Анализ недостатков существующего оборудования для финишной обработки
Современные методы повышения долговечности деталей
Сущность холодной пластической деформации металлов
Явления, происходящие в поверхностном слое при обработке ППД
Шероховатость поверхности
Напряжения
Цель и задачи дипломного проекта
Режимы обкатывания
Подача
ОБОСНОВАНИЕ ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ СТАНКА
Расчет зубчатой передачи
Расчет критической частоты вращения эталон-вала
Расчет ременной передачи
Рычаг зажима шатунных шеек
Обоснование самоустановки накатных роликовых головок
Расчет накатной роликовой головки
Кинематический расчет
Синхронизация движений параллельно работающих гидроцилиндров
Роликовые головки
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОЕКТА
Расчет необходимого количества оборудования
Расчет капитальных вложений
Калькуляция себестоимости обработки детали на операции
Навигация
Явления, происходящие в поверхностном слое при обработке ППД
Модернизация станка Nagel
120425
знаков
10
таблиц
11
изображений
1.5 Явления, происходящие в поверхностном слое при обработке ППД
Основные параметры ППД следующие: упругая и пластическая деформации в очаге деформирования; площадь контакта инструмента с обрабатываемой поверхностью; сила, действующая на инструмент; напряжения, возникающие под действием этой силы, и кратковременность приложения силы.
Как при статическом, так и при ударном воздействии на обрабатываемой поверхности в первоначальный момент образуется отпечаток от инструмента, который затем превращается в примыкающие друг к другу следы или в серию отпечатков. При нагружении твердого шара статической или ударной силой Р (рис. 1, а) он вдавливается в обрабатываемый материал, по мере увеличения силы Р вначале происходит упругая деформация поверхности, а затем пластическая (линия ОАВ, рис. 1, б). Вследствие возникших пластических деформаций обратный процесс идет по линии ВС. Остаточная пластическая деформация выражается в размере отпечатка, соответствующего ОС. Пластическое деформирование под отпечатком распространяется равномерно и как бы копирует с некоторым искажением поверхность шара.
При обработке ППД в результате деформирования поверхностного слоя металла и работы трения образуется теплота, которая нагревает обрабатываемую заготовку, инструмент и рабочие тела, а также окружающую среду. Теплота деформирования генерируется в очаге деформирования, теплота трения – непосредственно на поверхности контакта. Источник теплоты – местный, характеризуемый эффективной тепловой мощностью, т.е. количеством теплоты, образующимся в единицу времени, и распределением теплоты по объему. Теплота образуется, в основном, вследствие пластического деформирования, поэтому источник теплоты соответствует форме очага деформирования, а сам процесс характеризуется мгновенным локальным нагревом и быстрым отводом теплоты внутрь заготовки. Время контактирования поверхности заготовки с источником теплоты зависит от скорости перемещения источника и его размеров в направлении перемещения.
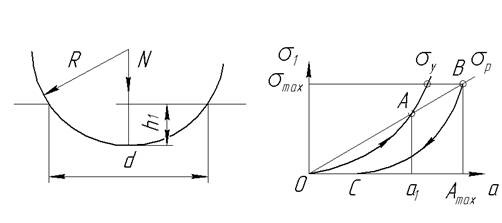
а) б)
Рис. 1 - Схема процесса деформирования материалов
Удельный объем структурных составляющих следующий (в порядке уменьшения): тетрагональный мартенсит, мартенсит с кубической решеткой, перлит (сорбит, троостит), аустенит. Если при работе происходят структурные превращения, сопровождаемые увеличением удельного объема (например, переход аустенита в мартенсит), то образуются остаточные сжимающие напряжения, при обратном процессе – растягивающие напряжения.
Суммарное максимальное увеличение удельного объема для сталей достигает 1,1% [25]. Это обусловливает образование в наклепанной зоне остаточных напряжений сжатия, которые достигают 1200-1500 МПа; глубина залегания напряжений обычно на 10-50% превышает глубину слоя с повышенной твердостью. При завышенных силовых параметрах обработки может происходить перенаклеп, в результате которого в поверхностном слое появляются опасные микротрещины, намечается образование частичек отслаивающегося металла, поверхностные зерна сплющиваются так, что становятся почти неразличимыми. Резко увеличивается шероховатость поверхности. Наклеп металла можно частично или полностью снять путем отжига. Перенаклеп – необратимый процесс, при котором нагрев не восстанавливает исходную структуру металла и его механические свойства.
1.6 Эксплуатационные свойства поверхностей, обработанных методом ППД
1.6.1 Коррозионная стойкость
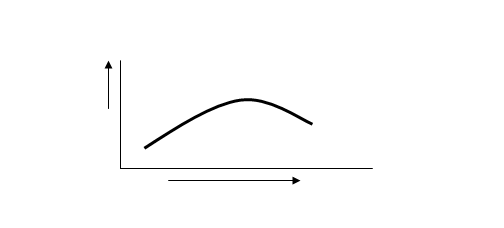
При чистовой обработке металлов давлением два конкурирующих фактора воздействуют на сопротивление поверхности коррозии. С одной стороны, сглаживание неровностей исходной поверхности приводит к заполнению впадин микрорельефа, устранению таких дефектов, как риски, царапины, микротрещины, где концентрируются и откуда начинают разрушающее действие вещества, вызывающие коррозию; в результате коррозионная стойкость повышается. С другой стороны, неоднородный характер пластической деформации приводит к возникновению разности потенциалов между неодинаково деформированными кристаллами, т.е. к образованию множества гальванических пар, являющихся причиной коррозии; и коррозионная стойкость снижается. В то же время, как показали исследования [14], при правильном ведении процесса обработки давлением и, в частности, обкатывания, можно добиться высокой коррозионной стойкости поверхностей. Коррозионная стойкость повышается с увеличением давления обкатывания лишь до определенного значения (точка А, рис. 2). Эта оптимальная величина давления соответствует моменту заполнения впадин микрорельефа исходной поверхности, кода исходные неровности примерно до Rа = 0,25 мкм, дефекты (риски, микротрещины, царапины) “закрыты”, а наклеп относительно мал. Положительное влияние сглаживания поверхности сильнее, чем отрицательное влияние наклепа.
Дальнейшее повышение давления, даже в том случае, если чистота поверхности несколько улучшится, приводит к резкому увеличению степени наклепа и снижению коррозионной стойкости. Теперь уже наклеп является решающим фактором, определяющим коррозионную стойкость. Так как требования к чистоте коленчатого вала не превышают Rа = 0,25, то проводить обкатку можно не опасаясь снижения коррозионной стойкости [8], [14], [17], [25].
А
Степень наклепа
Рис. 2 - Зависимость коррозионной стойкости от степени наклепа
0 комментариев