Классификация поверхностей детали
Показатели технологичности базирования и закрепления
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
Расчёт припусков
Расчёт операционных размеров
Размерный анализ в радиальном направлении
Расчёт операционных размеров
Сравнительный анализ результатов расчетов операционных диаметральных размеров
Сравнение результатов расчетов
Навигация
Классификация поверхностей детали
Размерный анализ технологического процесса изготовления вала ступенчатого
40450
знаков
11
таблиц
2
изображения
1.3 Классификация поверхностей детали
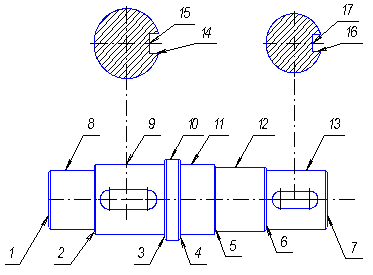
| Вид поверхности | № поверхности |
| Исполнительные поверхности | 14, 16 |
| Основные конструкторские базы | 2, 8, 12 |
| Вспомогательные конструкторские базы | 3, 5, 6, 9, 13, 14, 16 |
| Свободные поверхности | 1, 4, 7, 10, 11, 15, 17 |
1.4 Анализ технологичности детали
| № поверхности | Вид поверхности | JТ | Ra, мкм | ТТ Технические условия |
| 1 | Плоская | h | 12,5 | |
| 2 | Плоская | h7 | 1,25 | 0,012 |
| 3 | Плоская | h8 | 2,5 | 0,012 |
| 4 | Плоская | h | 12,5 | |
| 5 | Плоская | h7 | 1,25 | 0,012 |
| 6 | Плоская | h8 | 2,5 | 0,012 |
| 7 | Плоская | h | 12,5 | |
| 8 | Цилиндрическая | k6 | 0,63 | 0,03 0,02 |
| 9 | Цилиндрическая | n7 | 1,25 | 0,03 0,02 |
| 10 | Цилиндрическая | h | 12,5 | |
| 11 | Цилиндрическая | h | 12,5 | |
| 12 | Цилиндрическая | k6 | 0,63 | 0,03 0,02 |
| 13 | Цилиндрическая | n7 | 1,25 | 0,03 0,02 |
| 14 | Плоская | N9 | 3,2 | |
| 15, 17 | Плоская | h | 6,3 | |
| 16 | Плоская | N9 | 3,2 |
1.4.1 Качественная оценка технологичности
а) Показатель технологичности заготовки.
Коэффициент обрабатываемости материала резанием Коб=1
б) Простая конструкция детали (отсутствие сложных фасонных поверхностей) позволяет использовать при её производстве унифицированную заготовку.
в) Габаритные размеры детали и ее использование позволяет использовать рациональные методы получения заготовки, такие как: прокат, штамповка, литье.
г) С учётом требований к поверхностям детали (точности, шероховатости), а также их тех назначения окончательное формирование поверхностей детали (ни одной) на заготовительной операции невозможно.
д) Обеспечение нужной шероховатости возможно стандартными режимами обработки и унифицированным инструментом.
е) Данная сталь способна легко подвергается ТО.
1.4.2 Показатели технологичности конструкции детали в целом
1. Материал не является дефицитным, стоимость приемлема.
2. Конфигурация детали простая.
а) Конструкционные элементы детали универсальны
б) Размеры и качество поверхности детали имеют оптимальные требования по точности и шероховатости.
в) Конструкция детали обеспечивает возможность использования типовых ТП ее изготовления.
г) Возможность обработки нескольких поверхностей с одного установа имеется:
д) С учётом требований к поверхностям детали (точности, шероховатости), а также их тех назначения окончательное формирование поверхностей детали (ни одной) на заготовительной операции невозможно. Невозможна обработка на проход.
е) Конструкция обеспечивает высокую жесткость детали.
ж) Технические требования не предусматривают особых методов и средств контроля.
Похожие работы
... чертежах деталей размеры, при обработке могут выдерживаться непосредственно на данной операции или на последующих операциях обработки и увязываться с соответствующими размерными технологическими цепями. В зависимости от конструкции и масштаба выпуска технологический процесс изготовления вала может быть различен. Основными базами подавляющего большинства валов являются поверхности его опорных ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
... JTi – квалитет. А=. КТО=1-= 0,901 . б) Коэффициент средней шероховатости поверхности детали КТШ=1-, =, =5,456. КТШ=1-=0,817. 2. ВЫБОР ТИПА ПРОИЗВОДСТВА И ФОРМЫ ОРГАНИЗАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ 2.1 Рассчитаем массу данной детали q= , V=789700 мм3 m=789700·7814·10-9=6,170 кг. 2.2 Анализ исходных данных - масса данной детали составляет 6,170 кг.; ...
0 комментариев