Классификация поверхностей детали
Показатели технологичности базирования и закрепления
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
Технико-экономический анализ
Расчёт припусков
Расчёт операционных размеров
Размерный анализ в радиальном направлении
Расчёт операционных размеров
Сравнительный анализ результатов расчетов операционных диаметральных размеров
Сравнение результатов расчетов
Навигация
Сравнительный анализ результатов расчетов операционных диаметральных размеров
Размерный анализ технологического процесса изготовления вала ступенчатого
40450
знаков
11
таблиц
2
изображения
7. Сравнительный анализ результатов расчетов операционных диаметральных размеров
7.1 Определение операционных диаметральных размеров расчетно-аналитическим методом
Расчётно-аналитическим методом определим припуски на поверхность 8 Æ55k6 (![]() ), являющуюся наиболее точной.
), являющуюся наиболее точной.
Качество поверхности после штамповки по прил. 4 [3]:
Rz = 100 мкм, h = 200 мкм.
Качество поверхности после механической обработки по данным прил. 4 [3] следующие:
1. Растачивание черновое Rz = 80 мкм, h = 100 мкм;
2. Растачивание чистовое Rz = 30 мкм, h = 40 мкм;
3. Шлифование черновое Rz = 20 мкм, h = 30 мкм;
4. Шлифование чистовое Rz = 5 мкм, h = 15 мкм
Суммарное пространственное отклонение будем определять по формуле
![]() , мм (7.1)
, мм (7.1)
где ![]() - коэффициент уточнения (по табл. 3.17 [4]);
- коэффициент уточнения (по табл. 3.17 [4]);
Di-1 – суммарное пространственное отклонение на заготовительной операции (эксцентричность отверстия);
– после штамповки D= 0,8 мм; – после растачивания чернового D = 0,06 × 0,8= 0,048 мм;– после растачивания чистового D = 0,04 × 0,8= 0,032 мм;
– после шлифования чернового D = 0,03 × 0,8= 0,024 мм;
– после шлифования чистового D = 0,02 × 0,8= 0,016 мм
Определим значение минимального припуска 2Zmin после каждой операции по формуле:
![]() , мм (7.2)
, мм (7.2)
где Rzi-1, hi-1 – высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке;
Di-1 – суммарное значение пространственных отклонений с предыдущей операции;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем предельные размеры для каждого перехода по формулам:
2Аi min = 2Аi-1 min + T2Аi-1, мм (7.3)
2Аi max = 2Аi min – 2Zi min, мм (7.4)
2А35min = 55,002 мм;
2А35max = 55,021 мм;
2А30min = 2А35min + ![]() = 55,002 + 0,148= 55,15 мм;
= 55,002 + 0,148= 55,15 мм;
2А15min = 2А30min + ![]() = 55,15 + 0,204 = 55,354 мм;
= 55,15 + 0,204 = 55,354 мм;
2А10min = 2А15min + ![]() = 55,354 + 0,456 = 55,81 мм;
= 55,354 + 0,456 = 55,81 мм;
2А30max = 2А30min + T2А30 = 55,15 + 0,046 = 55,196 мм;
2А15max = 2А15min + T2А15 = 55,354 + 0,074 = 55,428 мм;
2А10max = 2А10min + T2А10 = 55,81 + 0,3 = 55,11 мм;
Определим предельные значения припусков по формуле:
![]() (7.5)
(7.5)
![]() (7.6)
(7.6)
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
Изобразим на рис. 7.1 схему расположения операционных размеров, допусков и припусков.
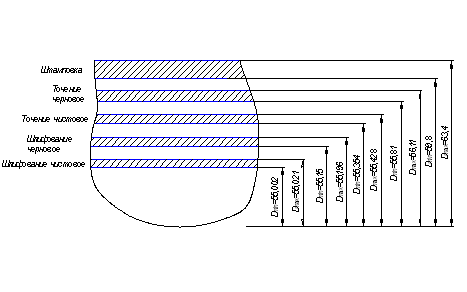
| Технологические переходы | Элементы припуска, мкм | Расчет- ный припуск 2Zmin, мм | Допуск TD, мм | Предельные размеры заготовки | Предельные припуски, мм | ||||
| Rz | h | DS | Dmax | Dmin | 2Zmax | 2Zmin | |||
| Штамповка | 100 | 200 | 800 | - | 3,6 | 63,4 | 59,8 | - | - |
| Растачивание черновое | 80 | 100 | 48 | 2,2 | 0,3 | 56,11 | 55,81 | 7,29 | 3,99 |
| Растачивание чистовое | 30 | 40 | 32 | 0,456 | 0,074 | 55,428 | 55,354 | 0,682 | 0,456 |
| Шлифование черновое | 20 | 30 | 24 | 0,204 | 0,046 | 55,196 | 55,15 | 0,232 | 0,204 |
| Шлифование чистовое | 5 | 15 | 16 | 0,148 | 0,019 | 55,021 | 55,002 | 0,175 | 0,148 |
Похожие работы
... чертежах деталей размеры, при обработке могут выдерживаться непосредственно на данной операции или на последующих операциях обработки и увязываться с соответствующими размерными технологическими цепями. В зависимости от конструкции и масштаба выпуска технологический процесс изготовления вала может быть различен. Основными базами подавляющего большинства валов являются поверхности его опорных ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
... JTi – квалитет. А=. КТО=1-= 0,901 . б) Коэффициент средней шероховатости поверхности детали КТШ=1-, =, =5,456. КТШ=1-=0,817. 2. ВЫБОР ТИПА ПРОИЗВОДСТВА И ФОРМЫ ОРГАНИЗАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ 2.1 Рассчитаем массу данной детали q= , V=789700 мм3 m=789700·7814·10-9=6,170 кг. 2.2 Анализ исходных данных - масса данной детали составляет 6,170 кг.; ...
0 комментариев