ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
Основные элементы технологического процесса ремонта
Входной контроль поступающего на АРП ремонтного фонда
Формирование последовательности и содержания операций единичного и типового ТПР
Классификация поточных линий
Алгоритм методики формирования операций при их синхронизации
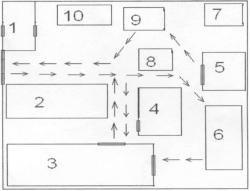
В здании ПК рекомендуется предусматривать несколько взаимно-перпендикулярных проездов, которые часто являются так же границами цехов и участков
Нормы строительного проектирования
Общие положения
Трудоемкость объектов ремонта
Методы расчета оборудования
Основные технико-экономические показатели, характеризующие качество функционирования системы современного производства
Навигация
Формирование последовательности и содержания операций единичного и типового ТПР
Ремонт агрегатов и систем транспортных средств фирмами-изготовителями
93936
знаков
12
таблиц
10
изображений
3.2 Формирование последовательности и содержания операций единичного и типового ТПР
Анализ ряда РП показывает, что порядок снятия узлов и деталей с агрегатов допускает большое число вариантов. Можно, однако, предположить, что существует некоторый оптимальный вариант ТПР.
Методика формирования операций ТПР разрабатывается с использованием теории графов и анализа сложных систем.
ТПР характеризуется «расходящейся» структурой и в общем виде может быть представлена в форме ориентированного графа, который учитывает последовательности выполнения технологических переходов (технологически неделимых элементов).
Рассмотрим процесс разборки двигателя автомобиля ЗИЛ-130 (рис.3.1).
Анализ ТПР двигателя ЗИЛ-130 показывает, что весь процесс разборки можно разделить на 3 зоны:
I зона – съем внешних узлов, не связанных отношениями предшествования – имеет интенсивные ветвления.
В основе построения ТПР в форме графа лежит принцип разбиения графа технологии на слои с последующим их ранжированием. В нулевом слое помещают элемент, относящийся к началу процесса (например, установка агрегата). Далее располагаются слои, включающие элементы ТПР, не связанные отношениями предшествования, а затем идут слои с ранжируемыми в зависимости от последовательности независимыми и зависимыми элементами.
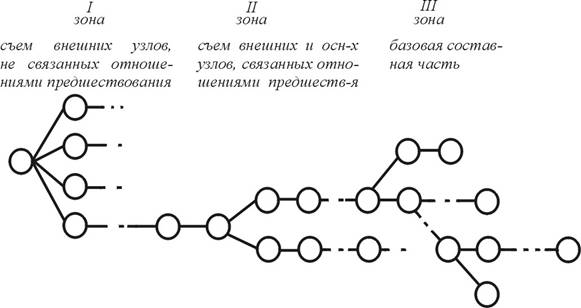
Рис.3.1 Графоаналитическая модель процесса разборки автомобиля
II зона – съем внешних узлов и основных узлов, связанных отношениями предшествования – имеет менее интенсивное ветвление. III зона – получение базовой детали (например блок цилиндров).
Рассмотренная методика построения ТПР не учитывает ограничения, накладываемые:
- требованиями одновременности выполнения отдельных операций, объединяемых, например, на основе механизации;
- позиционные ограничения.
В МАДИ разработана методика формирования ТПР с использованием эвристического алгоритма.
Пусть ТПР двигателя ЗИЛ-130 состоит из множества L технологических операций:
L = {l:l =1,L };
каждая из операций состоит из множества М технологических элементов:
М = {i:i =1,М}.
Пусть также по каждому i–му элементу известно время его выполнения (длительность) ti.
Введем целочисленную переменную δil, которая принимает значения:
δil=1, если I-й элемент содержится в l–й технологической операции;
δil=0, в противном случае.
Тогда ТПР может быть формализован (с учетом требований одновременности и позиционности) следующими соотношениями, представляющими его математическую модель:
M
1. Σδil =1 – выполнение каждого элемента на одном рабочем месте.
i=1
M
2. Σti δil ≤r – непревышение длительности операции такта r.
i=1
l
3. δil ≤ Σδjk– соблюдение условий предшествования для каждой пары i
k=1
j (при i > j ) l-й и k-й операции.
Пусть известно некоторое позиционное ограничение Р. Тогда требование выполнения операции в одной позиции запишется так:
|Pi – Pj | δil + |Pi – Pj | δjl ≤ | Pi- Pj |
где: i и j – индексы элементов.
I Этап разработки ТПР
На основе анализа конструкции двигателя выявляют:
- наиболее удобные позиции слесаря разборщика;
- вид работы (ручной, механизированный);
- последовательность выполнения технологических элементов.
Например, для двигателя ЗИЛ-130:
| Зона | N элемента | Элементы ТПР двигателя | Код |
| I | 1. 2. 3. 4. 5. 6. | Отвернуть болты крепления и снять их. Снять распределитель зажигания в сборе. Отвернуть болты крепления, снять шайбу и гайку. Снять фильтр тонкой очистки топлива. ……… Отвернуть гайки крепления кронштейна фильтра тонкой очистки. Снять кронштейн фильтра. ……… | 30 31 32 33 … 43 44 … |
| II | 7. 8. 9. 10. | Отвернуть гайки крепления крышки головок цилиндров левого ряда. Снять крышку и прокладку головок левого ряда. Отвернуть гайки крепления крышки головок цилиндров правого ряда. Снять крышку и прокладку головок правого ряда. ……… | 76 77 78 79 … |
| III | 11. 12. 13. 14. | Установить крышки коренных подшипников на блок и закрепить их. Отвернуть болты крепления картера и снять их. Снять блок, установить на подставку, прочистить масляные каналы. Отсоединить картер сцепления. | 194 195 196 197 |
II Этап - построение графа ТПР
1. По существующим порядкам определения последовательности элементов ТПР .
2. Ориентированный граф.
3.3 Виды технологических процессов
ГОСТами ЕСТПП установлены два вида ТП: единичный и типовой.
Единичный ТП – это ТП изготовления или ремонта изделий одного наименования, типоразмера и пополнения независимо от типа производства.
Типовой ТП характеризуется единством содержания и последовательностью
Большинства технологических операций и переходов для групп изделий с общими конструктивными признаками.
Групповым ТП называется совокупность групповых технологических операций, обеспечивающих восстановление свойств изделия (или нескольких групп изделий) по общему технологическому маршруту (ТМ). При групповом ТМ предполагается прохождение групп изделий или их представителей с пропуском отдельных операций. Группой называется совокупность изделий, характеризуемая при ремонте общностью оборудования, оснастки, наладки и ТП.
При построении групповых ТП за базовое изделие берут комплексную единицу ремфонда, под которой понимается реальная или условная (искусственная) единица ремфонда, содержащаяся в своей конструкции все основные элементы, характерные для изделия данной группы и являющаяся ее конструктивно-технологическим представителем.
Каждый вид ТП характеризуется следующими признаками:
a. основным назначением процесса (рабочий, перспективный);
b. степенью детализации процесса (маршрутный, операционный, маршрутно-операционный).
Рабочий ТП выполняют по рабочей технологической или конструкторской документации.
Перспективный ТП – это процесс, который полностью или частично предстоит освоить на предприятии, используя последние достижения науки и техники.
Маршрутный ТП выполняют по документации, в которой содержание операций излагается без указания переходов и режимов обработки.
Операционный ТП выполняют по документации, в которой содержание операций излагается с указанием переходов и режимов обработки.
Маршрутно-операционный ТП выполняют по документации, в которой содержание отдельных операций излагается без указания переходов и режимов обработки.
Проектирование ТП является составной частью системы технологического проектирования предприятия, которая в государственном масштабе лимитируется
ГОСТами ЕСТПП.
Основным фактором, определяющим степень дифференциации ТП, является характер производства и связанный с ним объем выпуска продукции.
Объем выпуска продукции – это количество изделий определенного наименования, типоразмера, исполнения, ремонтируемых предприятием в течение планируемого интервала времени.
Тип производства – классификационная категория производства, выделяемая по признакам широты, номенклатуры, регулярности, стабильности и объема ремонта изделий.
Одной из основных характеристик типа производства является коэффициент закрепления операций (КЗО).
КЗО – это отношение числа всех различных технологических операций, выполненных в течение месяца, к числу рабочих мест.
c. Для мелкосерийного производства: Кзо=20-40;
d. Для среднесерийного производства: Кзо=10-20;
e. Для крупносерийного производства: Кзо=1-10;
f. Для массового: Кзо=1.
3.4 Типизация технологических процессов
В настоящее время практика технологической подготовки производства на АРЗ, базирующаяся на разработке и применении индивидуальных ТП, устарела и не способствует техническому прогрессу. Много сил и средств затрачивается на проектирование ТП, которые при современных темпах изменении номенклатуры ремонтируемых изделий быстро оказаться ненужными или устаревшими.
Одним из путей повышения эффективности проектирования ТП является проведение их технологической унификации, которая позволяет сократить сроки ТПП и выполнить ее на более высоком организационно-техническом уровне при меньших затратах материальных и трудовых ресурсов.
Основные направления технологической унификации:
1. Типизация ТП.
2. Разработка и внедрение групповых ТП.
Под типизацией ТП понимается разбивка изделий на конструктивно-технологические классы (типы) и составление для каждого из них типового ТП.
4 ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ПОТОЧНЫХ ЛИНИЙ
4.1 Понятия и определения поточного производства
Поточным называется процесс, при котором работа идет непрерывно и собранные готовые изделия выходят периодически, через определенный промежуток времени (такт производства).
Для осуществления сборки по поточному принципу необходимо:
1. Обеспечить взаимозаменяемость деталей, при которой исключается пригонка их по месту.
2. Расчленить вес техпроцесса на отдельные переходы и сформировать из них операции так, чтобы обеспечить синхронизацию операций и создание определенного темпа (такта), дающего непрерывность потоку собираемых изделий.
3. Точно определить потребное для каждой операции количество рабочих необходимой квалификации, приспособлений и инструментов, которыми следует пользоваться при выполнении конкретной операции.
4. Во избежание задержки сборки обеспечить регулярную и своевременную доставку к рабочим местам комплектов деталей и сборочных единиц, а также принадлежностей, приспособлений, инструментов и материалов.
5. Всю организацию работы поточной линии разработать подробно и точно.
Процесс наладки поточного производства довольно сложен, однако это окупается в дальнейшем теми преимуществами, которые он дает:
-специализация рабочих на выполнение отдельных операций;
-меньше затраты времени на выполнение каждой операции (появление специализированных навыков у рабочих);
-удешевление процесса сборки, а следовательно и снижение себестоимости изделия;
-повышение пропускной способности сборочного цеха;
-лучшее использование квалификации рабочих при распределении их по операциям соответственно сложности последних;
-повышение эффективности использования площади сборочного цеха.
При поточном производстве используются различные транспортные устройства:
- рольганги, склизы, скаты, желоба;
- рельсовые и безрельсовые тележки;
- рельсовые тележки, соединенные между собой с приводом от электродвигателя;
- ленточные, пластинчатые и подвесные конвейеры;
- рельсовые пути для перемещения машины на своих колесах;
- подвесные однорельсовые пути;
- карусельные столы и т.п.
Конвейер выполняет не только транспортную функцию, но и функцию регулятора ритма производства: формирует условия для роста производительности труда и сокращения длительности производства.
Похожие работы
... и грузовым автомобилям иностранного произ- водства. Перечень может быть сокращен в конкретном случае, в зависимости от номенклатуры видов предоставляемых предприятием работ. 14. Вопрос: В чём заключается затратный подход к оценке транспортных средств? Ответ: Затратный подход наиболее успешно используется при оценке переоборудованных, эксклюзивных, раритетных АМТС, их комплектующих. Кроме того, ...
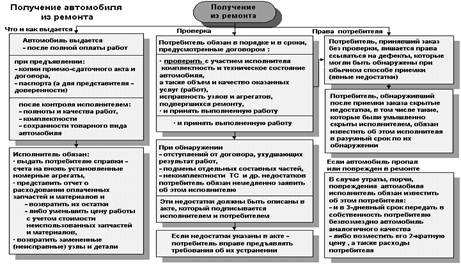
... через определенное время вернуться на СТО. Эта мысль должна «привязать» его к станции. Эту работу должны вести те, кто отвечает за работу с клиентурой. 2 Выдача автомобиля после ремонта в «Техцентре» Выдача автомобиля 1. Инженер-консультант связывается с Заказчиком и сообщает о готовности автомобиля, ставит автомобиль на охраняемую стоянку ТЕХЦЕНТРА. 2. Заказчик обязан соблюдать условия ...
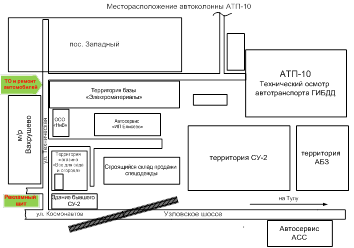
... проведен анализ сервисных характеристик АТП 10 г. Новомосковска. Предложено для повышения конкурентоспособности этого предприятия создать на его территории пост технического обслуживания и ремонта карбюраторов двигателей легковых автомобилей. Пост следует организовать и укомплектовать современным оборудованием так, что бы на нем смогли не только проверить работоспособность карбюратора двигателя ...



... Штатная численность производственных рабочих, чел. % Численность вспомогательных рабочих, чел. Расчетная Принятая 110 20 22 22 3. Обеспечение пассивной безопасности систем автотранспортных средств 3.1 Понятие безопасности в автотранспортных средствах Автотранспортное средство является объектом повышенной опасности. В настоящее время действует более 50 нормативно-технических ...
0 комментариев