ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
Основные элементы технологического процесса ремонта
Входной контроль поступающего на АРП ремонтного фонда
Формирование последовательности и содержания операций единичного и типового ТПР
Классификация поточных линий
Алгоритм методики формирования операций при их синхронизации
В здании ПК рекомендуется предусматривать несколько взаимно-перпендикулярных проездов, которые часто являются так же границами цехов и участков
Нормы строительного проектирования
Общие положения
Трудоемкость объектов ремонта
Методы расчета оборудования
Основные технико-экономические показатели, характеризующие качество функционирования системы современного производства
Навигация
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
Ремонт агрегатов и систем транспортных средств фирмами-изготовителями
93936
знаков
12
таблиц
10
изображений
1 ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
1.1 Основные понятия
Производство – это целенаправленная деятельность людей и механизмов по изготовлению и ремонту изделий.
Производственный процесс – совокупность всех действий людей и орудий производства, необходимых для изготовления и ремонта изделий. Производственный процесс состоит из технологических процессов, составляющих основное производство, которое обеспечивается вспомогательным производством и обслуживающими процессами.
Вспомогательное производство – изготовление и ремонт средств технологического оснащения; выработка и подача сжатого воздуха, энергии и других средств, необходимых для выпуска продукции.
Обслуживающие процессы – транспортные, контрольные и складские операции.
Технологический процесс – часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства.
В зависимости от условий производства различают следующие виды ТП: проектные, рабочие, маршрутные, операционные, маршрутно-операционные, единичные, временные, перспективные, типовые, стандартные. ТП состоит из операций, установок, переходов, позиций.
1.2 Структура производственного процесса
Производственный процесс капитального ремонта автомобилей включает технологические, энергетические, транспортные, складские и др. операции, обеспечивающие выпуск готовой продукции.
Перечисленные выше особенности АРП, низкая механизация и автоматизация ремонтных работ по сравнению с автоматизированными поточными линиями, недостаточная концентрация и специализация производства приводят к тому, что трудоемкость капитального ремонта автомобилей в 2-3 раза выше, чем их изготовление на автозаводах, а ходимость отремонтированных автомобилей ниже новых.
1.3 Принципы организации производственного процесса
Выпуск готовой продукции базируется на организации производства, труда и управления.
Организация производства – это рациональное сочетание средств производства, предметов и условий труда, обеспечивающих выпуск готовой продукции требуемого качества при регламентированных материальных, финансовых и трудовых затратах.
Организация труда – это система мероприятий, обеспечивающих рациональное использование рабочей силы за счет рациональной расстановки людей в процессе производства, разделения труда, кооперирования, использования прогрессивных приемов и методов, нормирования и стимулирования труда, научной организации рабочих мест, их обслуживания и создания благоприятных условий для работы.
Организация управления – это комплекс мероприятий по сбору информации о производстве, ее обработке, принятию решений, доведению их до исполнителей, контролю и регулированию производства с целью повышения эффективности использования ресурсов и качества готовой продукции.
Основные принципы организации производственного процесса:
1. Специализация производства – выпуск узкой номенклатуры изделий на одном предприятии при достаточно большом объеме производства. Различают:
а) по месту применения:
- внутризаводскую;
- цеховую;
- рабочих мест.
б) по виду:
- предметную;
- подетальную;
- технологическую.
Специализация позволяет шире принимать стандартные решения, использовать типовые ТП и унифицировать оснастку.
2. Прямоточность – это обеспечение кратчайшего пути прохождения ремонтируемых изделий по всем стадиям и операциям производственного процесса. При этом сокращается время на межоперационную транспортировку изделий.
Различают следующие виды движения изделий:
а) последовательное (восстановление и изготовление деталей) – обеспечивается более полная загрузка оборудования, но вызывает длительное нахождение деталей на постах обработки;
б) параллельное – обеспечивает непрерывность производства и сокращает время пребывания изделия в ремонте, но при этом необходимо обеспечение синхронности и кратности смежных операций;
в) последовательно-параллельное – применяется , когда операции производственного процесса не синхронизированы и оборудование на участках имеет различную производительность.
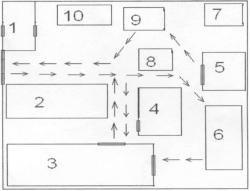
Производственный процесс на АРП организуют с прямым, Г-образным и П-образным движением ремонтируемых изделий.
а) прямой поток (рис.1.1):

Достоинство - прямолинейность движения наиболее тяжелых деталей, позволяющая использовать несложные подъемно-транспортные механизмы.
Недостаток - несоответствие площадей основных участков образующимся боковым потокам ремонтируемых агрегатов, узлов и деталей.
б). Г – образный поток (рис.1.2):
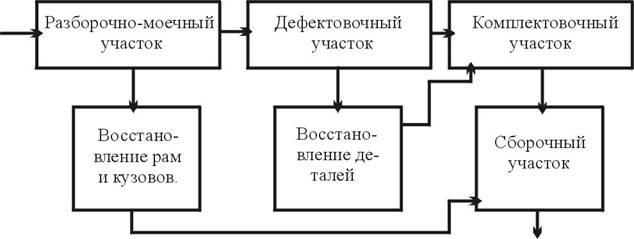
Достоинство - возможность изоляции разборочно-моечных участков от сборочных и др. участков.
Недостаток - непрямолинейность технологического потока.
в). П-образный поток (рис.1.3):
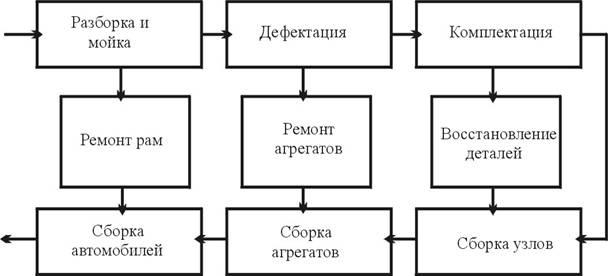
Достоинство: одновременное выполнения составляющих производственного процесса, более широкий фронт работ, сокращение времени пребывания изделия в ремонте.
3. Пропорциональность – это соответствие мощностей всех цехов и участков (и вспомогательных) плановым заданиям по ремонту определенной номенклатуры изделий.
Принцип пропорциональности состоит в том, что количество исполнителей
на каждом участке (рабочем месте) должно быть пропорционально трудоемкости выполняемых на нем операций:
Т1: Т2 :…:Тi = Р1: Р2: …: Рj;
где: Тi – трудоемкость i–й составной части производственного процесса;
Рj – численность исполнителей на j–м посту.
Пропорциональность обеспечивает бесперебойную работу всех звеньев ремонтного предприятия, исключает узкие места и диспропорции в производстве. Повышение степени пропорциональности всех участков АРП обеспечивает увеличение его производственных мощностей, улучшение использования производственных фондов.
4. Непрерывность - характеризуется выполнением основных и вспомогательных операций без разрыва во времени. Обеспечивается максимальной синхронизацией всех операций производственного процесса, которая достигается изменением числа постов, перераспределением работ по постам, изменением трудоемкостей операций за счет механизации и автоматизации, выполнением части работ вне потока или на параллельных постах.
Непрерывность оценивается коэффициентом неравномерности ήн:
n n
ήн = Σti / Tц →max или ή1 = (Tц - Σti )/ Τц→min;
i=1 i=1
где: Σti - длительность технологического цикла по i-м операциям;
i=1
Тц - длительность производственного цикла.
Непрерывность использования средств труда оценивается коэффициентом загрузки оборудования:
ncnc
η3 = Σti/ΣΦi;
где: ti – время работы i-го станка;
Фi – годовой фонд работы i-го станка;
nс – число станков на производстве.
5. Кратность распределения трудоемкости по постам является предпосылкой создания поточного производства. Условие кратности:
а1Т1 = а2 Т2 = … = аn Тn ;
где: аn – коэффициент кратности.
6. Ритмичность – постоянство выпуска изделий определенного наименования в расчетный период. При равномерном выпуске в каждую декаду должно выпускаться 33,3% от месячной программы. Оценивается фактическая ритмичность коэффициентом ритмичности:
n n
kр = 1 - [Σai/ΣNi];
где: аi – отрицательное отклонение выпуска от задания по программе;
Ni – величина планового задания;
n- количество анализируемых периодов.
7. Автоматичность – приспособленность производственного процесса к внешним возмущающим факторам без участия или под контролем исполнителей. Практически отсутствует и обеспечивается людьми.
Рациональная организация производственного процесса должна обеспечивать постоянное повышение производительности труда, качества продукции, снижение ее себестоимости, улучшение использования основных производственных фондов и оборотных средств.
1.4 Показатели функционирования производственного процесса
Основные показатели функционирования производственного процесса по ГОСТ 14. 004 – 74 ЕСТПП:
1. Производственный цикл – это интервал календарного времени от начала до окончания процесса изготовления или ремонта изделия.
2. Технологический цикл – это сумма календарного времени на выполнение технологических операций при изготовлении или ремонте изделий.
3. Такт выпуска – это интервал времени, через который производится выпуск изделий определенного наименования:
Тв = 60Фс / Νс ;
где: Фс – полезный фонд времени за смену, ч.;
Νс – величина выпуска изделий за смену, шт.
4. Ритм производства :
R = Nр/Тр;
где: Nр – план выпуска изделий за расчетный период;
Тр – продолжительность расчетного периода.
Длительность производственного цикла Тц зависит от его структуры, под которой понимают состав и соотношение затрат времени на основные технологические и вспомогательные операции и перерывы:
Tц = Σti + Σtk + Σtтр + Σtс + Σtпер ;
где: ti – время выполнения i-ой технологической операции;
tk и tтр – время выполнения вспомогательных (контрольных и транспортных) операций;
tс – время протекания естественных процессов (сушка, старение и т.п.);
tпер – перерывы в производственном процессе.
Технологический цикл обработки партии изделий Ттех равен:
Ттех = Σti = Σ( t0+tв+tпз)i ;
где: t0 – основное время обработки партии изделий;
tв – вспомогательное время обработки партии изделий;
tпз – подготовительно-заключительное время обработки партии изделий.
Эффективность структуры производственного цикла оценивают следующими показателями:
1. Длительностью (см. выше);
2. Коэффициентом параллельности:
kn = Tцпар /Tцпосл;
Разность 1 –kп указывает на резерв сокращения производственного цикла за счет изменения вида движений изделий в производстве.
3. Коэффициент цикличности:
kц= Tил / Тц .
Он показывает повторяемость процесса производства изделий данного наименования за планируемый период Тпл. Чем выше kц, тем совершеннее производство.
4. Коэффициентом плотности kпл, который характеризует долю основного и вспомогательного времени в общем цикле производства изделий данного наименования:
n n n n
kпл = [Σti + Σtk + Σtтр + Σtс]/ Тц;
Разность 1-kпл характеризует потери времени на перерывы в производственном цикле.
Похожие работы
... и грузовым автомобилям иностранного произ- водства. Перечень может быть сокращен в конкретном случае, в зависимости от номенклатуры видов предоставляемых предприятием работ. 14. Вопрос: В чём заключается затратный подход к оценке транспортных средств? Ответ: Затратный подход наиболее успешно используется при оценке переоборудованных, эксклюзивных, раритетных АМТС, их комплектующих. Кроме того, ...
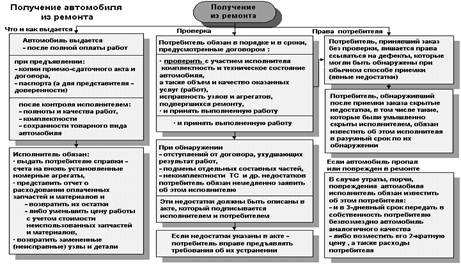
... через определенное время вернуться на СТО. Эта мысль должна «привязать» его к станции. Эту работу должны вести те, кто отвечает за работу с клиентурой. 2 Выдача автомобиля после ремонта в «Техцентре» Выдача автомобиля 1. Инженер-консультант связывается с Заказчиком и сообщает о готовности автомобиля, ставит автомобиль на охраняемую стоянку ТЕХЦЕНТРА. 2. Заказчик обязан соблюдать условия ...
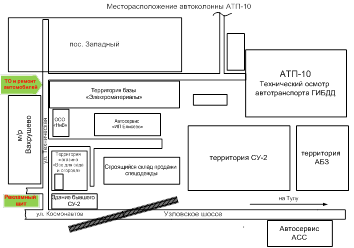
... проведен анализ сервисных характеристик АТП 10 г. Новомосковска. Предложено для повышения конкурентоспособности этого предприятия создать на его территории пост технического обслуживания и ремонта карбюраторов двигателей легковых автомобилей. Пост следует организовать и укомплектовать современным оборудованием так, что бы на нем смогли не только проверить работоспособность карбюратора двигателя ...



... Штатная численность производственных рабочих, чел. % Численность вспомогательных рабочих, чел. Расчетная Принятая 110 20 22 22 3. Обеспечение пассивной безопасности систем автотранспортных средств 3.1 Понятие безопасности в автотранспортных средствах Автотранспортное средство является объектом повышенной опасности. В настоящее время действует более 50 нормативно-технических ...
0 комментариев