Научные исследования
Анализ влияния качества поверхностного слоя на стойкость сверл
Конструкция сверл
Введение. Обоснование необходимости проведения патентных исследований
Патентный поиск
Проектирование технологических операций
Нормирование операций
Расчёт и конструирование режущего инструмента
Расчёт сил резания
Расчёт силового привода
Расчёт точности контрольного приспособления
Экономическое обоснование усовершенствования сверлильной операции
Расчет необходимого количества оборудования и коэффициентов его загрузки
Расчет технологической себестоимости изменяющихся по вариантам операций
Калькуляция себестоимости обработки детали по вариантам технологического процесса, руб
Расчет приведенных затрат и выбор оптимального варианта
Безопасность и экологичность проекта
Навигация
Расчёт точности контрольного приспособления
Технологический процесс изготовления корпуса главного цилиндра гидротормозов ВАЗ 2108
104781
знак
22
таблицы
28
изображений
11.2 Расчёт точности контрольного приспособления
Измерение контролируемых параметров (межосевых расстояний и расстояния до торца) проводится от стойки 2 (базовой плоскости Б – рис. 11.2).
Точность приспособления будет для разных размеров определяться разными причинами.
Для отверстий 1, 2, 3 и отверстий 5, 6 точность измерения (погрешность) будет зависеть от (рис. 11.2) – непараллельности базовой плоскости втулки 10, погрешностью ножки индикатора (отклонение от перпендикулярности относительно базовой плоскости, вследствие зазора подвижной ножки индикатора в корпусе); погрешностью линейного размера скалки 2 ТАi вследствие неточного изготовления направляющих отверстий Æ6g5 (2 отв.), Æ3g5 по оси; погрешностью базирования детали относительно базовой плоскости на допуск линейного размера ТБ; несоосностью базирующего пальца Æ5 и Æ7; а также максимального зазора в сопряжении пальца и скалки Æ5 Н6/g5. Для всех размеров также необходимо учитывать погрешность настройки ножки индикатора относительно плоскости базовой (размер 65) – принимаем равным точности эталона.
Зададимся значениями выше перечисленных показателей:
непараллельность – D1 = 0,005 мм
отклонение от перпендикулярности (из схемы рис. 11.3) D2 = 0,001 мм
погрешность линейного размера ТАi D3
для 104,5 ТА1 = 0,01 мм
186,5 ТА2 = 0,012 мм
217 ТА3 = 0,012 мм
D4 242,53 ТА4 = 0,015 мм (ТБ)
несоосность пальца 11 – D5 0,005мм;
максимальный зазор в сопряжении Æ5 Н6/g5 D6 = 0,015 мм.
погрешность настройки по эталону D7 = 0,005 мм.
Суммарную погрешность находим по вероятностному методу:
![]() (11.1)
(11.1)
![]()
из линейных погрешностей взяли максимальную 0,012 мм.
ЕS = 0,012мм, что составляет 1/3 допуска измеряемого размера, что допустимо.
Для размера 154 ± 0,02 учитываются погрешности, связанные с неточностью расположения направляющих отверстий в раме 14 (рис. 11.4):
![]() (11.2)
(11.2)
где D1’ – погрешность на настройку по эталону D1 = 0,015 мм;
D2’ – погрешность от линейного размера Г (рис. 11.4), принимаем ТГ = 0,005 мм; D3’ – погрешность от максимального зазора в шпонке (D3’ = 0, т.к. шпонка с натягом устанавливается); D4’ – погрешность на линейный размер Д (рис. 11.3), принимается ТД = 0,007мм; D5’ – несоосность наружной поверхности и направляющих втулок (отверстий) установленных без зазора, принимаем D5’ = 0,01мм, тогда погрешность:
![]()
Принимаем в качестве погрешности приспособления величину ЕS = 0,017 мм.
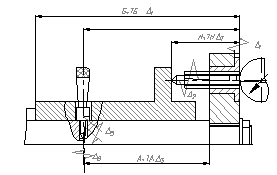
Рис. 11.2 Схема расчёта отклонения D2 Схема для расчёта точности контрольного приспособления
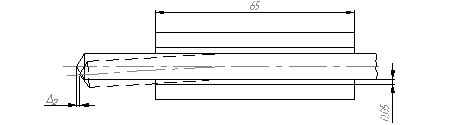
Рис. 11.3
Схема расчёта погрешности

Рис. 11.4
12. Проектирование производственного участка
Задача раздела – провести все технологические расчеты механического участка механосборочного цеха, на плане цеха расположить оборудование с соблюдением норм разрывов между оборудованием и элементами зданий.
Исходные данные, необходимые для расчета:
Программа выпуска 580000 дет./год;
Штучное время по операциям техпроцесса изготовления корпуса гидравлического тормоза:
010 линейно-автоматная ![]() мин;
мин;
020 линейно-автоматная ![]() мин;
мин;
040 накатная ![]() мин;
мин;
050 моечная ![]() мин.
мин.
Трудоемкость изготовления всех деталей по программе [17] определяется по формуле:
 , (12.1)
, (12.1)
где ![]() – суммарное штучное время данного техпроцесса изготовления детали, мин;
– суммарное штучное время данного техпроцесса изготовления детали, мин;
![]() – норма запаса деталей в производство, с учетом выпуска запасных частей или деталей, шт.;
– норма запаса деталей в производство, с учетом выпуска запасных частей или деталей, шт.;
![]() – коэффициент, учитывающий плановое перевыполнение норм выработки (
– коэффициент, учитывающий плановое перевыполнение норм выработки (![]() );
);
Куж – коэффициент, учитывающий снижение норм времени (Куж = 0,9).

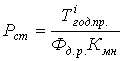
Количество оборудования, шт., подсчитывается по формуле [17]:
 , (12.2)
, (12.2)
где ![]() – трудоемкость изготовления деталей на данном виде оборудования, ч;
– трудоемкость изготовления деталей на данном виде оборудования, ч;
![]() – действительный годовой фонд времени работы единицы оборудования при соответствующем числе смен работы (
– действительный годовой фонд времени работы единицы оборудования при соответствующем числе смен работы (![]() ч);
ч);
Кп – коэффициент, учитывающий потери времени при переналадке оборудования на обработку других деталей (в массовом производстве Кп = 1).
Трудоемкость годовая по операциям:
– линейно-автоматная ![]() ч;
ч;
– линейно-автоматная ![]() ч;
ч;
– накатная ![]() ч;
ч;
– моечная ![]() ч.
ч.
Количество оборудования:
Автоматическая линия "Альфинг"
010 операция: ![]() ;
;
020 операция: ![]() ;
;
Специальный накатной станок "Альфинг"
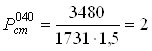
040 операция: ![]() ;
;
Автоматическая конвейерная моечная машина
050 операция: ![]() .
.
В качестве вспомогательного оборудования принимаем 4 заточных станка (в мастерской по ремонту инструмента и приспособлений) которые на плане цеха не показаны.
Количество производственных рабочих
 , (12.3)
, (12.3)
где Фд.р.– действительный годовой фонд времени рабочего, ч;
Кмн – коэффициент многостаночного обслуживания (для массового производства Кмн = 1,5).
 чел;
чел;
 чел;
чел;
 чел;
чел;
 чел.
чел.
Средний разряд – 3. Количество вспомогательных рабочих (18% от числа основных производственных рабочих) – 1 чел; ИТР (10% от количества основных производственных рабочих) – 1 чел; служащих и МОП по 1 чел.
На плане участка (см. лист графической части дипломного проекта) помимо основного оборудования (автоматические линии "Альфинг", специальный накатной станок "Альфинг", автоматическая конвейерная моечная машина), расположенного в последовательности, соответствующей порядку выполнения операций по плану обработки со всеми вспомогательными элементами, показаны отделения контроля и отделение по ремонту инструмента и оснастки.
0 комментариев