Классификация поверхностей детали
Показатели технологичности базирования и закрепления
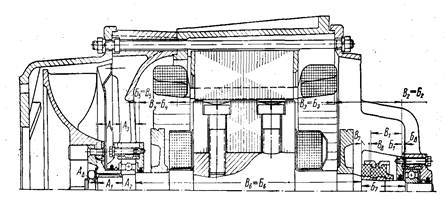
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
Расчёт припусков
Расчёт операционных размеров
Размерный анализ в радиальном направлении
Расчёт операционных размеров
Сравнительный анализ результатов расчетов операционных диаметральных размеров
Сравнение результатов расчетов
Навигация
Сравнение результатов расчетов
Размерный анализ технологического процесса изготовления вала ступенчатого
40450
знаков
11
таблиц
2
изображения
7.2 Сравнение результатов расчетов
Для сравнения необходимо сопоставить результаты расчетов операционных размеров, операционных и общих минимальных, максимальных, номинальных припусков.
Общие припуски определяются по формулам:
Zоmin = S Zmin(7.6)
Zоmax = S Zmax(7.7)
Zоmin = 0,148+0,204+0,456+3,99 = 4,798 мм,
Zоmax = 0,175+0,232+0,682+7 = 8,089 мм.
Общий номинальный припуск для отверстия:
Zоном = Dномдет – Dномзаг (7.8)
Zоном = 59,8–55,002 = 4,798 мм.
где Dномзаг, Dномдет– номинальные диаметры заготовки и детали соответственно.
Результаты расчетов припусков приведем в табл. 7.2.
Данные по их изменению:
DZо = (ZоОЦ – ZоРА) ×100% / ZоРА, (7.9)
где ZоОЦ, ZоРА – значения общих припусков, определенные методами решения размерных цепей и расчетно-аналитическим соответственно.
Таблица 7.2. Сравнение общих припусков
| Метод расчета | Zоmin | Zоmax | Zоном |
| Расчетно-аналитический | 4,798 | 8,089 | 4,798 |
| Расчет размерных цепей | 1,646 | 4,152 | 2,713 |
D Zоmin = (1,646 – 4,798) ×100% / 4,798 = – 65,7%;
D Zоmax = (4,152 – 8,089) ×100% / 8,089 = – 48,67%;
D Zоном = (2,713 – 4,798) ×100% / 4,798 = -43,46%.
Вывод: метод операционных размерных цепей позволяет существенно уменьшить припуски на обработку, а, следовательно, увеличить коэффициент использования материала и удешевить изготовление детали.
Заключение
В ходе работы были выполнены все задачи курсового проекта.
Проанализировав исходные данные детали стало возможным определение:
– выбора типа производства, формы организации технологического процесса изготовления детали;
– выбора метода получения заготовки;
– технологического маршрута изготовления детали;
– технологического маршрута обработки поверхности;
– технологической схемы базирования;
– припусков с помощью размерного анализа;
– припусков расчетно-аналитическим методом;
Выполнив курсовую работу, мы проанализировали припуски, полученные с помощью расчётно-аналитического метода и размерного анализа. В результате оказалось, что расчётно-аналитический метод дал меньшие значения припусков, а значит при его использовании сокращается себестоимость изготовления детали и повышается эффективность производства.
Литература
1. Справочник технолога машиностроителя/ Под редакцией А.Г. Косиловой, Р.К. Мещерякова. – М.: Машиностроение, 1985. – Т. 1,2.
2. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: – 4‑е изд., перераб. и доп. – Выш. школа, 1983, ил.
3. Гжиров Р.И. Краткий справочник конструктора: Справочник – М.: Машиностроение, Ленинград, 1983 год.
4. Михайлов А.В. Методическое указание «Определение операционных размеров механической обработки в условиях серийного производства»
Тольятти, 1992 год.
5. Методические указания Боровкова.
Похожие работы
... чертежах деталей размеры, при обработке могут выдерживаться непосредственно на данной операции или на последующих операциях обработки и увязываться с соответствующими размерными технологическими цепями. В зависимости от конструкции и масштаба выпуска технологический процесс изготовления вала может быть различен. Основными базами подавляющего большинства валов являются поверхности его опорных ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
... JTi – квалитет. А=. КТО=1-= 0,901 . б) Коэффициент средней шероховатости поверхности детали КТШ=1-, =, =5,456. КТШ=1-=0,817. 2. ВЫБОР ТИПА ПРОИЗВОДСТВА И ФОРМЫ ОРГАНИЗАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ 2.1 Рассчитаем массу данной детали q= , V=789700 мм3 m=789700·7814·10-9=6,170 кг. 2.2 Анализ исходных данных - масса данной детали составляет 6,170 кг.; ...
0 комментариев