Виды измерений и причины ошибок
Наиболее вероятное значение измеряемой величины
Понятие доверительного интервала и доверительной вероятности
Ошибки косвенных измерений
Найдем средние значения и погрешности следующих пяти измерений
Виды случайных величин и законы их распределения
Числовые характеристики случайных величин, заданных своими распределениями
Закон Пуассона
Вероятности ошибок первого и второго рода
Графический метод обработки результатов
Аналитические методы обработки результатов
Знак S обозначают сумму величин от i = 1 до i = n, где n
Номограммы в декартовой системе координат
Навигация
Номограммы в декартовой системе координат
Обработка результатов экспериментов и наблюдений
87319
знаков
11
таблиц
16
изображений
4.1. Номограммы в декартовой системе координат
В разделах 3.1., 3.2. описана процедура построения графиков для функции одного переменного. При этом на графике получается одна линия ( прямая или кривая ).
Если же изучаемая функция зависит от двух переменных
Z = ¦ (х, y),
то придавая в этом уравнении, например, параметру y ряд частных ( постоянных ) значений y1, y2, ..., yn можно, как и для функции одного переменного, построить зависимости
Z = ¦ (х, y1);
Z = ¦ (х, y2);
...................
Z = ¦ (х, yn).
Получим систему кривых ( в частном случае прямых ), называемых номограммой из ²помеченных² линий, т.к. каждая линия помечается соответствующим значением yi.
Пример. При исследовании процесса фрезерования было установлено, что наиболее целесообразно величину радиального биения смежных зубьев фрезы назначать по условию обеспечения участия в процессе резания всех зубьев фрезы. Аналитически это условие выражается уравнением
 ,
,
где Sz - расчетная величина подачи на зуб, мм/зуб;
k = ![]() - параметр операции;
- параметр операции;
D - диаметр фрезы, мм;
t - глубина резания, мм;
D - величина биения смежных зубьев фрезы, мм.
Как видно, Sz = ¦ (k, D) является функцией двух параметров. Здесь можно отметить, что, фактически Sz = ¦ (D, t, D), т.е. функцией трех параметров, но два параметра (D, t) заменены одним - k = ![]() , легко определяемым и уменьшающим количество переменных. Данный прием широко используется в номографии.
, легко определяемым и уменьшающим количество переменных. Данный прием широко используется в номографии.
Теперь необходимо определиться с осями и помеченным параметром. В качестве оси ординат, в соответствии с функциональной зависимостью, рационально принять Sz. В качестве же оси абсцисс можно принять либо k, либо D. Если в качестве оси ординат принять k ( а помеченным параметром Di ), то зависимость
Sz = ¦ (k, Di)
будет получаться криволинейной, в соответствии с закономерностью  . Проще строить и использовать прямолинейные графики при равномерных шкалах. Поэтому стараются номограммы строить на основе прямых линий. Поэтому лучше будет строить номограмму из помеченных линий вида
. Проще строить и использовать прямолинейные графики при равномерных шкалах. Поэтому стараются номограммы строить на основе прямых линий. Поэтому лучше будет строить номограмму из помеченных линий вида
Sz = ¦ (D, Ki),
где  .
.
Теперь выбираем масштаб построения и диапазоны изменения переменных. С учетом условий процесса фрезерования принимаем D £ 0,08 мм; Sz £ 0,20 мм/зуб. Параметр k изменяем дискретно k = 2; 5; 10; 20; 30; 40; 50. Так как зависимость Sz = ¦ (D, Ki) является прямой линией, проходящей через начало координат, то для построения графиков достаточно вычислить только одно значение Sz при каком - либо значении D. Например, для k = 2, при D = 0,06 мм имеем
 ( мм/зуб ).
( мм/зуб ).
Теперь через точки ( 0; 0 ) и ( 0,06; 0,06 ) можно провести прямую линию и пометить ее параметр k = 2. Аналогично проводятся и другие линии ( рис. 13 ). На номограмме наносится линия, показывающая порядок ее использования.
Рис. 13. Номограмма определения допустимой величины
радиального биения смежных зубьев фрезы.
4.2. Составные номограммы с помеченными линиями
Номограмму в одной четверти можно построить для функции двух переменных. При большем числе переменных это сделать уже нельзя. В этом случае используют составные номограммы. Идею построения рассмотрим сначала в общем виде.
Пусть нам дано уравнение в неявном виде с четырьмя переменными
¦ (х, y, z, h) = 0.
Допустим, что его можно привести к виду
¦1(х, y) = ¦2 (z, h),
т.е. можно разделить переменные. Положим
¦1 (х, y) = g;
¦2 (z, h) = g.
Мы получим два уравнения, зависящих от двух переменных. Каждое из этих уравнений можно номографировать, как описано выше. Обеспечив отсчет величины g на одинаковой функциональной шкале, можно обойтись и без численных значений g ( если они нас не интересуют по условиям решаемой задачи ). Схематически такая номограмма приведена на рис. 14.
Рис. 14. Схема номограммы с помеченными линиями
с четырьмя переменными
Аналогично поступают и с уравнениями с большим числом переменных, которое будет приводить к увеличению числа общих шкал и большему числу четвертей построения номограммы. Нужно только иметь в виду, что не всякое уравнение допускает разложение на несколько уравнений с двумя переменными и, следовательно, не всякое уравнение удается таким образом номографировать.
Рассмотрим реальный пример построения составной номограммы.
При исследовании процесса фрезерования было установлено, что сила резания при фрезеровании узких поверхностей приобретает характер повторяющихся импульсов не гармонической формы. И возмущение технологической системы осуществляется не на одной, а в бесконечном диапазоне частот. Наиболее опасно воздействие первых трех гармоник, несущих значительно больше энергии возмущения, чем все другие. Распределение энергии по этим трем гармоникам осуществляется в зависимости от отношения фронтов нарастания и спада силы в импульсе. Это отношение можно характеризовать отношением углов контакта фрезы (j) и зуба фрезы (y) с заготовкой. Причем всегда j ³ y.
Для наглядного представления и определения характера распределения энергии по трем гармоникам в зависимости от условий операции построим номограмму.
В одной из четвертей первоначально отражается характер распределения энергии по гармоникам возмущения в зависимости от j/y (рис. 15). Эти зависимости построены из результатов исследований, которые здесь не отражаются. Коэффициент Х2 характеризует ²удельный вес² энергии данной гармоники в общем силовом возмущении. Диапазон j/y = 1...9.
Теперь отношение j/y раскрываем в параметрах инструмента и операции
 .
.
Видно, что здесь четыре переменных величины: D, t, B, w.
Введем промежуточную ось С и построим номограмму из помеченных линий для одной из переменных величин, а именно Вi
 .
.
Видно, что это уравнения прямых линий, проходящих через начало координат. Задаваясь одним значением j/y и Вi можно провести ее график. Например, при j/y = 5, Вi = 5 получим С = 2×5×5 = 50. Аналогично поступаем для Вi = 10; 15; 20.
Далее вводим следующую промежуточную ось ( и соответственно переменную ) L = C ×tg wi. Задаваясь величинами угла wi и С можно определить положение помеченных линий. Например, при w = 45°, С = 50
L = 50×tg 45° =50. Àíàëîãè÷íî ïîñòóïàåì è äëÿ äðóãèõ óãëîâ wi = 15°; 30°; 60°; 75°. Проводим прямые линии через начало системы координат и помечаем значение угла wi каждой линии.
Таким образом осталась одна взаимосвязь параметров
 .
.
Здесь необходимо определиться с параметром, направленном по оси и ²помеченным² параметром. В любом случае зависимость нелинейная. Кроме того, глубина резания является задаваемым параметром и его лучше взять в качестве ²помеченного² параметра. Для построения помеченных линий нужно определить несколько координат каждой линии.
Рассмотрим ²помеченную² линию t = 5 мм. В качестве переменного параметра принимаем диаметр фрезы D. При D = 25; 50; 100; 150; 200 мм соответственно имеем
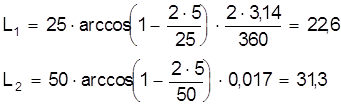
![]()
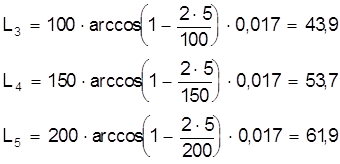
По найденным точкам строится линия для t = 5 мм. Аналогично поступают и для других значений t.
На рис. 15 показана построенная номограмма. Указаны промежуточные оси С, L, которые при использовании номограммы не нужны и могут не указываться, указаны и частные зависимости для каждой четверти номограммы.
Полученная номограмма наглядно показывает, что распределение энергии по гармоникам возмущения технологической системы определяется условиями операции, изменяя которые можно воздействовать на возмущение технологической системы.
Для исключения резонансных явлений необходимо знать спектр собственных частот системы и согласовывать условия операции с их значениями, уменьшая количество энергии на ²резонансной² частоте. Эти данные, как правило, отсутствуют. Поэтому используя номограмму можно скорректировать условия операции. Для этого по известным параметрам фрезы, которая показала неудовлетворительные результаты, и элементам режима резания необходимо определить распределение энергии по гармоникам возмущения и выбрать другое распределение. Так как глубину резания и ширину фрезерования изменять, как правило, невозможно, а изменение угла наклона режущей кромки часто нецелесообразно по условиям
Рис. 15. Номограмма распределения энергии по гармоникам
возмущения и условия операции
стойкости инструмента, то новое распределение энергии можно получить изменив диаметр фрезы ( в большую или меньшую сторону по сравнению с первоначальным ). При этом необходимо сохранить прежним относительное число зубьев ( z/D) и скорость резания, так как число оборотов и зубьев фрезы играют самостоятельную роль в определении частотного диапазона возмущения (inz).
Как видно из изложенного, номограмма может существенно помогать в управлении процессом резания, на основе заложенных в нее функциональных зависимостей.
Контрольные вопросы
1. Сущность и назначение номографии;
2. Функцию какого числа переменных можно отразить в одной четверти декартовой системы координат ?
3. Понятие номограммы из ²помеченных² линий;
4. Сущность составной номограммы и промежуточной функциональной шкалы.
5. ТИПОВЫЕ ЗАДАЧИ МАТЕМАТИЧЕСКОЙ ОБРАБОТКИ
ЭКСПЕРИМЕНТАЛЬНЫХ ДАННЫХ
В целях закрепления знаний и получения практических навыков предлагается решить несколько задач, имеющих практическую направленность.
1. При измерении твердости по Роквеллу были получены следующие результаты. Для образца А: 97,0; 98,7; 99,9; 99,5; 97,1; 99,5; 92,0; 100,6; 99,7; 98,0; 98,5; 99,5; 99,7; 99,5; 99,0; 98,5; 99,5; 98,8; 98,5; 99,1; 98,4; 96,6; 97,2; 101,7; 97,2; 98,2; 97,5; 97,7; 99,0; 99,0; 97,5. Для образца В, проверяемого на этом же приборе: 85,6; 87,1; 87,9; 86,9; 85,6; 85,2; 85,5; 85,7; 84,7; 86,4; 80,0; 85,0; 82,0; 86,0; 86,0; 87,3; 84,5; 87,0; 87,3; 85,4; 91,0; 90,0; 90,8; 89,2; 91,0; 90,4; 84,1; 81,7; 87,4; 84,0; 85,2.
Для каждой группы данных определить значение измеряемого параметра, наличие промахов в ряду измерений. Для какой группы измерений результат получен точнее? Выбрав в случайном порядке 1, 4, 9, 16, 25 отсчетов проверить справедливость зависимости точности среднего значения от числа измерений. Построить эмпирические законы интегрального и дифференциального распределений. Подобрать теоретический закон распределения и оценить его соответствие.
2. Отклонения диаметра вала распределены по нормальному закону. Половина значений диаметра лежит в интервале 20 ± 0,1 мм. Отклонения диаметра отверстия также распределены по нормальному закону. Половина всех отклонений отверстия находится в интервале 20 ± 0,05 мм. Полагая, что сборка соединения производится вручную, определите, сколько из 50 валов не подойдет по размеру. Какой номинальный диаметр осевого отверстия ( вместо 20 мм ) следует задать ( при том же законе распределения ), чтобы все 100% деталей подошли друг к другу при ручной сборке.
3. В цехе машиностроительного завода выполняется сложный заказ, с определенной вероятностью возникновения брака. Для обеспечения плана выпуска 100 изделий запущено в производство 110 единиц. Какова вероятность, что заказ будет выполнен если вероятность получения одного изделия 0,9; 0,95 ?
4. При исследовании обрабатываемости одного из конструкционных материалов были получены зависимости периода стойкости зуба фрезы от угла наклона w стружечной канавки.
Результаты приведены в таблице:
| w° | 20 | 30 | 40 | 50 | 60 |
| T, мин | 30 | 60 | 80 | 70 | 50 |
Используя метод наименьших квадратов и параболического интерполирования получить аналитическую зависимость стойкости от угла наклона .
5. С помощью критерия c2 проверьте соответствие числа бракованных деталей за 51 смену пуассоновскому распределению.
| Число бракованных изделий за одну смену, m | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Число смен с m бракованными изделиями | 3 | 7 | 9 | 12 | 9 | 6 | 3 | 2 | 0 |
6. Известно, что количество бракованных инструментов в партии соответствует закону Пуассона с параметром интенсивности l = 0,5. Определить количество бракованных изделий в партии.
7. Случайная величина х распределена по закону равной вероятности в интервале [ 1; 10 ]. Определите при каком значении х вероятность его нахождения в заданном интервале равна 0,05 и 0,95 ?
8. Случайная величина х подчиняется нормальному закону распределения с параметрами х = 3, s2 = 25. Вычислить вероятности Р ( Х ³ 10 ), Р ( -2 £ Х £ 8 ), Р ( Х £ -10 ). Дайте графическую иллюстрацию результата.
9. Станок - автомат настроен на выполнение размера 100,1 мм. Разброс размеров деталей подчиняется нормальному закону распределения с дисперсией s2 = 0,25 мм2. Поле допуска на размер детали составляет 100 ± 0,15 мм. Найдите долю брака при проведенной настройке, представьте ее в виде графика от среднеарифметического значения. На какое значение необходимо настроить автомат, чтобы доля брака была минимальной, определите эту долю. Пусть х = 100, s = 0,5. Что окажет большее влияние на увеличение доли брака - сдвиг х на ±0,5 или увеличение s на 0,5 ?
10. При исследовании силы резания в зависимости от глубины резания была измерена главная составляющая силы резания Рz при четырех значениях глубины резания
| t, мм | 1 | 2 | 3 | 4 |
| Pz, Н | 2300 | 3200 | 4000 | 4600 |
Графическим методом, методом средних и методом наименьших квадратов установить зависимость составляющей силы от глубины резания.
ЛИТЕРАТУРА
1. Теория Вероятностей, М. 1998
2. Гутер Р.С., Овчинский Б.В. Элементы численного анализа и математической обработки результатов опыта. - М.: Физматгиз, 1962. - 356 с.
3. Зайдель А.Н. Ошибки измерения физических величин. - Л.: Наука, 1974. - 108 с.
4. Кассандрова О.Н., Лебедев В.В. Обработка результатов наблюдений. - М.: Наука, 1970. - 104 с.
5. Колесников А.Ф. Основы математической обработки результатов измерений. - Томск: ТГУ, 1963. - 49 с.
6. Плескунин В.И., Воронина Е.Д. Теоретические основы организации и анализа выборочных данных в эксперименте. Учебное пособие. - Л.: ЛЭУ, 1979. - 232 с.
7. Румшинский Л.З. Математическая обработка результатов эксперимента. Справочное руководство. - М.: Наука, 1971. - 192 с.
8. Рыжов Э.В., Горленко О.А. Математические методы в технологических исследованиях. - Киев: Наук. думка, 1990. - 184 с.
9. Сухов А.Н. Математическая обработка результатов измерений. Учебное пособие. - М.: МИСИ, 1982. - 89 с.
10. Чкалова О.Н. Основы научных исследований. - Киев: Вища школа, 1978. - 120 с.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ...........................................................................................3
1. ОШИБКИ ИЗМЕРЕНИЙ.......................................................................4
1.1. Цели математической обработки результатов эксперимента .............
1.2. Виды измерений и причины ошибок.................................................5
1.3. Типы ошибок измерения...................................................................5
1.4. Свойства случайных ошибок.............................................................6
1.5. Наиболее вероятное значение измеряемой величины........................8
1.6. Оценка точности измерений.............................................................9
1.7. Понятие доверительного интервала и доверительной вероятности...11
1.8. Обнаружение промахов..................................................................13
1.9. Ошибки косвенных измерений........................................................14
1.10. Правила округления чисел............................................................16
1.11. Порядок обработки результатов измерений...................................17
1.12. Обработка результатов измерений диаметра цилиндра...................18
Контрольные вопросы....................................................................22
2. ЗАКОНЫ РАСПРЕДЕЛЕНИЯ СЛУЧАЙНЫХ ВЕЛИЧИН.....................22
2.1. Виды случайных величин и законы их распределения........................
2.2. Числовые характеристики случайных величин, заданных своими
распределениями............................................................................25
2.3. Основные дискретные и непрерывные законы распределения..........27
2.4. Понятие статистической гипотезы и статистического критерия.......33
2.5. Вероятность ошибок первого и второго рода...................................34
2.6. Проверка гипотезы вида закона распределения вероятностей...........36
Контрольные вопросы.....................................................................38
3. НАХОЖДЕНИЕ ИНТЕРПОЛИРУЮЩИХ КРИВЫХ.............................38
3.1. Графический метод обработки результатов......................................38
3.2. Функциональные шкалы и их применение.......................................40
3.3. Аналитические методы обработки результатов................................42
3.3.1. Способ средней.......................................................................43
3.3.2. Метод наименьших квадратов..................................................44
3.3.3. Интерполирование функций....................................................48
3.3.4. Параболическое интерполирование..........................................48
Контрольные вопросы.....................................................................50
4. ОСНОВЫ НОМОГРАФИИ..................................................................51
4.1. Номограммы в декартовой системе координат....................................
4.2. Составные номограммы с помеченными линиями............................53
Контрольные вопросы.....................................................................58
5. ТИПОВЫЕ ЗАДАЧИ МАТЕМАТИЧЕСКОЙ ОБРАБОТКИ ЭКСПЕРИМЕНТАЛЬНЫХ ДАННЫХ......................................................................58
ЛИТЕРАТУРА......................................................................................61
![]()
[i1]
Похожие работы
... Как видно, с ростом числа измерений различие между результатами, вычислениями по распределению Стьюдента и по нормальному распределению уменьшается. Контрольные вопросы Цель математической обработки результатов эксперимента; Виды измерений; Типы ошибок измерения; Свойства случайных ошибок; Почему среднеарифметическое значение случайной величины при нормальном законе ее распределения является ...
... распределения случайной величины. а) коэффициент асимметрии; б) момент случайной величины; в) коэффициент эксцесса; г) математическое ожидание. Ответ: в). Тема 9. МЕТОДЫ ВТОРИЧНОЙ СТАТИСТИЧЕСКОЙ ОБРАБОТКИ РЕЗУЛЬТАТОВ ПЕДАГОГИЧЕСКОГО ЭКСПЕРИМЕНТА Тестовое задание 1. Выберите верные ответы. В зависимости от используемых источников информации исследования делятся на: а) кабинетные; б) ...
... , казалось бы, характеризуется чисто эмпирическими признаками: изменением управляемых условий, включением и выключением приборов и различных механизмов, фиксированием тех или иных свойств, эффектов и т. п. В ходе эксперимента как бы уменьшается роль теории. Но на самом деле наоборот - без теоретического знания невозможны постановка промежуточных задач и их решение. Экспериментальная установка - ...
... свободы остается на проверку гипотезы адекватности. Если заранее пренебречь взаимодействиями высших порядков, то имеется возможность получить математическую модель при меньшем числу опытов, реализовав не весь план ДФЭ, а только его часть (дробную реплику). Эксперимент, реализующий часть (дробную реплику) полного факторного эксперимента, называется дробным факторным экспериментом (ДФЭ). ДФЭ ...
0 комментариев