ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
Основные элементы технологического процесса ремонта
Входной контроль поступающего на АРП ремонтного фонда
Формирование последовательности и содержания операций единичного и типового ТПР
Классификация поточных линий
Алгоритм методики формирования операций при их синхронизации
В здании ПК рекомендуется предусматривать несколько взаимно-перпендикулярных проездов, которые часто являются так же границами цехов и участков
Нормы строительного проектирования
Общие положения
Трудоемкость объектов ремонта
Методы расчета оборудования
Основные технико-экономические показатели, характеризующие качество функционирования системы современного производства
Навигация
Алгоритм методики формирования операций при их синхронизации
Ремонт агрегатов и систем транспортных средств фирмами-изготовителями
93936
знаков
12
таблиц
10
изображений
4.5 Алгоритм методики формирования операций при их синхронизации
В рассматриваемом алгоритме сборочные операции формируются последовательно, начиная с первой.
На каждом шаге в формируемую операцию включается только один переход. Из множество переходов отбираются такие, которые на очередном шаге не имеют предшественников (предположим, что их предшественники уже включены в предыдущие или формируемую операцию).
Подмножество переходов, которые можно включить на ν –м шаге в формируемую операцию, не нарушая условия предшествования, называется u -допустимым подмножеством и обозначаются Du .
Пусть формируемая операция s должна выполняться в позиции Р. Тогда из u -допустимого подмножества следует отобрать переходы, имеющие позиционный код Р. Они образуют р – допускаемое подмножество (обозначаемое Dp), которое, как правило, содержит меньшее число переходов, чем u-допустимое подмножество, за счет наложения позиционных ограничений.
Третье налагаемое условие – не превышение продолжительностью операции такта конвейера – еще более ограничивает число переходов, которые на ν-м шаге можно включить в s.
Отбирая из числа р – допустимых переходы, удовлетворяющие условию:
ti ≤ τ- Tsν-1;
получим, наконец, t –допустимое подмножество Dt. Здесь:
ti – трудоемкость i –го перехода;
τ - такт конвейера;
T3ν-1суммарная трудоемкость переходов, уже назначенных в s к моменту ν.
Так последовательно отбирая u –допустимые, р - допустимые и t – допустимые подмножества, на каждом ν –м шаге будем иметь совокупность переходов, которые в момент ν можно назначить в операцию s.
При этом возможны три ситуации:
1. На ν-м шаге t – допустимые подмножества является пустым (Dt =Ф), т.е. к моменту ν переходы, удовлетворяющие всем трем условиям, отсутствуют. В этом случае формирование операции s закончено, и переходят к формированию следующей операции (s +1)-й.
2. На ν-м шаге t -допустимое подмножество содержит один переход. Тогда он назначался в операцию s, и переходят к (ν+1)-му шагу ее формирования.
3. На ν-м шаге t – допустимое подмножество содержит несколько переходов.
4. В этом случае из Dt выбирают переход в соответствии с некоторым приоритетным правилом. Наиболее распространены следующие правила выбора переходов:
- равновероятный выбор;
- выбор перехода с минимальной длительностью выполнения;
- выбор перехода с максимальной длительностью выполнения;
- выбор перехода, для которого максимальна или минимальна длительность выполнения всех следующих за ним переходов;
- выбор перехода, для которого максимально число всех следующих за ним переходов;
- выбор перехода, для которого максимально отношение длительности выполнения всех следующих за ним переходов к длительности его выполнения;
- рандомизированный, но не равновероятный выбор: переход выбирается с заранее заданной вероятностью по одному из вышеуказанных правил, т.е. каждое правило имеет свой «вес».
При наличии двух и более переходов, имеющих одинаковую степень приоритета, выбирается переход с меньшим порядковым номером.
Использование различных приоритетных правил приводят, вообще говоря, к разным решениям задачи синхронизации операций. Однако нельзя указать какое – либо одно универсальное правило, приходящее всегда к наилучшему решению. Результат, полученный при использовании того или иного правила, зависят от особенностей техпроцесса, операции которого синхронизируются.
4.6 Пример
Условие: синхронизировать операции техпроцесса сборки, представленного графом на рис.1 и таблицей исходных данных, при такте конвейера τ=10 мин.
Особенности задачи:
В данном примере имеется две группы позиционных ограничений. Первая группа (Р) характеризует переходы, которые нельзя выполнять на одном рабочем месте, если они имеют разные коды, например, ограничения по профессии исполнителя: код 1 – слесарь-сборщик, код 2 – сварщик.
Ограничения второй группы (Р) также не допускают выполнения на одном рабочем месте переходов с разными ненулевыми кодами, но при этом переходы с кодами Р=0 совместимы с любыми другими (по группе Р), например: код 1 – левая сторона конвейера; код 2 – правая сторона конвейера; код 0 – возможность выполнения перехода на любой стороне конвейера.
Т.о. каждому переходу приписана пара кодов (Р,Р) и наличие позиционных ограничений равносильно требованию: любая операция может содержать только те переходы, которые имеют одинаковые пары кодов.
Совмещение переходов, например: u1 ,u2 ,u3 ; имеющих пары кодов (1,0),(1,1) и (1,0)не нарушает позиционных ограничений, также как и объединение в какой-то другой операции переходов u4 ,u6 ,u11 (пары кодов 2,0; 2,2; 2,0). Нельзя объединять в одну операцию такие переходы, как u6 , u7 ; u2 ,u7 ; подмножество. Оно также включает только переход u1 , т.е. Dto = u1 .
3. Назначаем переход u1 в первую операцию и фиксируем, что Р=1, ибо u1 приписана пара кодов (1,0).
4. Заполним графу z1 таблицы 2, имея в виду, что назначение в первую т.к. запрещено совмещение пар кодов 2,2 и 1,2, а также 1,1 и 1,2.
В рассматриваемом примере будем использовать приоритет по максимальной длительности выполнения перехода.
Решение.
1. Заполним графу zo таблицы u-допустимых подмножеств, для чего против каждого перехода проставим количество предшественников, которое он имеет в начальный момент формирования первой операции.
2.Заметим, что в начальный момент формирования первой операции только переход u1 является u-допустимым, т.е. Duo= {u1}. Т.к. коды позиционных ограничений для первой операции еще не установлены, определим сразу t-допустимое операцию перехода u1 , бывшего предшественником переходов u2 u3 ,u4 ,u5 делает их доступными для выполнения. По графеz1находим Du1 = {u2 u3 u4 u5 }.
5.Значение второго кода позиционных ограничений Р пока не установлено, поэтому отбираем в Р-допустимое подмножество переходы, совместимые с u1 по первому коду, т.е.D1,p(1) = u2 , u3 . Переходы u4 ,u5 , имеющие код Р = 2, не являются р-допустимыми, т.к. в позиции с кодом Р = 1.
6. Определяем t-допустимое подмножество Dt(1) = u2 . Переход u3 не является t-допустимым, т.к. при его назначении в первую операцию вместе с уже назначенным переходом u1 суммарная продолжительность выполнения операции составит 11 мин, что превышает такт конвейера.
7. Назначаем в первую операцию u2 и устанавливаем, что P = 1. Следовательно, теперь в первую очередь можно включать только переходы, имеющие коды позиционных ограничений 1,0 или 1,1 , а код 1,2 является запрещенным.
8. С помощью z2 находим Du(2)=u3 u4 u5 u6 , а затем D1,1(2)=u3 ; D(2)t =Ф. Формирование первой операции закончено: Ώ1 = u1, u2.
Аналогично формируется вторая операция. Из графы z2 следует, что Du(2)=u3u4u5u6 . Коды Р и Р для второй операции пока не установлены, поэтому определяем D(2)t= u3u4u5u6 .
Находим max t3t4t5t6 , выбираем u4 и фиксируем Р=2. По графе z3 определяем Du(3)=u3u5u6 , а затем D2,0(3)=u5u6 . Dt(3)=u5u6 , max t5t6 .
Выбираем u6 и замечаем, что P=2. Определяем Du(4)=u3u5u8 , D2,2(4)=u5 . Dt(4)=u5 и выбираем u5. Далее определяем Du(5)=u3u8 , D2,2(5)=Ф и Dt(5)=Ф. Формирование второй операции закончено, Ώ2= u4u5u6 .
Продолжив вычисления, определим Ώ3=u8 , Ώ4=u3u7 , Ώ5=u9u10 , Ώ6=u11 .
Коэффициент использования рабочего времени 0,83.
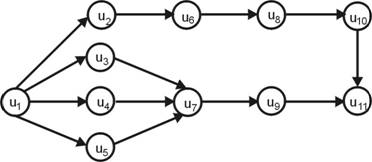
Рис.4.1. Граф технологической последовательности сборки изделия
Табл.4.2.
Исходные данные к расчету
| N перехода | ti , мин. | p | ~ p | Предшественники |
| u1 | 6 | 1 | 0 | |
| u2 | 2 | 1 | 1 | u1 |
| u3 | 5 | 1 | 0 | u1 |
| u4 | 7 | 2 | 0 | u1 |
| u5 | 1 | 2 | 2 | u1 |
| u6 | 2 | 2 | 2 | u2 |
| u7 | 3 | 1 | 2 | u3, u4, u5 |
| u8 | 6 | 1 | 1 | u6 |
| u9 | 5 | 2 | 0 | u7 |
| u10 | 5 | 2 | 0 | u8 |
| u11 | 8 | 2 | 0 | u9, u10 |
Табл.4.3.
Таблица u-допустимых подмножеств
| Z0 | Z1 | Z2 | Z3 | Z4 | Z5 | Z6 | Z7 | Z8 | Z9 | Z10 | Z11 | |
| u1 | 0 |
|
|
|
|
|
|
|
|
|
|
|
| u2 | 1 | 0 | ||||||||||
| u3 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | |||||
| u4 | 1 | 0 | 0 | |||||||||
| u5 | 1 | 0 | 0 | 0 | 0 | |||||||
| u6 | 1 | 1 | 0 | 0 | ||||||||
| u7 | 3 | 3 | 3 | 2 | 2 | 1 | 1 | 0 | ||||
| u8 | 1 | 1 | 1 | 1 | 0 | 0 | ||||||
| u9 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 0 | |||
| u10 | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 0 |
| |
| u11 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 1 | 0 |
Табл.4.1.
Классификация поточных линий
| Классификационные признаки | Разновидности поточных линий | |||||||
| 1. Уровень механизации и автоматизации | Немеханизированное | Механизированное | Автоматическое | |||||
| 2. Номенклатура закрепленных изделий и порядок их чередования | одно-предметные | Многопредметные | ||||||
| Предметно-поточные | ||||||||
| Без переходящих заделов | С переходящими заделами | Партионно-групповые | Комплектно-групповые | |||||
| 3. Непрерывность производственного процесса | Непрерывно-поточные | Прерывно-поточные | ||||||
| 4. Характер движения изделий | Регламентированный | Полусвободный | Свободный | |||||
| 5. Характер работы конвейера | Непрерывный | Прерывный (пульсирующий) | ||||||
| 6. Характер перемещения изделий и рабочих | Подвижный объект | Неподвижный объект | Комбинация перехода рабочих и перемещения объекта | |||||
| 7. Характер передачи изделий | Поштучная передача | Передача транспортными партиями | ||||||
| 8. Размещение линии в пространстве | Прямые | Замкнутые | ||||||
5 АНАЛИТИЧЕСКИЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ ПОТРЕБНОСТИ В РЕМОНТАХ
Потребность автомобилей в ремонте определяется при помощи интегральных методов, основанных на использовании некоторых общих характеристик надежности и интенсивности, без учета т/с каждого отдельного автомобиля. Наиболее распространены детерминированные и вероятные методы.
При пользовании детерминированными методами потребное количество КР автомобилей Nкр определяют по формуле:
Nкр = Na kp ;
где: Na - списочный состав обслуживаемых автомобилей;
kp - годовой коэффициент охвата капитальным ремонтом автомобилей, узлов или деталей.
Коэффициент охвата капитальным ремонтом kpпоказывает долю автомобилей, агрегатов, узлов или деталей, проходящих КР в течение года:
kp = l год / lмр ;
где: lгод - среднегодовой пробег а/м, тыс.км;
lмр - межремонтный пробег а/м после КР, тыс.км.
Фактическое значение коэффициента меньше расчетного, т.к. указанная формула не учитывает ежегодного списания изношенных и постановок новых автомобилей, значительное отличие доремонтных и межремонтных пробегов, а также случайный характер постановки автомобилей в ремонт. Более точно коэффициент kp определяют с учетом того, что часть автомобилей, подлежащих списанию, не будут ремонтировать:
kp1 = (lам /lc – 1): Тс ;
где: Тс – амортизационный срок службы а/м, годы;
lам - пробег а/м за срок Тс , тыс.км;
lc - средний межремонтный пробег, тыс.км.
lc = (ld + lм )/2;
где: ld - пробег а/м до первого КР;
lм- межремонтный пробег а/м.
Результатом детерминированного подхода к определению потребности парка автомобилей в КР является, как правило, искажение величины потребности, особенно для парков, в которых преобладают новые или, наоборот, прошедшие КР автомобили.
Вероятный метод расчета, основанный на теории восстановления, в значительной мере лишен этих недостатков. Суть ее заключается в следующем.
Парк автомобилей рассматривается как однородная система, элементы которой (а/м, агрегаты, детали и т.д.) могут выходить из строя в различные случайные моменты времени. Моменты отказов (моменты восстановления, т.к. tэкспл>> tвосст ) образуют случайный поток отказов, называемый простым процессом восстановления.
функция распределения длительности безотказной работы F(t) за время t:
t
F(t) = ∫ f(t)dt ;
0
где: f(t) = dF(t) / dt – плотность распределения длительности безотказной работы. Математическое ожидание числа отказов элемента (автомобиля) за время от начала эксплуатации to=0 до момента t называется функцией восстановления Ф(t):
t
Ф(t) = ∫φ (t)dt;
0
где: φ(t) = dФ(t)/ dt – плотность восстановления.
Значение φ(t) выражает среднее число восстановления (ремонтов или замен) элемента в единицу времени в момент t.
Т.о. интегральной функцией (уравнением) восстановления будет выражение:
t
φ(t) =f(t) + ∫f(t-τ)φ(τ)dτ;
0
где время τ определяется из условия того, что длительность безотказной работы элемента τ не превышает величины t.
Рассмотрим случай, когда все межремонтные пробеги автомобиля имеют одинаковые распределения, но отличаются от ремонтных, т.е. Имеет место не простой, а общий процесс восстановления.
Пусть f(t) есть плотность распределения доремонтных пробегов автомобиля, а g(t) - межремонтных. Тогда плотность восстановления элемента h(t) для рассматривания случая общего процесса восстановления:
t
h(t) = f(t) + ∫g(t-τ)h(τ)dτ;
0
Т.о. функции восстановления для простого Ф(t) или общего Н(t) процесса могут быть получены интегрированием φ(t) или h(t):
t
Ф(t) =∫ φ(t)dt;
0
t
H(t)=∫h(t)dt;
0
Или непосредственно через функции распределения для простого и общего ПВ:
t
Ф(t) =F(t) + ∫Ф (t-τ )f( τ)d τ;
0
t
H(t) =F(t) + ∫ H(t-τ )g(τ )dτ;
0
На рис.1 приведены графики указанных выше функций. Характерной особенностью функций φ(t) и H(t) является их колеблемость с постепенным переходом к постоянному значению, равному обратной величине среднего срока службы между отказами Тм (среднего значения межремонтного срока службы). Функции же Ф(t) и Н(t) со временем становятся линейными.
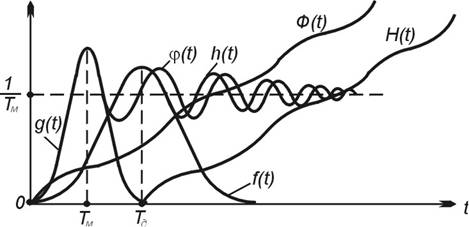
Рис.5.1. График функций, описывающих процесс восстановления элемента
Число ремонтов за время t является случайной величиной, поэтому приведенные выше уравнения описывают поведение средних значений плотностей и функций восстановления. Фактические же значения в каждый момент времени имеют некоторое рассеивание, характеризующееся дисперсией D(t).
Для простого процесса восстановления:
t
D(t) =Ф(t) – Ф2(t) +2∫ Ф(t-τ)dФ(τ);
0
Для общего случая:
t
D(t) = H(t) – H2(t) + ∫ H(t-τ)dH(τ).
0
6 ПРОЕКТИРОВАНИЕ АВТОРЕМОНТНЫХ ПРЕДПРИЯТИЙ
6.1 Структура АРП и его компоновка
Основное производство АРП может быть построено по бесцеховой и цеховой структуре.
При бесцеховой структуре все отдельные производственные участки возглавляются мастерами и подчинены непосредственно руководству АРП, а все административные функции выполняются заводоуправлением. Такая структура управления предприятием позволяет упростить организацию производства, сократить количество административно-управленческого персонала, что в конечном итоге ведет к удешевлению производства.
При цеховой структуре отдельные участки объединены в самостоятельные адмистративные (часто хозрасчетные) единицы, возглавляемые начальниками цехов. При этом в каждом цехе предусматривается определенный объем работ, обеспечивающий загрузку производственных рабочих в количестве не менее 100 человек.
При цеховой структуре основные цехи АРП образуются или по технологическому, или предметному принципу (по замкнутому циклу производства).
При построении структуры по технологическому принципу в каждом цехе выполняют одноразовые работы, например, разборку, сборку, механические, гальванические работы и т.п.
При построении цехов по предметному принципу, в каждом цехе ремонтируют одно изделие или комплект, например, кузова, эл. оборудование, двигатели, агрегаты, шины и др. В таком цехе выполняют все работы по ремонту изделия: разборку, мойку, восстановление деталей, сборку и окраску, за исключением кузнечных, термических и гальванических работ, которые в ремонте каждого агрегата занимают незначительный удельный вес.
На специализированных АРП, потребляющих и ремонтирующих ограниченную номенклатуру деталей (запчастей и материалов) бесцеховая структура может быть применена и на более крупных предприятиях, чем на рис.1.
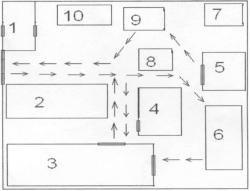
При компоновке АРП необходимо с учетом техпроцесса ремонта автомобиля разрабатывают принципиальную схему производственного процесса, т.е. форму организации потока разборки – сборки автомобиля (агрегата).
Существуют три принципиальные схемы:
1. Прямой поток;
2. Г – образный поток;
3. П – образный поток;
| Участок восстановленных деталей | |||
| Участок ремонта двигателей и агрегатов | |||
| Моечный участок | Разборочный участок | Сборочный участок | |
| Участок ремонта кузовов и кабин. | |||
Достоинства:
- простота организации;
Недостатки:
- большая длина (вытянутость) площадей сопутствующих процессов;
- невозможность изоляции разборочно-моечных участков.
Г – образный поток| Разборочно-моеч- | Участки |
| |||
| ный участок | автомобилей | Участок ремонта двигателей и агрегатов | восстановления |
| |
| Участок ремонта кузовов и кабин | Участок сборки | ||||
| деталей | |||||
![]()
Достоинства:
- минимальные пути транспортирования деталей и агрегатов;
- возможна изоляция разборочно-моечного участка;
- меньшая длина производственного корпуса.
Недостатки:
- непрямолинейные перемещения базовых деталей (рамы и кузова).
П – образный поток| Сборочный участок | Разборочный | участок | Участок восстановления двигателей | ||
| автомобилей | Участок | Моечный | |||
| Участок ремонта двигателей и агрегатов | |||||
| Участок ремонта кузовов и кабин | |||||
![]()
![]()
Достоинства:
- тоже, что и у Г - образного.
Недостатки:
- пересечение разборочно-моечного участка потоком деталей, движущихся на восстановление и обратно.
Выполняя компоновку производственного корпуса, необходимо учитывать следующие основные положения:
1. Все производственные цеха и участки целесообразно размещать в одном здании (производственном корпусе), т.к. затраты на строительство в этом случае будут значительно ниже, чем при строительстве отдельных зданий.
2. Производственные корпуса АРП строят, как правило, одноэтажными, многопролетными.
3. Производственное здание должно иметь проектные очертания плана и разрезов без случайных пристроек и надстроек с максимальной унификацией пролетов, шага колонн и высоты помещений.
4. Периметр здания ПК при заданной площади должен быть наименьшим, т.к. это сокращает расходы на возведение наружных стен, отопления и т.п. С этой точки зрения целесообразно стремиться получить здание квадратной формы или близкой к ней.
5. Взаимное расположение участков должно обеспечивать прямо точность производственного процесса (без встречных грузопотоков) согласно принятой схеме.
6. Длина пути транспортирования агрегатов и корпусных тяжелых деталей должна быть как можно меньшей.
7. Производственные участки могут занимать один или несколько пролетов, а также часть пролета. При этом их не рекомендуется отделять друг от друга перегородками, если это не диктуется условиями выполнения технологии, требованиями ТБ или ПБ. Участки, опасные в пожарном отношении (сварочный, кузнечно-прессовый, термический, деревоотделочный, малярный, испытательная станция, восстановления деталей синтетическими материалами), должны быть отделены от других помещений огнестойкими стенами. Помещение отделяемые перегородками, целесообразно размещать у наружных стен здания, т.к. это облегчает выполнение перегородок и вентиляционных устройств.
Похожие работы
... и грузовым автомобилям иностранного произ- водства. Перечень может быть сокращен в конкретном случае, в зависимости от номенклатуры видов предоставляемых предприятием работ. 14. Вопрос: В чём заключается затратный подход к оценке транспортных средств? Ответ: Затратный подход наиболее успешно используется при оценке переоборудованных, эксклюзивных, раритетных АМТС, их комплектующих. Кроме того, ...
... через определенное время вернуться на СТО. Эта мысль должна «привязать» его к станции. Эту работу должны вести те, кто отвечает за работу с клиентурой. 2 Выдача автомобиля после ремонта в «Техцентре» Выдача автомобиля 1. Инженер-консультант связывается с Заказчиком и сообщает о готовности автомобиля, ставит автомобиль на охраняемую стоянку ТЕХЦЕНТРА. 2. Заказчик обязан соблюдать условия ...
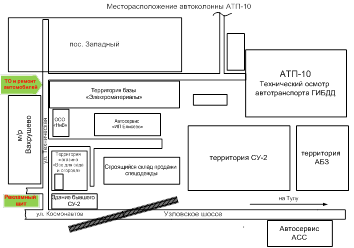
... проведен анализ сервисных характеристик АТП 10 г. Новомосковска. Предложено для повышения конкурентоспособности этого предприятия создать на его территории пост технического обслуживания и ремонта карбюраторов двигателей легковых автомобилей. Пост следует организовать и укомплектовать современным оборудованием так, что бы на нем смогли не только проверить работоспособность карбюратора двигателя ...



... Штатная численность производственных рабочих, чел. % Численность вспомогательных рабочих, чел. Расчетная Принятая 110 20 22 22 3. Обеспечение пассивной безопасности систем автотранспортных средств 3.1 Понятие безопасности в автотранспортных средствах Автотранспортное средство является объектом повышенной опасности. В настоящее время действует более 50 нормативно-технических ...
0 комментариев