Анализ недостатков существующего оборудования для финишной обработки
Современные методы повышения долговечности деталей
Сущность холодной пластической деформации металлов
Явления, происходящие в поверхностном слое при обработке ППД
Шероховатость поверхности
Напряжения
Цель и задачи дипломного проекта
Режимы обкатывания
Подача
ОБОСНОВАНИЕ ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ СТАНКА
Расчет зубчатой передачи
Расчет критической частоты вращения эталон-вала
Расчет ременной передачи
Рычаг зажима шатунных шеек
Обоснование самоустановки накатных роликовых головок
Расчет накатной роликовой головки
Кинематический расчет
Синхронизация движений параллельно работающих гидроцилиндров
Роликовые головки
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОЕКТА
Расчет необходимого количества оборудования
Расчет капитальных вложений
Калькуляция себестоимости обработки детали на операции
Навигация
Режимы обкатывания
Модернизация станка Nagel
120425
знаков
10
таблиц
11
изображений
2.2 Режимы обкатывания
В качестве исходных данных при отделочной обработке задается лишь шероховатость поверхности детали, а требуется определить режим обработки давлением. Как выяснилось выше, оптимальная шероховатость шеек коленчатого вала составляет Rа=0,25 мкм.
2.2.1 Усилие обкатывания
Усилие обкатывания, определяемое величиной давления на деформирующие элементы, влияет на шероховатость образующейся при обкатывании поверхности, степень и глубину наклепа, величину напряжений, возникающих в поверхностном слое металла, и на физико-механические свойства металла. Во всех случаях давление должно быть минимальной величиной, при которой достигаются требуемые шероховатость поверхности и степень упрочнения [24]. Сложность определения величины усилия обкатывания обусловлена тем, что зависимость между этой величиной и основными качественными показателями – шероховатостью и степенью упрочнения – не линейна. Качественно эти зависимости таковы: усилие обкатывания должно быть тем выше, чем менее пластичен обрабатываемый материал, чем выше шероховатость и волнистость исходной поверхности, чем больше ее опорная плоскость, чем выше требования к шероховатости детали, чем больше радиус сферы и ширина цилиндрического пояска, чем больше подача и скорость при обкатывании и чем меньше число проходов.
Именно из-за трудностей расчета и относительно низкой его точности в подавляющем большинстве случаев величина давления на деформирующие элементы обкатников как в производственных, так и в лабораторных условиях устанавливается опытным путем. Лишь в последнее время на основании экспериментальных и теоретических исследований предложены различные методики [4], [14], [15], [24] расчета рабочего усилия при чистовой обработке давлением.
Таким образом, усилие обкатывания может быть определено:
а) опытным путем – методом пробных проходов. Метод осуществим в лабораторных и цеховых условиях, когда используется имеющийся инструмент или когда инструмент специально проектируется и необходимо проверить полученную расчетом величину давления обкатывания. Этот метод является пока наиболее простым и надежным;
б) по формулам, построенным на основании экспериментальных данных и теоретических расчетов.
В результате экспериментальных исследований [24] были получены приближенные формулы для определения усилий:
при обкатывании роликом с цилиндрическим пояском:
![]() , (1)
, (1)
где q – максимальное значение давления обкатывания данного материала, МПа;
σm – предел текучести чугуна ВЧ-75-03, МПа;
σm = 500 МПа.
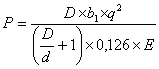 , (2)
, (2)
где Р – усилие обкатывания, Н;
D – диаметр обрабатываемой детали (шатунной, коренной шеек и сальника), мм,
Dш=47,84 мм, Dк=50,8 мм, Dс=70 мм;
b1 – ширина обрабатываемой поверхности, мм,
b1ш=21,8 мм, b1к=23 мм, b1с=20 мм;
d – диаметр накатного ролика, мм,
d=10 мм;
Е – модуль упругости, МПа,
Е=200000 МПа.
Для коренных шеек:
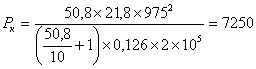 (Н).
(Н).
Для шатунных шеек:
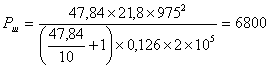 (Н).
(Н).
Для сальника:
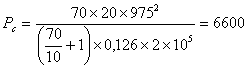 (Н).
(Н).
Для определения удельного давления на обрабатываемую поверхность необходимо найти площадь отпечатка, получаемого при вдавливании цилиндрического ролика в поверхность детали. Для определения площади пятна контакта нужно знать длину и ширину получаемого отпечатка. Так как ролик является цилиндрическим, длина отпечатка равна длине обрабатываемой поверхности, т.е. равна b1. Ширина пятна определяется по формуле [4]:
 , (3)
, (3)
где Р – усилие, прилагаемое к ролику, кГ;
HB – твердость детали по Бринеллю, HB=500;
Dр- диаметр ролика, мм, Dр=10 мм;
Dд – диаметр детали, мм.
Для коренных шеек: b1=23 мм, Dд=50,8 мм, P=725 кГ,
 (мм).
(мм).
Для шатунных шеек: b1=21,8 мм, Dд=47,84 мм, P=680 кГ,
 (мм).
(мм).
Для сальника: b1=20 мм, Dд=70 мм, P=660 кГ,
 (мм).
(мм).
![]() , (4)
, (4)
где Руд – удельное давление, Н/мм2.
Для коренных шеек:
![]() (Н/мм2).
(Н/мм2).
Для шатунных шеек:
![]() (Н/мм2).
(Н/мм2).
Для сальника:
![]() (Н/мм2).
(Н/мм2).
0 комментариев