СОВРЕМЕННОЕ СОСТОЯНИЕ ТЕОРИИ И ТЕХНОЛОГИИ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ
Математическое моделирование формоизменения заготовки в процессах МИОМ
Математическое моделирование электромеханических процессов при магнитно-импульсной обработки металлов
Математическая модель электродинамических процессов в одновитковом индукторе
Построение численной модели для задачи электродинамики
Многовитковый индуктор и установка
Выводы по разделу
Выбор геометрических размеров спирали индуктора-концентратора
Выводы по разделу
Температурные режимы функционирования спирали индуктора
Температура спирали индуктора в момент окончания разряда магнитно-импульсной установки
Математическая модель функционирования установки при неодновременном включении блоков конденсаторных батарей
Влияние факторов на эффективность процесса обжима заготовки при неодновременном включении конденсаторных батарей
Разработка технологического процесса сборки изделия «трубка-фланец»
Отработаны технологические режимы сборки изготовлений «трубка-фланец» и «баллон», которые были внедрены в опытные производства ОАО «ТНИТИ»
Навигация
Температурные режимы функционирования спирали индуктора
Повышение эффективности процессов обжима трубчатых заготовок давлением импульсного магнитного поля
132892
знака
115
таблиц
214
изображений
4.2 Температурные режимы функционирования спирали индуктора
В процессе разряда магнитно-импульсной установки по спирали индуктора течет импульсный ток высокой плотности, что приводит к её нагреву и тем самым влияет на её стойкость. При этом можно выделить два характерных момента: момент, соответствующий максимуму тока, когда давление на спираль индуктора максимально и момент окончания разряда магнитно-импульсной установки, когда температура индуктора будет максимальной. С целью комплексной оценки температурных условий функционирования индукторов различной геометрии, в зависимости от геометрических размеров заготовки и собственной частоты установки был проведен численный эксперимент. По результатам, которого были получены вторичные математические модели зависимости температуры в момент максимального значения импульсного тока - Т/ и температуры в момент окончания разряда магнитно-импульсной установки – Т от собственной частоты установки, диаметра и толщины заготовки.
Как и в предыдущем случае моделировался процесс обжима тонкостенных трубчатых заготовок из алюминиевого сплава АМГ2М и стали 20.
Предварительный анализ показал, что для описания зависимостей температур необходимо использовать полиномиальную модель четвертого порядка (4.1).
Таблицы уровней факторов и матрицы планирования эксперимента приведены в п. 3.3. Необходимые расчеты по определению коэффициентов регрессии были выполнены по программе R_3_42.exe, разработанной на кафедре МПФ ТулГУ.
|
| (4.1) |
4.2.1 Температура спирали индуктора в момент максимального значения импульсного тока
С учетом рассчитанных коэффициентов уравнения регрессии, устанавливающие зависимости температуры в момент максимального значения импульсного тока от диаметра и толщины заготовки и собственной частоты установки, примут вид:
- температура Т/, возникающая в процессе обжима стальной заготовки:
а) одновитковым индуктором
б) четырехвитковым цилиндрическим индуктором
в) индуктором-концентратором
- температура Т/, возникающая в процессе обжима алюминиевой заготовки:
а) одновитковым индуктором
б) четырехвитковым цилиндрическим индуктором
в) индуктором-концентратором
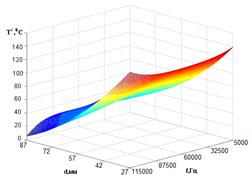
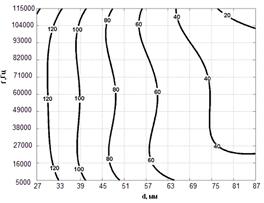
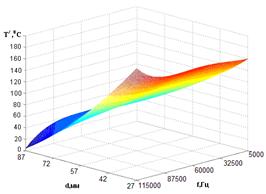
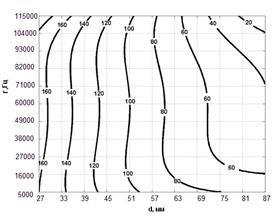
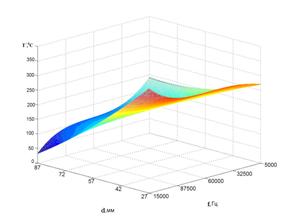
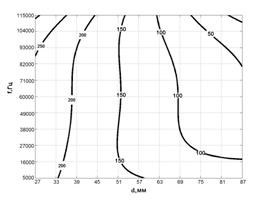
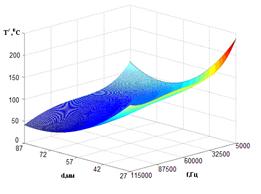
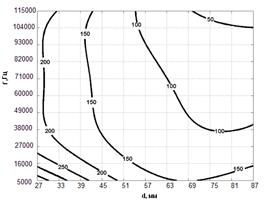
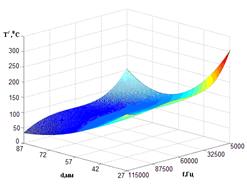
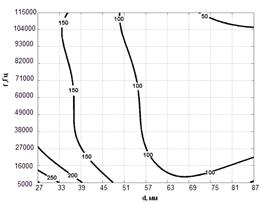
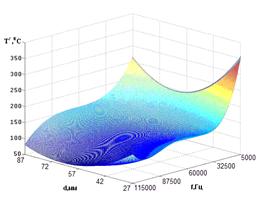
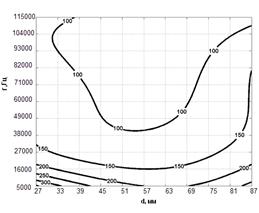
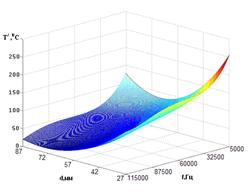
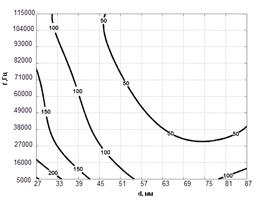
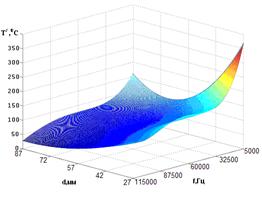
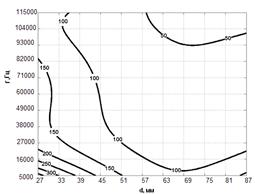
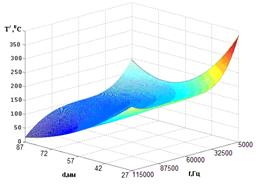
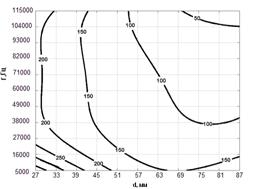
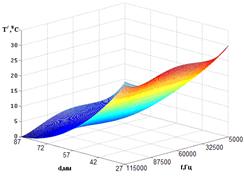
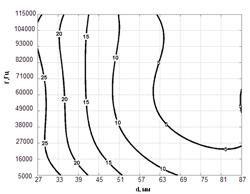
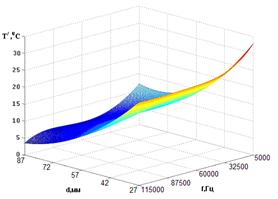
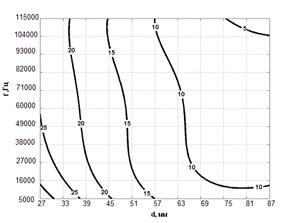
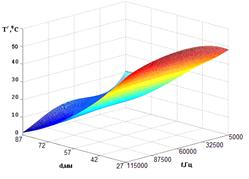
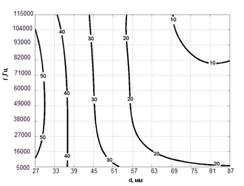
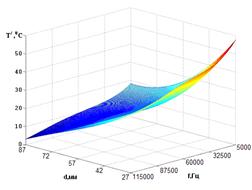
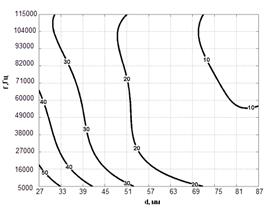
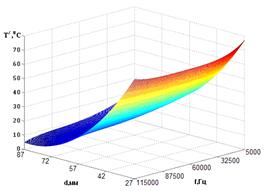
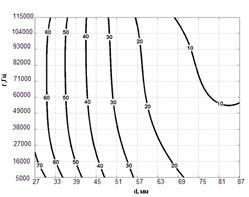
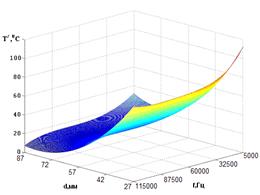
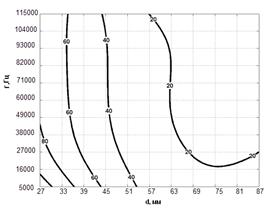
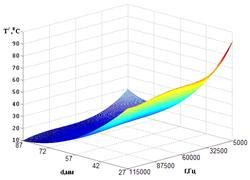
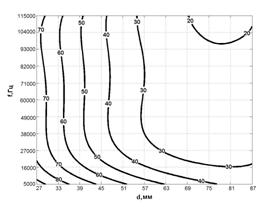
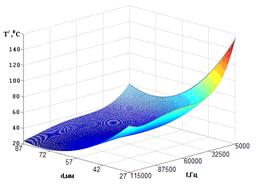
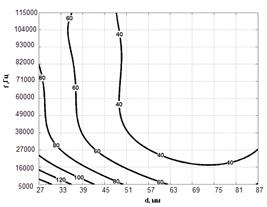
На графиках показаны поверхности и их сечения, отражающие зависимость температур наиболее близких к заготовке элементов спирали индуктора в момент максимального значения импульсного тока Т/ от диаметра и толщины заготовки, собственной частоты установки, для стальной (рис.4.7 - 4.9) и алюминиевой заготовок (рис.4.10 - 4.12).
Анализ полученных результатов показал, что наибольшие значения температур в момент максимального значения импульсного тока при обжиме как стальной, так и алюминиевой заготовки реализуются на низких частотах и малых диаметрах спирали во всем диапазоне изменения факторов.
Следует отметить, что при обжиме стальной заготовки толщиной 0,6 мм собственная частота установки не влияет на величину температуры спирали индуктора. Основное влияние при этом оказывает форма спирали индуктора. Так для индуктора-концентратора температура в 1,5 раза выше, чем температура спирали в одновитковом и четырехвитковом цилиндрическом индукторе.
|
|
|
а
|
|
|
б
|
|
|
в
Рис.4.7. Зависимость температур Т/ от собственной частоты установки и от диаметра стальной заготовки толщиной 0,6мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
|
а
|
|
|
б
|
|
|
в
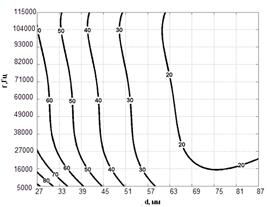
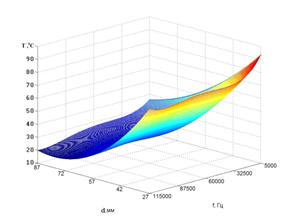
Рис.4.8. Зависимость температур Т/ от собственной частоты установки и от диаметра стальной заготовки толщиной 1,2мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим;в – индуктором-концентратором
|
|
|
а
|
|
|
б
|
|
|
в
Рис.4.9. Зависимость температур Т/ от собственной частоты установки и от диаметра стальной заготовки толщиной 1,8мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
|
а
|
|
|
б
|
|
|
в
Рис.4.10. Зависимость температур Т/ от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 0,6мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
|
а
|
|
|
б
|
|
|
в
Рис.4.11. Зависимость температур Т/ от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 1,2мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
|
а
|
|
|
б
|
|
|
в
Рис.4.12. Зависимость температур Т/ от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 1,8мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
С увеличением толщины заготовки влияние геометрии спирали индуктора практически не значительно. Но при этом изменяется влияние диаметра заготовки на температуру. Так, если при толщине 0,6 мм с увеличением диаметра заготовки температура всегда уменьшается, то при толщине 1,2 мм наблюдаются минимальные значения температур в диапазоне диаметров от 65 мм до 75 мм, а при толщине 1,8 мм этот минимум лежит в диапазоне диаметров от 55 мм до 70 мм и он наиболее ярко проявляется в диапазоне низких собственных частот установки.
При обжиме алюминиевой заготовки температуры, возникающие в спирали индуктора от 2 до 5 раз ниже, чем при обжиме стальной заготовки не зависимо от формы спирали индуктора.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев