ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
Основные элементы технологического процесса ремонта
Входной контроль поступающего на АРП ремонтного фонда
Формирование последовательности и содержания операций единичного и типового ТПР
Классификация поточных линий
Алгоритм методики формирования операций при их синхронизации
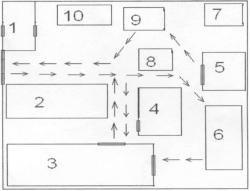
В здании ПК рекомендуется предусматривать несколько взаимно-перпендикулярных проездов, которые часто являются так же границами цехов и участков
Нормы строительного проектирования
Общие положения
Трудоемкость объектов ремонта
Методы расчета оборудования
Основные технико-экономические показатели, характеризующие качество функционирования системы современного производства
Навигация
Основные элементы технологического процесса ремонта
Ремонт агрегатов и систем транспортных средств фирмами-изготовителями
93936
знаков
12
таблиц
10
изображений
1.5 Основные элементы технологического процесса ремонта
На авторемонтном предприятии (АРП) выполняют технологические, энергетические, транспортные и складские работы, связанные с ремонтом изделия.
Совокупность взаимосвязанных действий людей и орудий производства, необходимых на данном предприятии для ремонта изделия называется производственным процессом.
Технологический процесс – это часть производственного процесса, содержащая целенаправленные действия по изменению и определению состояния предмета труда. Технологический процесс состоит из последовательности выполняемых технологических операций. Технологическая операция – это законченная часть технологического процесса, выполняемая на одном рабочем месте. Законченная часть технологической операции (технологический режим и установка), выполняемая одними и теми же средствами технологического оснащения, называется переходом.
Рабочее место – это элементарная единица структуры предприятия, где размещены исполнители работ, обслуживаемая ими единица технологического оборудования (станки, прессы, гальванические ванны и т.д.) или часть конвейера, а также оснастка и, на ограниченное время, предметы труда. Комплекты документов по степени детализации описания подразделяют на: маршрутные, операционные, маршрутно-операционные.
1.6 Тупиковый и поточный методы организации ремонта
Тупиковый метод – реализуется на универсальных и специализированных рабочих местах.
На универсальных постах ремонт выполняется одной бригадой, которая производит все операции от начала и до конца. На специализированных – выполняют ремонт одной сборочной единицы или определенную технологическую операцию.
Поточная организация – это расположение средств технологического оснащения в последовательности выполнения операции и с определенным интервалом выпуска изделий.
Технологические операции закрепляют за рабочими местами, расположенными согласно технологическому процессу. Поточные линии могут быть одно и многопредметными, прерывными и непрерывно-поточными.
| Сдача машины в ремонт | ||||||||||||
| Наружная очистка машин | |||||||||||
| Разборка на агрегаты и сборочные единицы | ||||||||||||
| Очистка агрегатов и сборочных единиц | ||||||||||||
| Разборка агрегатов на детали | ||||||||||||
| Очистка деталей и сборочных единиц | ||||||||||||
| Утиль | ДУ II уровня Размеры |
| ||||||||||
| ||||||||||||
| Утиль | ДУ III уровня | внутренние дефекты | ||||||||||
| годны на склад | ||||||||||||
| Склад | ||||||||||||
| Восстановление ТП | |||||||||||
| ||||||||||||
| ||||||||||||
| Комплектация | |||||||||||
| Сборка агрегатов | |||||||||||
| ||||||||||||
| Испытание агрегатов | |||||||||||
| ||||||||||||
| Окраска | |||||||||||
| ||||||||||||
| Сборка автомобилей, обкатка и испытание | |||||||||||
| ||||||||||||
| Окраска | Склад | |||||||||||
| Выдача автомобиля заказчику | ||||||||||||
| ||||||||||||
| ||||||||||||
Рис. 1.6. Последовательность процесса ремонта автомобилей
| Производственный процесс 100 | |||||||||||||||||||||
| ||||||||||||||||||||||
| ||||||||||||||||||||||
| Основные, 70 | Вспомогательные, 12 | Обслуживающие, 18 |
| ||||||||||||||||||
| ||||||||||||||||||||||
| Разборка, 7 | Мойка, 3.5 | Контроль и сортир. 3.5 | Ремонт обор-ия, 5 | Энерго-снабжен. 4.8 | Транспортные, 6.3 | Складские, 7.2 | ||||||||||||||||
| ||||||||||||||||||||||
| ||||||||||||||||||||||
| Вос-ие деталей, 28 | Изгот-ие деталей, 7 | Комплектование узлов, 1.4 | Изготовление оснастки и инструмента, 2.2 | Контрольные, 4.5 |
| |||||||||||||||||
| ||||||||||||||||||||||
| Сборка, 14 | Испытания, 3.5 | Окраска, 2.1 | ||||||||||||||||||||
Рис.1.5. Составляющие производственного процесса капитального ремонта автомобилей
2 СИСТЕМА КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ИЗДЕЛИЙ В АВТОРЕМОНТНОМ ПРОИЗВОДСТВЕ
2.1. Виды контроля
Контроль является неотъемлемой частью любой системы управления. Он позволяет сопоставить результаты реального функционирования производственной системы с запланированными результатами.
Контролем качества продукции называют проверку соответствия показателей качества продукции требованиям, установленным в НТД (ГОСТы, СтП, ТУ, паспорт изделия и т.д.).
Контроль качества продукции на АРП осуществляется специально организованными службами технического контроля, состав и структура, которых, а также их права и обязанности определяются «Положением об ОТК» , утверждаемым директором предприятия.
Главной задачей ОТК АРП является предотвращение выпуска продукции, не удовлетворяющей установленным в НТД требованиям при минимально возможном уровне внутреннего брака.
На ОТК возможны следующие функции:
1. Входной контроль за качеством сырья, материалов, полуфабрикатов, комплектующих изделий;
2. Сбор информации о стабильности качества продукции предприятий- поставщиков и оформление актов для предъявления к ним претензий;
3. Проверка точности технологических процессов;
4. Проверка точности технологического оборудования;
5. Инспекционный контроль хранения материалов;
6. Приемочный контроль качества отремонтированных изделий;
7. Анализ дефектов продукции на различных стадиях ее производства и в эксплуатации и др.
На современных АРП применяются следующие основные виды контроля, которые классифицируются по следующим признакам.
1. По месту организации контроля на том или ином этапе производства:
а) входной – это контроль состояния ремонтного фонда, запчастей, материалов, полуфабрикатов, комплектующих изделий, поступающих от других предприятий или участков производства. Он позволяет избежать снижения качества продукции из-за ошибок поставщика;
б) операционный - контроль продукции (или техпроцесса), выполняемый после завершения определенной производственной операции;
в) приемочный – контроль готовой продукции после завершения всех технологических операций. По его результатам принимается решение о пригодности продукции к использованию.
2. По охвату контролируемой продукции:
а) сплошной – контроль, при котором решение о качестве контролируемой продукции принимается по результатам проверки каждой единицы продукции;
б) выборочный – контроль, при котором решение о качестве контролируемой продукции принимается по результатам проверки одной или нескольких выборок (проб) из партии или потока продукции.
3.По месту проведения :
а) стационарный - это приемочный или операционный контроль, выполняемый на специализированном контрольном пункте, куда доставляют изделия для контроля. Этот вид контроля широко применяется в АРП-ве, т.к. он хорошо вписывается в ритм техпроцесса;
б) скользящий – применяется, если контроль не вписывается в ритм техпроцесса. В этом случае средства контроля доставляются на рабочее место, где контролер и проводит измерения.
Особым видом контроля качества продукции являются испытания – это экспериментальное определение значений параметров и показателей качества продукции в процессе функционирования или при имитации условий эксплуатацию.
Организационные формы контроля на АРП могут быть различными и зависят от конкретного производства, его масштабов, специализации АРП и др. факторов.
Похожие работы
... и грузовым автомобилям иностранного произ- водства. Перечень может быть сокращен в конкретном случае, в зависимости от номенклатуры видов предоставляемых предприятием работ. 14. Вопрос: В чём заключается затратный подход к оценке транспортных средств? Ответ: Затратный подход наиболее успешно используется при оценке переоборудованных, эксклюзивных, раритетных АМТС, их комплектующих. Кроме того, ...
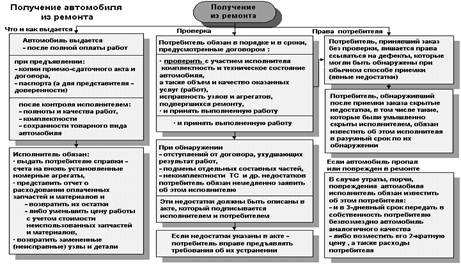
... через определенное время вернуться на СТО. Эта мысль должна «привязать» его к станции. Эту работу должны вести те, кто отвечает за работу с клиентурой. 2 Выдача автомобиля после ремонта в «Техцентре» Выдача автомобиля 1. Инженер-консультант связывается с Заказчиком и сообщает о готовности автомобиля, ставит автомобиль на охраняемую стоянку ТЕХЦЕНТРА. 2. Заказчик обязан соблюдать условия ...
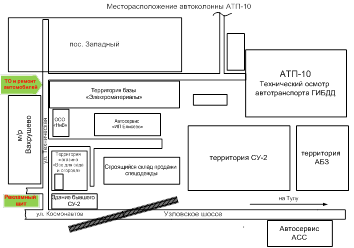
... проведен анализ сервисных характеристик АТП 10 г. Новомосковска. Предложено для повышения конкурентоспособности этого предприятия создать на его территории пост технического обслуживания и ремонта карбюраторов двигателей легковых автомобилей. Пост следует организовать и укомплектовать современным оборудованием так, что бы на нем смогли не только проверить работоспособность карбюратора двигателя ...



... Штатная численность производственных рабочих, чел. % Численность вспомогательных рабочих, чел. Расчетная Принятая 110 20 22 22 3. Обеспечение пассивной безопасности систем автотранспортных средств 3.1 Понятие безопасности в автотранспортных средствах Автотранспортное средство является объектом повышенной опасности. В настоящее время действует более 50 нормативно-технических ...
0 комментариев