ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
Основные элементы технологического процесса ремонта
Входной контроль поступающего на АРП ремонтного фонда
Формирование последовательности и содержания операций единичного и типового ТПР
Классификация поточных линий
Алгоритм методики формирования операций при их синхронизации
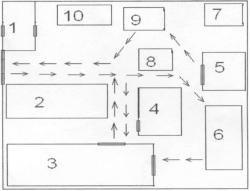
В здании ПК рекомендуется предусматривать несколько взаимно-перпендикулярных проездов, которые часто являются так же границами цехов и участков
Нормы строительного проектирования
Общие положения
Трудоемкость объектов ремонта
Методы расчета оборудования
Основные технико-экономические показатели, характеризующие качество функционирования системы современного производства
Навигация
Входной контроль поступающего на АРП ремонтного фонда
Ремонт агрегатов и систем транспортных средств фирмами-изготовителями
93936
знаков
12
таблиц
10
изображений
2.2 Входной контроль поступающего на АРП ремонтного фонда
На АРП реализуется обычно три вида входного контроля:
а) входной контроль т/с и комплектности поставки автомобилей и агрегатов;
б) входной контроль качества материалов, полуфабрикатов и комплектующих изделий, поступающих с других предприятий;
в) входной контроль т/с деталей ремфонда, осуществляемый(после разборки агрегатов) на участке контроля – сортировки – дефектация.
Качество и точность работы контролеров, определяет стоимость КР, номенклатуру и количество восстанавливаемых, повторно используемых и заменяемых деталей.
Средняя стоимость ремонта детали определяется по формуле:
Сср = kг Сг + kв Св + kз Сз ;
где: kг; kв и kз – коэффициенты годности, восстановления и замены деталей.
Сг; Св и Сз – стоимость годной, восстановленной и заменяемой деталей.
Установлено, что в среднем:
Сг = 0,1 Сн;
Св = 0,6 Сн;
Сз = Сн; где Сн – стоимость новой запасной детали. Тогда: Сср = 0,1kгСн = 0,6kвСн = kзСн.В среднем можно принять:
kг = 0,2;
kв = 0,6;
kз = 0,2.
Тогда: Сср = 0,1·0,2Сн + 0,6·0,6Сн + 0,2Сн = 0,58Сн.
2.3 Правила выбора средств технологического оснащения процессов технического контроля.
Выбор средств контроля должен основываться на обеспечении заданных показателей процессов контроля в установленное время при заданном качестве изделия.
В ГОСТ ЕСТПП установлены обязательные показатели процесса контроля:
- точность измерений;
- достоверность;
- стоимость;
При выборе средств контроля необходимо использовать наиболее эффективные, для конкретных условий, средства контроля, регламентированные стандартами. Методика выбора средств контроля включает следующие этапы:
1. Анализ характеристик объекта контроля и показателей процесса контроля.
2. Определение предварительного состава средств контроля, которые могут обеспечить заданные показатели процесса контроля с учетом метрологических и эксплуатационных характеристик средств контроля.
3. Определение окончательного состава средств контроля путем сравнения их экономической эффективности.
Экономическая эффективность, выбираемых дорогостоящих средств контроля рассчитывают по методике, изложенной в (Артек).
Экономическая эффективность средств контроля, стоимость которых менее 50 руб., рассчитывают по формуле:
Э = (Сm + A1/T1) – (Cm + A2/T2 ) ,
где: Э – экономическая эффективность сравниваемого средства контроля, руб.;
С , С – затраты на заработную плату контролерам при контроле одного объекта для первого и второго сравниваемых средств контроля, руб./шт.;
m – программа объектов контроля в год, шт.;
А ,А - стоимость единицы сравниваемых средств контроля, руб.;
Т ,Т - сроки службы сравниваемых средств контроля, годы.
3 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И СИСТЕМ РЕМОНТНОГО ПРОИЗВОДСТВА.
Цель проектирования ТП – установление оптимальной последовательности и способов выполнения отдельных технологических операций ремонта изделия; подбор необходимого оборудования, оснастки и инструмента; определение оптимальных режимов обработки и технических норм времени на выполнение работ.
3.1 Проектирование разборочного процесса
Разборочные работы составляют значительную долю от общей трудоемкости, отличаются наиболее тяжелыми условиями труда и низкой степенью механизации. Выделяют два основных направления повышения эффективности разборочного процесса (РП):
1. Научно-обоснованное управление технологическим процессом и участком разборки в целом, обеспечение наивысшей производительности труда при имеющейся производственно-технологической базе;
2. Создание автоматизированных процессов разборки.
Нередко высказывается мнение о полной негативности разборочного процесса сборочному. Однако различие предопределяется уже целями реализации этих процессов:
- цель сборки – получение сборочных единиц и изделий, полностью отвечающих установленным для них требованиям;
- цель разборки – получение деталей с обеспечением их максимальной сохранности.
Различие целей разборочного и сборочного производств не позволяет механически использовать способы и методы проектирования сборочного процесса для разборочного.
Однако между разборочным (РП) и сборочным (СП) процессами имеется ряд общих признаков. Для проектирования рабочего РП на АРЗ необходима следующая информация:
а). Базовая, включающая данные о технологическом процессе сборки машины на заводе-изготовителе; чертежи конструкции машины и годовую производственную программу разборки машин;
б). руководящая – стандарты на ТП, методы управления ими, оборудование и оснастка, документация на единичные и типовые ТП разборки аналогичного ремфонда;
в). справочная, содержащаяся в каталогах, паспортах, справочниках по выбору технологических нормативов, планировках участков, а также данные о состоянии ремфонда, о прогрессивных способах разборки и их предпочтительности, об оборудовании участка разборки и сменности его работы, а также обобщенный передовой опыт работы РП лучших АРЗ.
Основные этапы разработки технологического процесса разборки (ТПР):
1. Анализ исходной информации;
2. Поиск и выбор единичного ТПР аналогичного агрегата;
3. Уточнение или разработка технологических операций и переходов;
4. Определение последовательности и содержания технологических операций разборки;
5. Нормирование ТПР;
6. Выбор оборудования;
7. Расчет экономической эффективности вариантов ТПР;
8. Выбор оптимального варианта ТПР.
Основными задачами при проектировании ТПР являются:
- определения оптимальной последовательности и содержания разборочных работ и количество операций;
- выбор технологического оборудования.
Существующая практика проектирования ТПР предусматривает только учет последовательности снятия узлов с указанием применяемого оборудования. При этом формирование технологических операций производится инженером-технологом методом проб без оптимизации числа и содержания операций.
Похожие работы
... и грузовым автомобилям иностранного произ- водства. Перечень может быть сокращен в конкретном случае, в зависимости от номенклатуры видов предоставляемых предприятием работ. 14. Вопрос: В чём заключается затратный подход к оценке транспортных средств? Ответ: Затратный подход наиболее успешно используется при оценке переоборудованных, эксклюзивных, раритетных АМТС, их комплектующих. Кроме того, ...
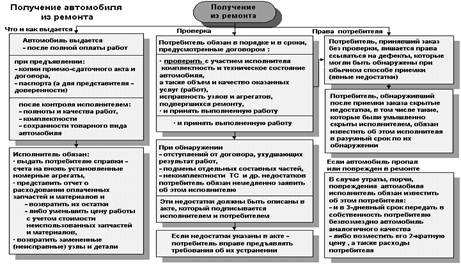
... через определенное время вернуться на СТО. Эта мысль должна «привязать» его к станции. Эту работу должны вести те, кто отвечает за работу с клиентурой. 2 Выдача автомобиля после ремонта в «Техцентре» Выдача автомобиля 1. Инженер-консультант связывается с Заказчиком и сообщает о готовности автомобиля, ставит автомобиль на охраняемую стоянку ТЕХЦЕНТРА. 2. Заказчик обязан соблюдать условия ...
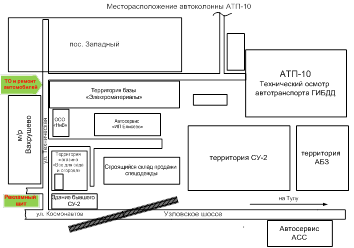
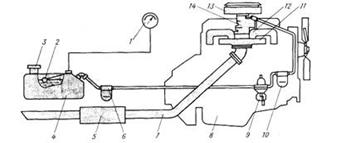
... проведен анализ сервисных характеристик АТП 10 г. Новомосковска. Предложено для повышения конкурентоспособности этого предприятия создать на его территории пост технического обслуживания и ремонта карбюраторов двигателей легковых автомобилей. Пост следует организовать и укомплектовать современным оборудованием так, что бы на нем смогли не только проверить работоспособность карбюратора двигателя ...



... Штатная численность производственных рабочих, чел. % Численность вспомогательных рабочих, чел. Расчетная Принятая 110 20 22 22 3. Обеспечение пассивной безопасности систем автотранспортных средств 3.1 Понятие безопасности в автотранспортных средствах Автотранспортное средство является объектом повышенной опасности. В настоящее время действует более 50 нормативно-технических ...
0 комментариев