СОВРЕМЕННОЕ СОСТОЯНИЕ ТЕОРИИ И ТЕХНОЛОГИИ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ
Математическое моделирование формоизменения заготовки в процессах МИОМ
Математическое моделирование электромеханических процессов при магнитно-импульсной обработки металлов
Математическая модель электродинамических процессов в одновитковом индукторе
Построение численной модели для задачи электродинамики
Многовитковый индуктор и установка
Выводы по разделу
Выбор геометрических размеров спирали индуктора-концентратора
Выводы по разделу
Температурные режимы функционирования спирали индуктора
Температура спирали индуктора в момент окончания разряда магнитно-импульсной установки
Математическая модель функционирования установки при неодновременном включении блоков конденсаторных батарей
Влияние факторов на эффективность процесса обжима заготовки при неодновременном включении конденсаторных батарей
Разработка технологического процесса сборки изделия «трубка-фланец»
Отработаны технологические режимы сборки изготовлений «трубка-фланец» и «баллон», которые были внедрены в опытные производства ОАО «ТНИТИ»
Навигация
Выводы по разделу
Повышение эффективности процессов обжима трубчатых заготовок давлением импульсного магнитного поля
132892
знака
115
таблиц
214
изображений
2.6 Выводы по разделу
1) Разработана математическая модель электродинамических процессов, протекающих в системе «установка-индуктор-заготовка» учитывающая сопротивление токоподводов и собственную индуктивность установки.
2) На базе теории пластического течения Прандтля и Рейсса разработана математическая модель упруго-пластического деформирования заготовки под действием пондеромоторных сил.
3. ОБОСНОВАНИЕ ВЫБОРА ФОРМЫ СПИРАЛИ ИНДУКТОРА ДЛЯ ОБЖИМА
Эффективность любой технологической операции магнитно-импульсной обработки металлов определяется геометрическими размерами и конструкцией индуктора. Ранее было показано, что для обеспечения нормальной работы индукторов, повышения срока их службы необходимо выбирать оптимальную форму профиля сечения витка спирали индуктора, при которой реализуется равномерное распределение импульсного тока по его рабочей поверхности [29].
Кроме того, в работе Талалаева А.К. «Индукторы и установки для магнитно-импульсной обработки металлов» экспериментально показано, что на эффективность процесса магнитно-импульсной обработки существенное влияние оказывает не только количество витков спирали индуктора и их геометрия, но и форма спирали индуктора. В частности для операции обжим трубчатых заготовок наиболее эффективным оказался индуктор– концентратор магнитного поля, в котором за счет геометрии спирали индуктора осуществляется концентрация магнитного поля в зоне обработки. В отличии от индукторов со вставными концентраторами магнитного поля, такой тип индуктора обеспечивает больший коэффициент полезного действия процесса обжима.
Имея преимущества концентратора магнитного поля в сочетании с высокой стойкостью и технологичностью изготовления, такие индукторы получили широкое применение для выполнения сборочных и сварочных операций, редуцирования и формообразования.
Однако в настоящее время отсутствует научно-обоснованные методики позволяющие оценить эффективность работы данного типа индуктора и выбрать требуемую конфигурацию формы его спирали.
Ниже на базе разработанных математических моделей одновиткового и многовиткового индукторов проведены теоретические исследования эффективности процесса обжима трубчатой заготовки с использованием индукторов различной конструкции. Выявлено влияние формы спирали индуктора, количества витков индуктора, геометрических размеров заготовки и собственной частоты установки на эффективность процесса обжима.
3.1 Влияние формы спирали индуктора на процесс обжима трубчатых заготовок
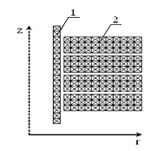
На базе разработанной в разделе 2 математической модели была проведена оценка эффективности конструкций индукторов для обжима - одновиткового, четырехвиткового цилиндрического, индуктора-концентратора, геометрические характеристики которых приведены на рис. 3.1.
|
а |
б
в |
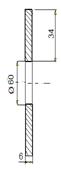
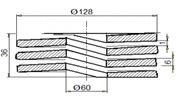
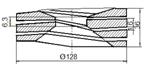
Рис. 3.1. Геометрические размеры спиралей индукторов:
а – одновиткового цилиндрического; б – цилиндрического (четырехвиткового); в – индуктора - концентратора
Принималось, что спираль индуктора изготовлена из стали 65Г имеющей следующие параметры:
Удельное сопротивление, 10-9 Ом![]() м80
м80
Теплоемкость, Дж/ кг![]() К380
К380
Плотность, кг/м38430
Модуль Юнга, ГПа200
Коэффициент Пуассона0,34
Материал обжимаемой заготовки АМг2М принимался упруго-пластическим с линейным законом упрочнения и имел следующие характеристики::
Удельное сопротивление, 10-9 Ом![]() м 47,6
м 47,6
Теплоемкость, Дж/ кг![]() К 280
К 280
Плотность, кг/м3 2700
Пластический модуль, ГПа 0,6
Модуль Юнга, ГПа 80
Коэффициент Пуассона 0,34
Геометрические размеры обжимаемой заготовки являлись следующими: наружный диаметр 57 мм, толщина 1,2 мм и высота 38 мм, длина обжимаемого участка 6 мм.
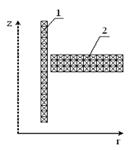
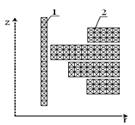
Расчетные схемы процессов обжима индукторами различной геометрии представлены на рис. 3.2,а - 3.2,в, при этом в связи с осесимметричным представлением спирали индуктора в виде набора кольцевых элементов рассматривали половину меридионального сечения индуктора и заготовки.
Предварительные расчеты показали, что сходимость результатов достигается при разбиении заготовки на 1800 тороидальных треугольных конечных элементов с пятью слоями по толщине, а один виток спирали индуктора разбивался не менее чем на 100 элементов.
|
а |
б |
в
Рис. 3.2. Расчетные схемы процессов обжима индукторов:
а - одновиткового; б - цилиндрического; в - индуктора-концентратора;
1 – заготовка; 2 – индуктор
Численные эксперименты проводились для четырех типов установок одинаковой энергоёмкости, с различными напряжениями заряда [48]. Данные о параметрах установок приведены в табл. 3.1.
Таблица 3.1.
Параметры разрядных контуров
| Uн, кВ | W, кДж | C,мкФ | L, нГн | fсобст, кГц | R, мОм |
| 0,77 1,54 3 7,44 | 0,33 0,33 0,33 0,33 | 1120 280 72 12 | 91,7 114,7 83,17 156,7 | 15,923 28,035 71,500 117,000 | 9,6 23 34 115 |
В результате расчетов были получены кривые тока для трех типов индукторов для каждого разрядного контура (рис.3.3 - 3.6).
|
|
|
|
| а | б | в |
| Рис. 3.3. Графики силы тока для первого разрядного контура при обжиме заготовок индуктором : а – одновитковым; б – цилиндрическим; в – индуктором-концентратором | ||
|
|
|
|
| а | б | в |
| Рис. 3.4. Графики силы тока для второго разрядного контура при обжиме заготовок индуктором: а – одновитковым; б – цилиндрическим; в – индуктором-концентратором | ||
|
|
|
|
| а | б | в |
| Рис. 3.5. Графики силы тока для третьего разрядного контура при обжиме заготовок индуктором: а – одновитковым; б – цилиндрическим; в – индуктором-концентратором | ||
|
|
|
|
| а | б | в |
| Рис. 3.6. Графики силы тока для четвертого разрядного контура при обжиме заготовок индуктором: а – одновитковым; б – цилиндрическим; в – индуктором-концентратором | ||
Обработка кривых тока позволила установить зависимость рабочей частоты разряда от собственной частоты установки (рис. 3.7).
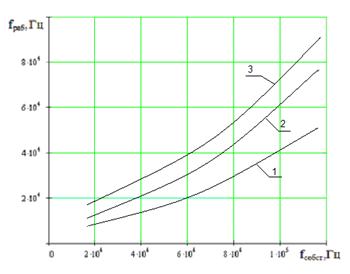
Рис. 3.7. Зависимость рабочей частоты разряда от собственной частоты установки при включении в разрядную цепь различных индукторов: 1 – индуктора-концентратора; 2 – цилиндрического четырехвиткового индуктора; 3 – одновиткового индуктора
Анализ показал, что наибольшая разность между собственной частотой установки и рабочей частотой разрядного контура наблюдается для четырехвиткового индуктора-концентратора, а наименьшая для одновиткового индуктора. При этом влияние типа индуктора на рабочую частоту разряда наиболее сильно проявляются в диапазоне собственных частот установки выше 60кГц.
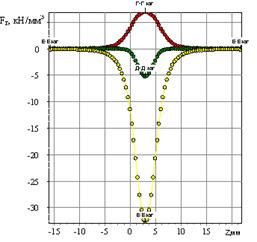
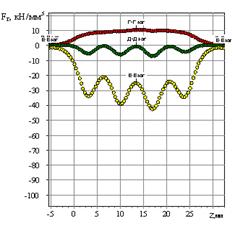
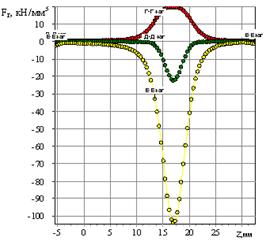
В результате расчетов были получены характерные графики распределения радиальной пондеромоторной силы по высоте заготовки для каждого типа индуктора (рис.3.8).
|
|
|
| а | б |
в
Рис. 3.8. Графики распределения радиальной силы по высоте (Z) алюминиевой заготовки для индуктора: а - одновиткового;
б - четырехвиткового цилиндрического; в - индуктора-концентратора на третьем разрядном контуре
На этих графиках кривые Е-Езаг соответствуют радиальной пондеромоторной силе, действующей на внешней поверхности заготовки, Д-Дзаг в среднем сечении заготовки, Г-Гзаг - на внутренней поверхности заготовки (рис.2.2).
Анализ графиков показал, что распределение пондеромоторных сил не равномерно по сечению спирали индуктора. Эта неравномерность обусловлена не только количеством витков и формой спирали индуктора, но и также наличием зазоров между витками. Так максимальное значение пондеромоторных сил, действующих на внешней стороне заготовки находится на середине витка спирали наименьшего внутреннего диаметра одновиткового индуктора, а для цилиндрического четырехвиткового индуктора наибольшее значение пондеромоторных сил реализуется на середине второго и третьего витков спирали индуктора. Указанный характер распределения радиальной составляющей пондеромоторных сил подтверждается формой деформированной заготовки (рис. 3.9).
|
|
|
|
| а | б | в |


Рис. 3.9. Деформации заготовки при обжиме индукторами: а - одновитковым, б- четырехвитковым цилиндрическим, в – индуктором-концентратором
На рис. 3.10 - 3.12 приведены зависимости: максимального значения радиальной составляющей пондеромоторных сил; импульса пондеромоторных сил; а также окружной логарифмической деформации заготовки от собственной частоты разрядного контура установки.
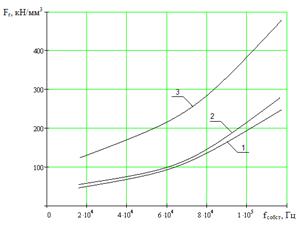
Рис. 3.10. Зависимость максимального значения радиальной составляющей пондеромоторных сил от собственной частоты установки при обжиме алюминиевой заготовки: 1 – индуктор-концентратор; 2 - четырехвитковый цилиндрический индуктор;3 - одновитковый индуктор
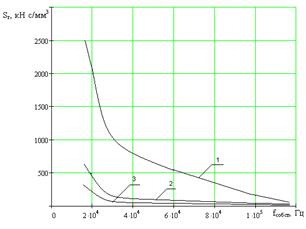
Рис. 3.11. Зависимость импульса пондеромоторных сил от собственной частоты установки при обжиме алюминиевой заготовки:
1 – индуктор-концентратор; 2 - четырехвитковый цилиндрический индуктор;3 - одновитковый индуктор
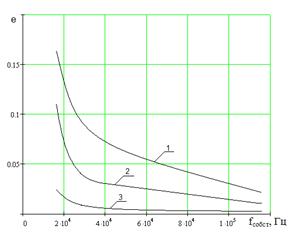
Рис. 3.12. Зависимость окружной логарифмической деформации от собственной частоты разряда при обжиме алюминиевой заготовки:
1 – индуктор-концентратор; 2 - четырехвитковый цилиндрический индуктор;3 - одновитковый индуктор
Анализ их показал, что максимальное формоизменение алюминиевой заготовки для всех типов индукторов достигается на первом разрядном контуре, для которого максимальные значения радиальной составляющей пондеромоторных сил минимальны, а радиальный импульс их достигает максимального значения. При этом наибольшая окружная логарифмическая деформация наблюдается для индуктора-концентратора.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев